


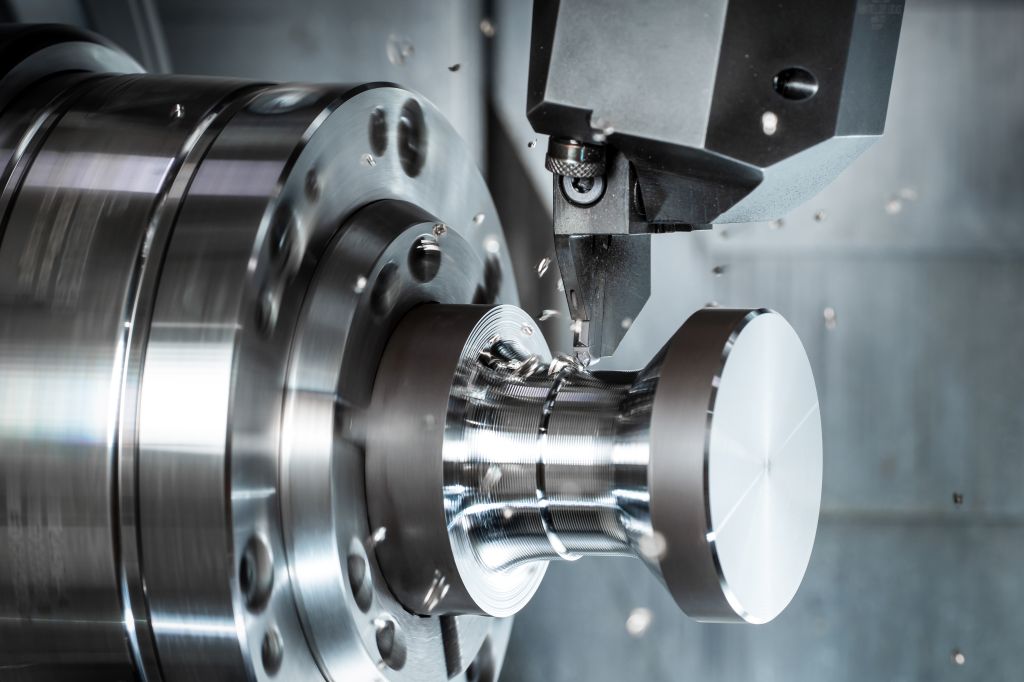
Urezivanje, odrezivanje, oblikovanje: Stechdrehen spada u najzahtjevnije postupke obrade okretanjem. Za razliku od klasičnog uzdužnog ili ravnog okretanja, rezna ivica prilikom urezivanja i odrezivanja obrađuje radni komad između dva bočna zida. Upravo ti uvjeti bitno oblikuju proces. Dok se strugotine prilikom uzdužnog okretanja mogu relativno slobodno kretati, kod stechdrehen bočni zidovi radnog komada ograničavaju reznu ivicu s lijeve i desne strane.


Čip napušta zonu obrade pri rezanju na način stezanja uglavnom samo prema gore i suprotno od smjera pomaka. Stoga se povećavaju zahtjevi za geometriju alata, oblikovanje čipa, hlađenje i stabilnost procesa. Već male odstupanja mogu uzrokovati zagušenje čipa, povećano trošenje, lošu kvalitetu površine ili čak lom alata. Rezanje na način stezanja je stoga daleko više od jednostavnog procesa uboda.
Samo usklađeno djelovanje tehnologije alata, premaza, stabilnosti strojeva, tehnike stezanja i vođenja procesa osigurava stabilne rezultate. Cilj ostaje uvijek oblikovati strugotinu kontrolirano, sigurno je odvesti iz utora i istovremeno postići visoke radne sate te reproducibilne rezultate obrade.
Značaj geometrije rezanja
Geometrija reznih rubova značajno utječe na ulazak i izlazak alata. Njihove glavne zadaće su kontrolirano vođenje i ciljanje oblikovanja strugotine.
Pri kontroli struganja, geometrija stvara kratke, kontrolirane oblike struganja poput spiralnih strugotina, spirala, zareza, lomljenih strugotina ili komadića. To sprječava uvijanje strugotina i smanjuje procesne smetnje. Dugi trakasti strugovi, s druge strane, omotavaju se oko radnog komada ili alata, ometaju protok strugotina i pogoršavaju kvalitetu površine. Istovremeno, geometrija ciljano oblikuje strug i sužava ga. Ovo sužavanje omogućuje sigurno izbacivanje strugotina iz utora unatoč uključivoj obradi. Bez ciljane obrade strugotina nastaju široki strugovi koji trljaju o bočne strane i oštećuju površine radnog komada.
Posebno se jasno pokazuje utjecaj geometrije prilikom usporedbe različitih razina vođenja strugotine. Brušene, okrugle razine vođenja strugotine često samo malo utječu na strugotinu. Strugotina se većinom odvija nekontrolirano i formira duge oblike strugotine. Geometrije s izraženim elementima oblika strugotine, s druge strane, stvaraju kratke, kontrolirane i snažno deformirane strugotine. Ova kontrolirana formacija strugotine čini osnovu za stabilne procese obrade. Osobito kod nehrđajućih materijala poput 1.4305, ispravna geometrija odlučuje o sigurnosti procesa i trajnosti alata. Već pri brzinama rezanja oko 100 m/min i pomacima od otprilike 0,12 mm/U, oblik strugotine značajno utječe na rezultat obrade.
Trohoidno rezanje
Trohoidalno rezanje proširuje mogućnosti klasičnih procesa rezanja. Umjesto da se cijela utor obrađuje u punom rezanju, alat se kreće duž preklapajućeg putanja kroz radni komad. Ovom strategijom smanjuje se opterećenje alata. Istovremeno se poboljšava transport strugotine jer nastaju manji presjeci strugotine. Ova metoda nudi prednosti posebno kod dubokih rezova ili teško obradivih materijala.
Tipični procesni parametri su, na primjer, brzine rezanja oko 280 m/min i pomaci do 0,6 mm/U. Pri tome se koriste minimalne dubine rezanja od oko 0,7 mm i maksimalne dubine do 1,5 mm. Kut rezanja obično se kreće između 40° i 60°. Zbog manjih omjera zahvata, radijalne sile se smanjuju. Paralelno se smanjuje i toplinsko opterećenje oštrice. Ova metoda je posebno pogodna za moderne visokoefikasne obrade i velika obujma strugotine koja se može postići.
Značaj modernih premaza
Oblaganje modernih reznih ploča utječe na ekonomičnost i sigurnost procesa. Smanjuje trošenje, minimizira trenje između strugotine i alata, sprječava stvaranje naslaga i omogućuje veće parametre rezanja. Istovremeno, prikladna obloga poboljšava prepoznavanje trošenja i povećava stabilnost procesa. Prilikom razvoja slojeva alata potrebno je uzeti u obzir brojne utjecajne čimbenike. To uključuje kemijsku interakciju između alata i materijala, zaobljenost reznih rubova, proces oblaganja te mehanička svojstva sloja. Međutim, ključna ostaje interakcija svih komponenti. Ako geometrija, supstrat i obloga nisu usklađeni, nastaju unutarnje napetosti unutar sloja. One mogu poboljšati tvrdoću i žilavost, ali također mogu uzrokovati stvaranje pukotina ili odvajanje sloja.
Pokrivač prilagođen procesu utječe na trajnost. Međutim, sloj se ne smije promatrati izolirano. Ključno je međusobno djelovanje cijelog obradnog procesa. Stabilnost stroja, napetost obradka, prihvat alata, strategija hlađenja i parametri rezanja izravno utječu na učinkovitost rezne ploče. Praktični testovi pokazuju da su već prilagođenim premazima moguća značajna povećanja trajnosti. Istovremeno, neodgovarajuće kombinacije geometrije, premaza i procesnih parametara brzo dovode do prijevremenog trošenja. Projektiranje procesa uvijek zahtijeva cjelovito razmatranje cijelog sustava obrade.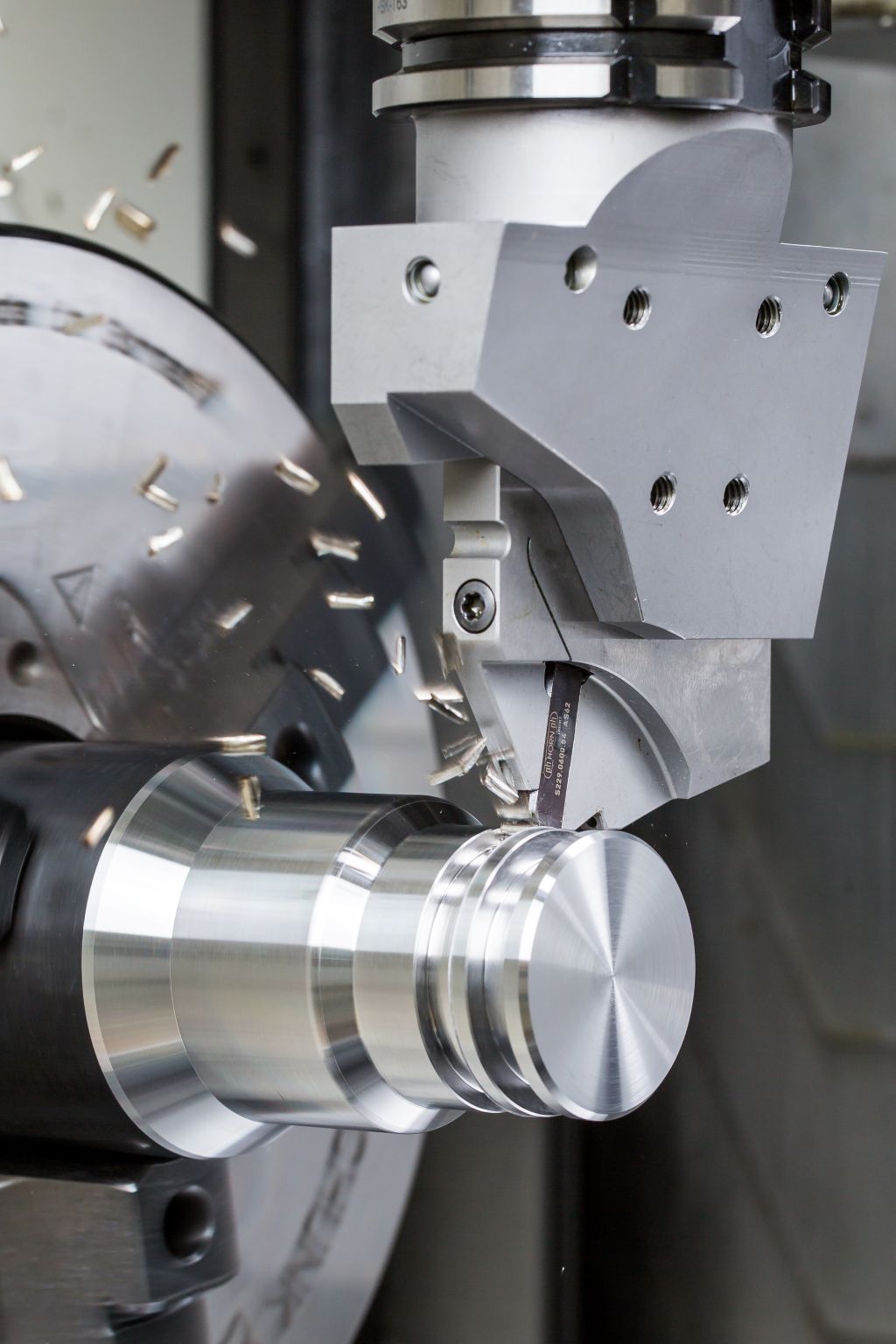
Hlađenje u procesu rezanja
Hlađenje preuzima središnju ulogu prilikom rezanja. S jedne strane smanjuje termičko opterećenje oštrice, a s druge strane aktivno podržava transport strugotine iz zone obrade. Osobito prilikom rezanja nehrđajućih materijala nastaju visoke temperature. Istraživanja u praksi pokazuju razlike između različitih strategija hlađenja. Pri vanjskom dovodu rashladne tekućine s niskim pritiscima često se javljaju jaki znakovi trošenja na površini strugotine. Povećanjem pritiska rashladne tekućine trošenje se već značajno smanjuje.
Dobar rezultat postižu sustavi koji dovode rashladnu tekućinu izravno na površinu obrade. Moderni stezni držači s integriranim dovodom rashladne tekućine omogućuju ciljano hlađenje izravno u zoni obrade. Time se smanjuje toplinska opterećenost rezne oštrice.
Osim toga, poboljšava se odvođenje strugotina. Moderni sustavi držača ciljano opskrbljuju slobodne i strugotine površine putem integriranih kanala za hlađenje. Izravnim dovodom rashladne tekućine, rashladno sredstvo rano podiže strugotinu i kontrolirano je transportira iz utora. Stezni držači obično imaju univerzalne priključke za rashladnu tekućinu putem dugih rupa ili G1/8“-priključaka.
Ne samo dovod rashladne tekućine, već i sastav rashladnog sredstva utječe na proces obrade. Veće promjene udjela ulja u emulziji mogu značajno utjecati na trajnost alata. Primjeri iz prakse pokazuju da povećanje udjela ulja s 11 posto na 13 posto prilikom obrade Inconela 718 može udvostručiti trajnost. Osobito kod visokotemperaturnih materijala, veći udio podmazivanja poboljšava trenje između strugotine i alata. Time se smanjuju temperatura i trošenje, uz istovremeno poboljšanje formiranja strugotine.
Odrezivanje s X- i Y-osom
Odrezivanje predstavlja posljednji korak obrade na glavnoj vretenu. Greške u ovom procesu odmah dovode do otpada ili oštećenja dijela.
Tradicionalno se odrezivanje vrši preko X-osi. Pri tome sile rezanja djeluju okomito na držač alata. S povećanjem udaljenosti između oštrice i držača, raste moment i povećavaju se naprezanja savijanja te sklonost vibracijama. Kod odrezivanja preko Y-osi mijenja se smjer rezultantne sile rezanja. Velik dio sila se prenosi preko brzine rezanja, dok samo mali dio djeluje preko pomaka. Rezultantna sila se prenosi pod kutom od oko 30 stupnjeva u držač alata. Posljedično, efektivna poluga se značajno skraćuje. Dodatno se poboljšava odvijanje strugotine, jer se strugotina izravno odvodi prema dolje u mašinski krevet.
Različiti odnosi sila izravno utječu na opterećenje sjedala ploče. Pri pretpostavljenim silama od 2000 N okomito na oštricu i 400 N radijalno, kod odrezivanja X-osi nastaje znatno veće opterećenje zbog dugog momenta.
Kod odrezivanja Y-osi ovo opterećenje se smanjuje za oko 30 posto. Posljedično, procesi se odvijaju mirnije i s manje vibracija. Primjeri iz prakse pokazuju da se prelaskom s X- na Y-odrezivanje poboljšava i trajnost alata i mirnoća procesa.
U pojedinim primjenama trajnost alata mogla se čak više nego udvostručiti pri nepromijenjenim parametrima rezanja. Istovremeno, razina buke opada. Međutim, Y-odrezivanje zahtijeva da mašina i upravljanje podržavaju potrebne putanje i strategije obrade.
Oblikovno odrezivanje složenih kontura

Složene konture, poput višezubnih profila, postavljaju visoke zahtjeve na strategiju procesa. Jedna mogućnost je konvencionalno stvaranje konture s alatom za odrezivanje korak po korak. Pri tome se pojedinačna rezanja programiraju i obrađuju jedno za drugim. Ova metoda je posebno pogodna za prototipove ili male serije. Međutim, kod velikih količina, programiranje i troškovi obrade značajno rastu.
Alternativno, alati za oblikovno odrezivanje omogućuju izradu cijele konture u samo jednom koraku obrade. Pri tome specijalno dizajnirana oblikovna oštrica stvara cijelu geometriju odjednom. Prednost leži u visokoj ponovnoj točnosti i kratkim vremenima obrade. Međutim, velika istovremeno angažirana dužina oštrica stvara visoke sile rezanja. Ove sile mogu uzrokovati vibracije, oznake na površini ili odstupanja u dimenzijama.
Oblikovno odrezivanje s oblikovnim rezanjem proširuje klasično oblikovno odrezivanje s znatno stabilnijom strategijom procesa. Pri tome se rezna ploča tipično nalazi pod kutom od oko 45° u sjedalu ploče. Alat ne ulazi radijalno u radni komad, već se tangencijalno vodi pored radnog komada. U ovom procesu nastaju pojedinačni oblikovni elementi jedan za drugim. Za razliku od radijalnog oblikovnog rezanja, cijela širina oštrice ne ulazi istovremeno u materijal. Mjerenja s sustavima za mjerenje sila pokazuju jasne razlike između oba postupka. Kod klasičnog oblikovnog odrezivanja mogu se pojaviti sile rezanja od gotovo 6000 N. Kod oblikovnog odrezivanja s oblikovnim rezanjem, sile su znatno niže. Manja opterećenja osiguravaju mirnije procese, manju opterećenost mašine i niže razine buke. Osim toga, poboljšava se kvaliteta površine obratka.
Zaključak
Horn se smatra specijalistom za ekonomično i procesno sigurno odrezivanje. Ključni faktori za stabilne procese su usklađene geometrije oštrica, moderne prevlake, ciljana hlađenja i visoka stabilnost mašine. Optimizirano oblikovanje strugotine i unutarnje hlađenje značajno poboljšavaju odvlačenje strugotine, kvalitetu površine i trajnost alata. Postupci poput trohoidalnog odrezivanja ili Y-odrezivanja smanjuju sile, povećavaju mirnoću procesa i povećavaju ekonomičnost.
Kontakt:


