


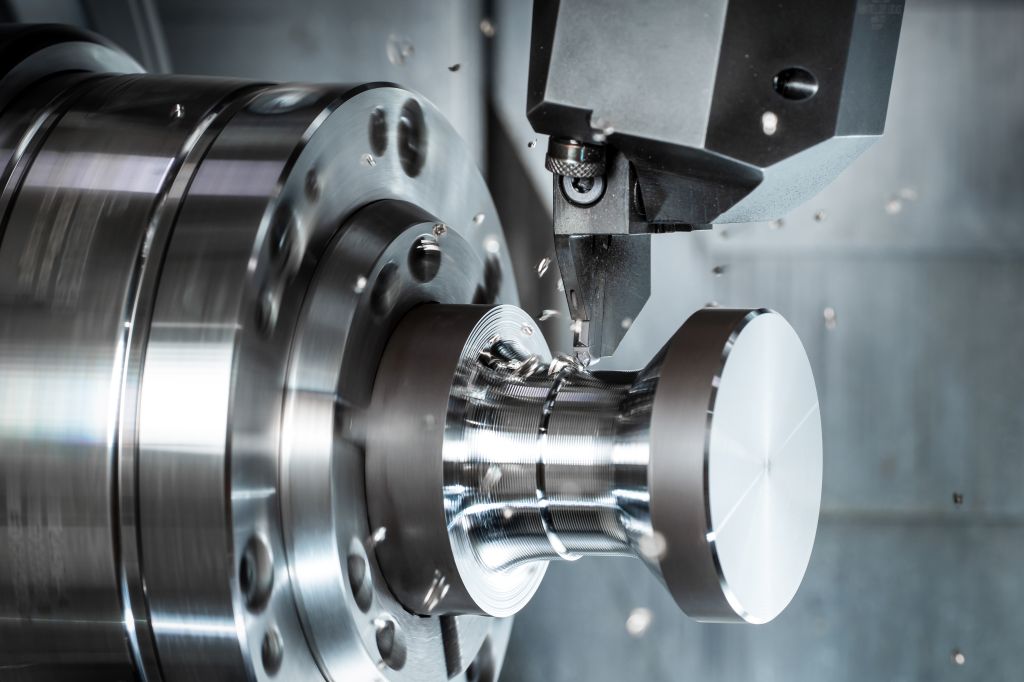
Introducción, corte, corte de forma: El torneado de corte se considera uno de los procesos más exigentes del mecanizado por torneado. A diferencia del torneado longitudinal o plano clásico, la herramienta de corte al realizar el corte y el desbaste trabaja la pieza entre dos flancos. Estas condiciones de contorno influyen fundamentalmente en el proceso. Mientras que la viruta en el torneado longitudinal puede fluir relativamente libremente, en el torneado de corte los flancos de la pieza limitan la herramienta de corte a la izquierda y a la derecha.


La viruta sale de la zona de mecanizado durante el torneado de desbaste principalmente hacia arriba y en contra de la dirección de avance. Por lo tanto, aumentan las exigencias en la geometría de la herramienta, la formación de virutas, la refrigeración y la estabilidad del proceso. Incluso pequeñas desviaciones pueden causar enrolladores de virutas, un mayor desgaste, malas calidades de superficie o incluso rotura de la herramienta. Por lo tanto, el torneado de desbaste es mucho más que un simple proceso de penetración.
Solo la interacción coordinada de la tecnología de herramientas, el recubrimiento, la estabilidad de la máquina, la técnica de sujeción y la gestión del proceso garantiza resultados estables. El objetivo siempre es dar forma al viruta de manera controlada, extraerla de la ranura de forma segura y, al mismo tiempo, lograr altas vidas útiles y resultados de procesamiento reproducibles.
Importancia de la geometría de corte
La geometría de la herramienta influye de manera significativa en el desbaste y el acabado. Sus principales funciones son guiar las virutas de manera controlada y darles forma de manera precisa.
En el control de virutas, la geometría genera formas de viruta cortas y manejables, como virutas en espiral, virutas en forma de coma, virutas de rasgado o virutas en fragmentos. Esto previene la acumulación de virutas y reduce las interrupciones en el proceso. En cambio, las virutas largas en forma de cinta se enrollan alrededor de la pieza de trabajo o la herramienta, obstaculizando el flujo de virutas y deteriorando la calidad de la superficie. Al mismo tiempo, la geometría da forma a la viruta de manera específica y la afina. Este afinamiento permite que la viruta se retire de manera segura del canal, a pesar de la situación de mecanizado involucrada. Sin una formación específica de la viruta, se generan virutas anchas que rozan en los flancos y dañan las superficies de la pieza de trabajo.
La influencia de la geometría se muestra especialmente clara al comparar diferentes etapas de desbaste. Las etapas de desbaste redondeadas y rectificadas afectan poco al viruta. La viruta se forma de manera mayormente incontrolada y genera formas de viruta largas. En cambio, las geometrías con elementos de forma de viruta bien definidos producen virutas cortas, controladas y altamente deformadas. Esta formación controlada de virutas es la base para procesos de mecanizado estables. Especialmente en materiales inoxidables como el 1.4305, la geometría correcta determina la seguridad del proceso y la vida útil de la herramienta. Ya a velocidades de corte alrededor de 100 m/min y avances de aproximadamente 0,12 mm/rev, la formación de virutas influye de manera decisiva en el resultado del mecanizado.
Torneado trochoidal
El torneado trocoidal amplía las posibilidades de los procesos de torneado clásicos. En lugar de trabajar toda la ranura en corte completo, la herramienta se mueve a lo largo de un movimiento de trayectoria superpuesto a través de la pieza de trabajo. Esta estrategia reduce la carga sobre la herramienta. Al mismo tiempo, se mejora el transporte de virutas, ya que se generan secciones transversales de viruta más pequeñas. Este procedimiento ofrece ventajas, especialmente en cavidades profundas o en materiales difíciles de mecanizar.
Los parámetros de proceso típicos, por ejemplo, se sitúan en velocidades de corte alrededor de 280 m/min y avances de hasta 0,6 mm/U. Se utilizan profundidades mínimas de corte de aproximadamente 0,7 mm y profundidades máximas de hasta 1,5 mm. El ángulo de corte se encuentra típicamente entre 40° y 60°. Debido a las menores relaciones de entrada, las fuerzas radiales disminuyen. Paralelamente, se reduce la carga térmica de la herramienta de corte. Este método es especialmente adecuado para mecanizados de alta eficiencia y grandes volúmenes de viruta a obtener.
Importancia de los recubrimientos modernos
El recubrimiento de las modernas plaquitas de corte influye en la rentabilidad y la seguridad del proceso. Reduce el desgaste, minimiza la fricción entre la viruta y la herramienta, previene la formación de bordes de acumulación y permite parámetros de corte más altos. Al mismo tiempo, un recubrimiento adecuado mejora la detección del desgaste y aumenta la estabilidad del proceso. En el desarrollo de las capas de herramientas, deben considerarse numerosos factores influyentes. Estos incluyen la interacción química entre la herramienta y el material, el redondeo de los bordes de corte, el proceso de recubrimiento y las propiedades mecánicas de la capa. Sin embargo, siempre es decisivo la interacción de todos los componentes. Si la geometría, el sustrato y el recubrimiento no coinciden, se generan tensiones internas dentro de la capa. Estas pueden mejorar la dureza y la tenacidad, pero también pueden causar formación de grietas o desprendimiento de la capa.
El recubrimiento adaptado al proceso influye en la vida útil. Sin embargo, la capa no debe ser considerada de forma aislada. Lo decisivo sigue siendo la interacción de todo el proceso de mecanizado. La estabilidad de la máquina, la sujeción de la pieza de trabajo, el portaherramientas, la estrategia de refrigeración y los parámetros de corte afectan directamente el rendimiento de la placa de corte. Experimentos prácticos muestran que ya mediante recubrimientos adaptados se pueden lograr aumentos significativos en la vida útil. Al mismo tiempo, combinaciones inadecuadas de geometría, recubrimiento y parámetros de proceso conducen rápidamente a un desgaste prematuro. El diseño de un proceso siempre requiere una consideración integral de todo el sistema de mecanizado.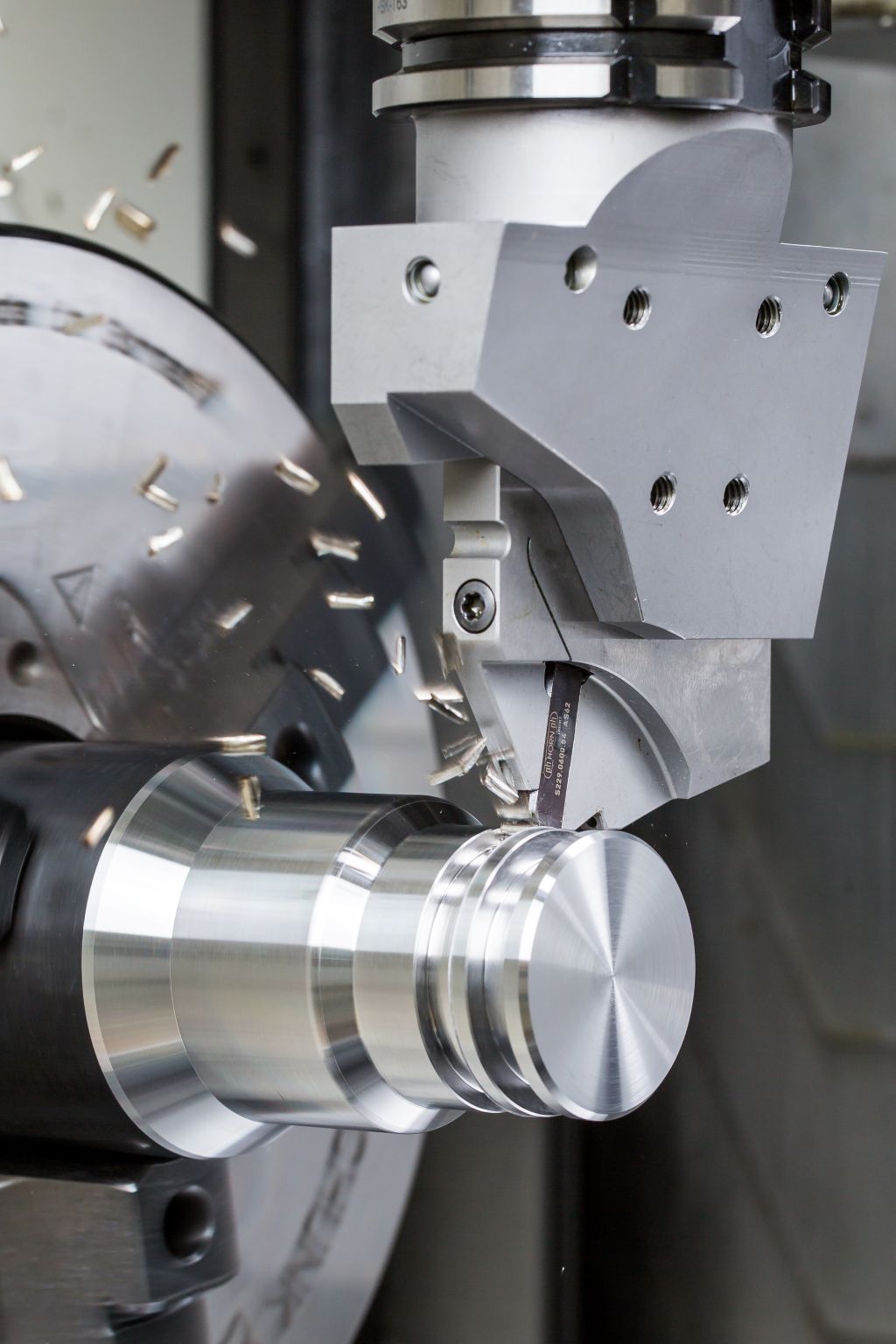
Enfriamiento en el proceso de corte.
La refrigeración desempeña un papel central en el torneado de desbaste. Por un lado, reduce la carga térmica de la herramienta de corte, y por otro, el medio de refrigeración apoya activamente el transporte de virutas fuera de la zona de mecanizado. Especialmente al introducirse en materiales inoxidables, se generan altas temperaturas. Estudios prácticos muestran diferencias entre las diversas estrategias de refrigeración. Con el suministro externo de refrigerante a bajas presiones, a menudo se presentan fuertes signos de desgaste en la cara de corte. Al aumentar la presión del refrigerante, el desgaste ya se reduce notablemente.
Los sistemas que dirigen el refrigerante directamente a la superficie de corte logran buenos resultados. Los portaherramientas modernos con suministro de refrigerante integrado permiten una refrigeración específica directamente en la zona de mecanizado. Esto reduce la carga térmica de la herramienta de corte.
Además, se mejora la evacuación de virutas. Los sistemas de sujeción modernos suministran de manera específica la superficie libre y la superficie de viruta a través de canales de refrigeración integrados. Gracias a la alimentación directa del refrigerante, el medio refrigerante eleva la viruta prematuramente y la transporta de manera controlada fuera de la ranura. Los portaherramientas suelen contar con conexiones universales para refrigerante mediante orificios alargados o conexiones G1/8".
No solo el suministro de refrigerante en sí, sino también la composición del fluido de corte influye en el proceso de mecanizado. Incluso pequeños cambios en el porcentaje de aceite de una emulsión pueden tener un impacto significativo en la vida útil de la herramienta. Ejemplos prácticos muestran que un aumento del contenido de aceite del 11 por ciento al 13 por ciento al mecanizar Inconel 718 puede duplicar la cantidad de virutas. Especialmente en materiales altamente resistentes al calor, un mayor porcentaje de lubricante mejora las condiciones de fricción entre la viruta y la herramienta. Esto reduce la temperatura y el desgaste, al mismo tiempo que se mejora la formación de virutas.
Desbaste con eje X e Y
El desbaste es el último paso de procesamiento en el husillo principal. Los errores en este proceso conducen directamente a desperdicios o daños en la pieza.
Tradicionalmente, el desbaste se realiza a través del eje X. En este caso, las fuerzas de corte actúan perpendiculares al portaherramientas. A medida que aumenta la distancia entre el filo y el portaherramientas, el brazo de palanca crece y las tensiones de flexión, así como la tendencia a la vibración, aumentan. Al desbastar a través del eje Y, la dirección de la fuerza de corte resultante cambia. Una gran parte de las fuerzas se absorbe a través de la velocidad de corte, mientras que solo una pequeña parte actúa a través del avance. La fuerza resultante se introduce en el portaherramientas a aproximadamente 30 grados. Como resultado, el brazo de palanca efectivo se acorta considerablemente. Además, el flujo de virutas mejora, ya que las virutas se dirigen directamente hacia abajo al lecho de la máquina.
Las diferentes relaciones de fuerzas afectan directamente la carga del asiento de la placa. Con fuerzas asumidas de 2000 N perpendiculares al filo y 400 N radialmente, al desbastar en X se genera una carga significativamente mayor debido al largo brazo de palanca.
Al desbastar en Y, esta carga se reduce en aproximadamente un 30 por ciento. En consecuencia, los procesos son más suaves y menos vibrantes. Ejemplos prácticos muestran que al cambiar de desbaste en X a desbaste en Y, tanto la vida útil como la estabilidad del proceso mejoran.
En aplicaciones individuales, la cantidad de vida útil se ha más que duplicado con parámetros de corte inalterados. Al mismo tiempo, el nivel de ruido disminuye. Sin embargo, el desbaste en Y requiere que la máquina y el control soporten los recorridos y estrategias de procesamiento necesarios.
Desbaste de formas complejas

Formas complejas, como perfiles de múltiples dientes, plantean altas exigencias a la estrategia del proceso. Una opción es generar la forma convencionalmente con una herramienta de desbaste de manera gradual. En este caso, se programan y procesan cortes individuales uno tras otro. Este método es especialmente adecuado para prototipos o pequeñas series. Sin embargo, con grandes cantidades de piezas, el esfuerzo de programación y procesamiento aumenta considerablemente.
Alternativamente, las herramientas de desbaste de formas permiten la fabricación de toda la forma en un solo paso de procesamiento. Aquí, un filo de forma especialmente diseñado genera toda la geometría de una vez. La ventaja radica en la alta precisión de repetición y los cortos tiempos de procesamiento. Sin embargo, la gran longitud de corte que actúa simultáneamente genera altas fuerzas de corte. Estas fuerzas pueden causar vibraciones, marcas en la superficie o desviaciones dimensionales.
El desbaste de forma en escuadra amplía el desbaste de forma clásico con una estrategia significativamente más estable en el proceso. Aquí, la placa de corte se coloca típicamente bajo un ángulo de aproximadamente 45° en el asiento de la placa. La herramienta no se introduce radialmente en la pieza de trabajo, sino que se guía tangencialmente al lado de la pieza de trabajo. En este proceso, los elementos de forma individuales se generan uno tras otro. A diferencia del corte radial, no toda la anchura del filo actúa simultáneamente en el material. Las mediciones con sistemas de medición de fuerza muestran diferencias claras entre ambos métodos. En el desbaste de forma clásico, pueden aparecer fuerzas de corte de casi 6,000 N. En el desbaste de forma en escuadra, las fuerzas son significativamente más bajas. Las cargas menores contribuyen a procesos más tranquilos, menor carga de la máquina y niveles de ruido más bajos. Además, mejora la calidad de la superficie de la pieza torneada.
Conclusión
Horn se considera un especialista en torneado de desbaste económico y seguro en el proceso. Lo decisivo para procesos estables son las geometrías de corte ajustadas, los recubrimientos modernos, la refrigeración dirigida y una alta estabilidad de la máquina. La optimización de la formación de virutas y la refrigeración interna mejoran significativamente la evacuación de virutas, la calidad de la superficie y la vida útil. Métodos como el torneado de desbaste trocoidal o el desbaste en el eje Y reducen las fuerzas, aumentan la estabilidad del proceso y mejoran la rentabilidad.
Contacto:


