


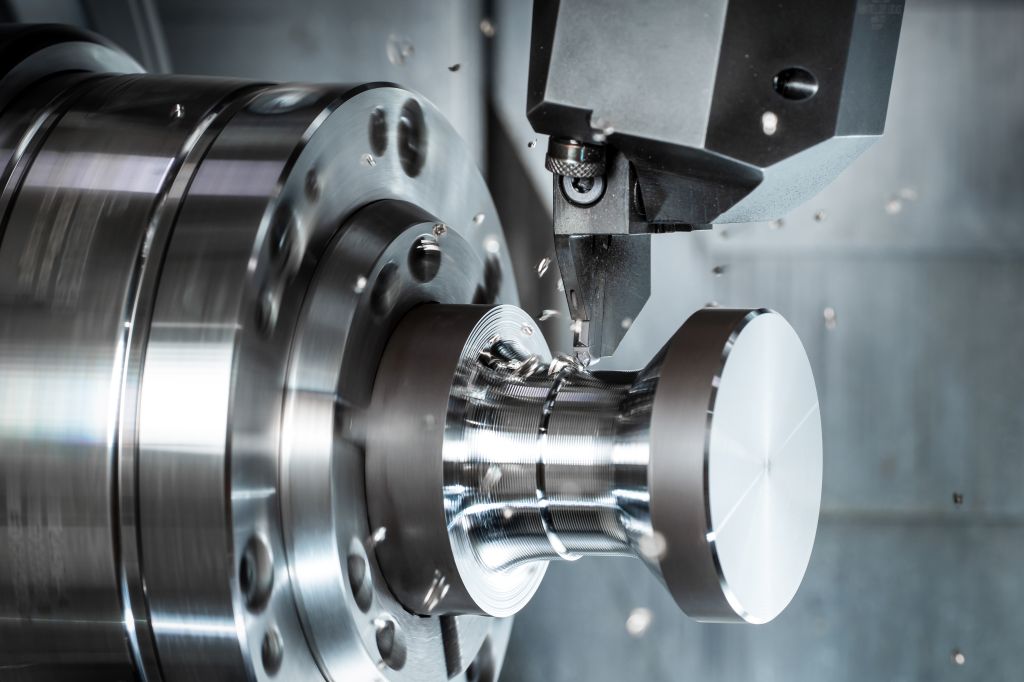
Intaglio, stacco, intaglio di forma: il tornio a intaglio è uno dei processi più complessi della lavorazione al tornio. A differenza del tornio longitudinale o piano classico, la lama durante l'intaglio e il stacco lavora il pezzo tra due fianchi. Proprio queste condizioni al contorno influenzano fondamentalmente il processo. Mentre il truciolo durante il tornio longitudinale può fluire relativamente liberamente, nel tornio a intaglio i fianchi del pezzo limitano la lama a sinistra e a destra.


Il truciolo lascia la zona di lavorazione durante la tornitura a inserti principalmente verso l'alto e contro la direzione di avanzamento. Pertanto, aumentano le esigenze sulla geometria degli utensili, sulla formazione del truciolo, sul raffreddamento e sulla stabilità del processo. Anche piccole deviazioni possono causare avvolgimenti del truciolo, un'usura aumentata, scadenti qualità superficiali o addirittura rottura dell'utensile. La tornitura a inserti è quindi molto più di un semplice processo di incisione.
Solo l'interazione armonizzata tra tecnologia degli utensili, rivestimento, stabilità della macchina, tecnica di serraggio e gestione del processo garantisce risultati stabili. L'obiettivo rimane sempre quello di modellare il truciolo in modo controllato, di deviarlo in sicurezza dalla scanalatura e, allo stesso tempo, di ottenere elevate durate e risultati di lavorazione riproducibili.
Importanza della geometria della lama
La geometria delle lame influisce in modo significativo sull'entrata e sull'uscita del taglio. I suoi compiti principali consistono nel guidare i trucioli in modo controllato e nel formarli in modo mirato.
Nella gestione dei trucioli, la geometria genera forme di truciolo brevi e controllabili come trucioli a spirale, trucioli a forma di virgola, trucioli strappati o trucioli a pezzi. Questo previene l'avvolgimento dei trucioli e riduce le interruzioni del processo. Al contrario, i trucioli lunghi si avvolgono attorno al pezzo o all'utensile, ostacolano il flusso dei trucioli e deteriorano la qualità della superficie. Allo stesso tempo, la geometria modella il truciolo in modo mirato e lo affina. Questa affilatura consente di rimuovere il truciolo in modo sicuro dalla scanalatura nonostante la situazione di lavorazione circostante. Senza una formatura mirata dei trucioli, si formano trucioli larghi che sfregano contro i fianchi e danneggiano le superfici del pezzo.
L'influenza della geometria si manifesta in modo particolarmente evidente nel confronto tra diversi livelli di guida del truciolo. I livelli di guida del truciolo rettificati e rotondi influenzano spesso poco il truciolo. Il truciolo scorre in gran parte in modo incontrollato e forma trucioli lunghi. Al contrario, geometrie con elementi di forma del truciolo ben definiti generano trucioli corti, controllati e fortemente deformati. Questa formazione controllata del truciolo costituisce la base per processi di lavorazione stabili. Soprattutto con materiali inossidabili come il 1.4305, la geometria corretta determina la sicurezza del processo e la durata degli utensili. Già a velocità di taglio intorno ai 100 m/min e avanzamenti di circa 0,12 mm/giro, la formazione del truciolo influisce in modo significativo sul risultato della lavorazione.
Tornitura trocoidale
Il tornitura trocoidale espande le possibilità dei processi di tornitura classici. Invece di lavorare l'intera scanalatura in un'unica passata, l'utensile si muove su un movimento di percorso sovrapposto attraverso il pezzo. Questa strategia riduce il carico sull'utensile. Allo stesso tempo, il trasporto dei trucioli migliora, poiché si generano sezioni trasversali dei trucioli più piccole. Questo processo offre vantaggi soprattutto in caso di incisioni profonde o materiali difficili da lavorare.
I parametri di processo tipici, ad esempio, si attestano su velocità di taglio intorno ai 280 m/min e avanzamenti fino a 0,6 mm/giro. Vengono utilizzate profondità di taglio minime di circa 0,7 mm e massime fino a 1,5 mm. L'angolo di taglio si colloca tipicamente tra 40° e 60°. Grazie ai minori rapporti di interazione, le forze radiali diminuiscono. Parallelamente, si riduce il carico termico dell'utensile. Il metodo è particolarmente adatto per lavorazioni ad alta prestazione moderne e per grandi volumi di truciolo da ottenere.
Importanza dei rivestimenti moderni
Il rivestimento delle moderne placche di taglio influisce sulla redditività e sulla sicurezza del processo. Riduce l'usura, minimizza l'attrito tra truciolo e utensile, previene la formazione di bordi di attacco e consente parametri di taglio più elevati. Allo stesso tempo, un rivestimento adeguato migliora il riconoscimento dell'usura e aumenta la stabilità del processo. Nello sviluppo degli strati degli utensili devono essere considerati numerosi fattori influenti. Questi includono l'interazione chimica tra utensile e materiale, la smussatura dei bordi di taglio, il processo di rivestimento e le proprietà meccaniche dello strato. Tuttavia, ciò che rimane decisivo è sempre l'interazione di tutti i componenti. Se geometria, substrato e rivestimento non corrispondono, si generano tensioni interne nello strato. Queste possono migliorare durezza e tenacità, ma anche causare formazione di crepe o distacco dello strato.
Il rivestimento adattato al processo influisce sulla durata degli utensili. Tuttavia, il rivestimento non deve essere considerato isolatamente. Rimane fondamentale l'interazione dell'intero processo di lavorazione. La stabilità della macchina, il serraggio del pezzo, il portautensile, la strategia di raffreddamento e i parametri di taglio influenzano direttamente le prestazioni della piastra di taglio. Esperimenti pratici dimostrano che già attraverso rivestimenti adattati sono possibili significativi aumenti della durata. Allo stesso tempo, combinazioni inadeguate di geometria, rivestimento e parametri di processo portano rapidamente a un'usura prematura. La progettazione di un processo richiede sempre una considerazione olistica dell'intero sistema di lavorazione.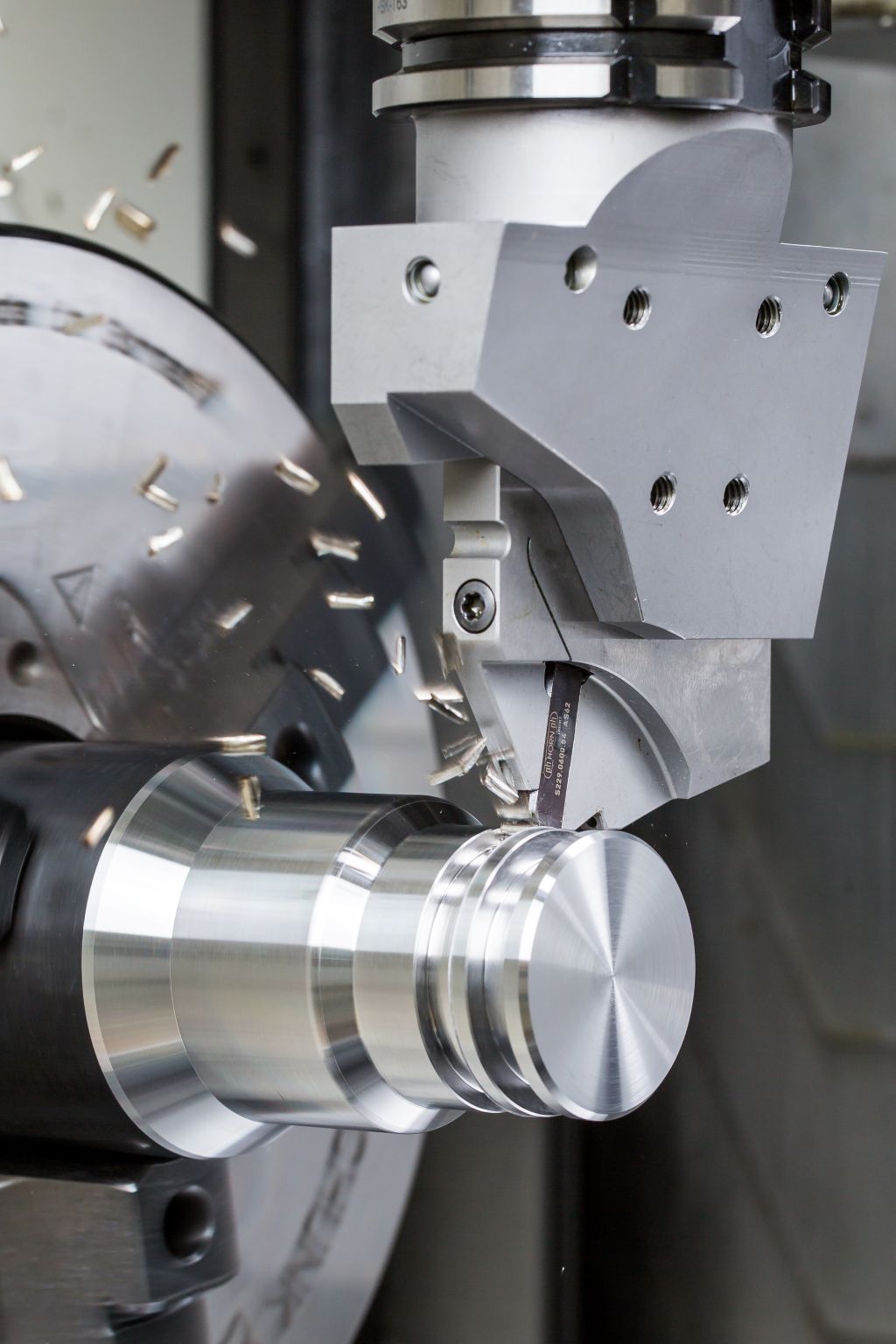
Raffreddamento nel processo di foratura
Il raffreddamento svolge un ruolo centrale nella tornitura a inserto. Da un lato riduce il carico termico della lama, dall'altro il mezzo di raffreddamento supporta attivamente il trasporto dei trucioli dalla zona di lavorazione. Soprattutto durante l'inserimento in materiali inossidabili si generano alte temperature. Indagini pratiche mostrano differenze tra diverse strategie di raffreddamento. Con l'apporto di refrigerante esterno a basse pressioni si verificano frequentemente forti segni di usura sulla superficie dei trucioli. Aumentando la pressione del refrigerante, l'usura si riduce già in modo significativo.
Buoni risultati si ottengono con sistemi che conducono il refrigerante direttamente alla superficie di truciolatura. I moderni portautensili con alimentazione integrata del refrigerante consentono un raffreddamento mirato direttamente nella zona di lavorazione. In questo modo si riduce il carico termico dell'utensile.
Inoltre, migliora l'evacuazione dei trucioli. I moderni sistemi di supporto forniscono in modo mirato le superfici libere e di truciolo tramite canali di raffreddamento integrati. Grazie all'afflusso diretto del fluido di raffreddamento, il mezzo di raffreddamento solleva precocemente il truciolo e lo trasporta in modo controllato fuori dalla scanalatura. I morsetti di serraggio dispongono generalmente di attacchi universali per il fluido di raffreddamento tramite fori lunghi o connessioni G1/8".
Non solo l'apporto del refrigerante stesso, ma anche la composizione del fluido di raffreddamento e lubrificazione influisce sul processo di asportazione. Già piccole variazioni della percentuale di olio in un'emulsione possono avere effetti significativi sulla durata degli utensili. Esempi pratici mostrano che un aumento della percentuale di olio dal 11% al 13% durante la lavorazione dell'Inconel 718 può raddoppiare la durata dell'utensile. Soprattutto con materiali ad alta resistenza al calore, una maggiore percentuale di lubrificazione migliora le condizioni di attrito tra truciolo e utensile. Di conseguenza, la temperatura e l'usura diminuiscono, con una formazione del truciolo migliorata.
Taglio con asse X e asse Y
Il taglio rappresenta l'ultimo passaggio di lavorazione sul mandrino principale. Errori in questo processo portano immediatamente a scarti o danni al componente.
Tradizionalmente, il taglio avviene lungo l'asse X. In questo caso, le forze di taglio agiscono perpendicolarmente al supporto dell'utensile. Con l'aumentare della distanza tra il tagliente e il supporto, cresce il braccio di leva e aumentano le sollecitazioni da flessione e la tendenza alle vibrazioni. Nel taglio lungo l'asse Y, cambia la direzione della forza di taglio risultante. Gran parte delle forze viene assorbita dalla velocità di taglio, mentre solo una piccola parte agisce attraverso l'avanzamento. La forza risultante viene introdotta nel supporto dell'utensile a un angolo di circa 30 gradi. Di conseguenza, il braccio di leva efficace si accorcia notevolmente. Inoltre, il deflusso del truciolo migliora, poiché il truciolo viene convogliato direttamente verso il letto della macchina.
Le diverse relazioni di forza influenzano direttamente il carico sul supporto della piastra. Con forze assunte di 2000 N perpendicolari al tagliente e 400 N radialmente, nel taglio lungo l'asse X si genera un carico notevolmente più alto a causa del lungo braccio di leva.
Nel taglio lungo l'asse Y, questo carico si riduce di circa il 30 percento. Di conseguenza, i processi avvengono in modo più fluido e con meno vibrazioni. Esempi pratici mostrano che il passaggio dal taglio lungo l'asse X a quello lungo l'asse Y migliora sia la durata dell'utensile che la stabilità del processo.
In alcune applicazioni, la quantità di lavoro è stata persino più che raddoppiata mantenendo invariati i parametri di taglio. Allo stesso tempo, il livello di rumore diminuisce. Tuttavia, il taglio lungo l'asse Y richiede che la macchina e il controllo supportino i percorsi di movimento e le strategie di lavorazione necessarie.
Taglio a forma di contorni complessi

Contorni complessi, come ad esempio i profili a più denti, pongono elevate esigenze alla strategia di processo. Una possibilità consiste nel generare il contorno in modo convenzionale con un utensile da taglio in modo graduale. In questo caso, le singole incisioni vengono programmate e lavorate una dopo l'altra. Questo metodo è particolarmente adatto per prototipi o piccole serie. Tuttavia, con grandi quantità di pezzi, il lavoro di programmazione e lavorazione aumenta notevolmente.
In alternativa, gli utensili da taglio a forma consentono di realizzare l'intero contorno in un solo passaggio di lavorazione. In questo caso, un tagliente appositamente progettato genera tutta la geometria in una sola volta. Il vantaggio risiede nell'alta precisione di ripetizione e nei brevi tempi di lavorazione. Tuttavia, la grande lunghezza del tagliente che agisce simultaneamente genera elevate forze di taglio. Queste forze possono causare vibrazioni, marcature superficiali o deviazioni dimensionali.
Il taglio a forma a scavo amplia il classico taglio a forma con una strategia decisamente più stabile dal punto di vista del processo. In questo caso, la piastra da taglio è tipicamente inclinata di circa 45° nel supporto della piastra. L'utensile non entra radialmente nel pezzo, ma viene guidato tangenzialmente accanto al pezzo. In questo processo, i singoli elementi di forma vengono creati uno dopo l'altro. A differenza dell'incisione radiale, quindi, non tutta la larghezza del tagliente agisce contemporaneamente nel materiale. Le misurazioni con sistemi di misurazione della forza mostrano chiare differenze tra i due metodi. Nel taglio a forma classico possono verificarsi forze di taglio di quasi 6000 N. Nel taglio a forma a scavo, le forze sono notevolmente più basse. I carichi inferiori garantiscono processi più tranquilli, minore sollecitazione della macchina e livelli di rumore più bassi. Inoltre, migliora la qualità superficiale del pezzo tornito.
Conclusione
Horn è considerato uno specialista nella tornitura a taglio economica e sicura dal punto di vista del processo. Fattori decisivi per processi stabili sono geometrie di taglio ottimizzate, rivestimenti moderni, raffreddamento mirato e alta stabilità della macchina. La formazione ottimizzata del truciolo e il raffreddamento interno migliorano notevolmente l'espulsione del truciolo, la qualità superficiale e la durata degli utensili. Metodi come la tornitura trocoidale o il taglio lungo l'asse Y riducono le forze, aumentano la stabilità del processo e migliorano l'economicità.
Contatto:


