


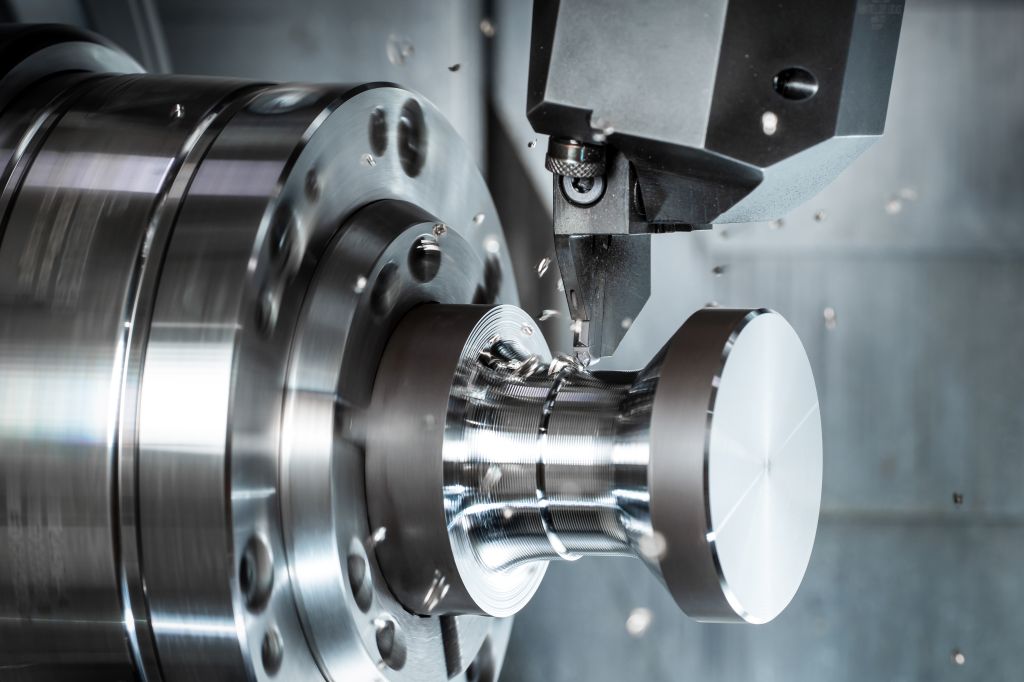
Îndoire, tăiere, formare: Tăierea prin penetrare se numără printre cele mai exigente proceduri de prelucrare prin turnare. Spre deosebire de turnarea clasică pe lungime sau plan, tăișul prelucrează piesa între două flancuri în timpul îndoirii și tăierii. Exact aceste condiții de margine definesc fundamental procesul. În timp ce așchiile pot curge relativ liber în timpul turnării pe lungime, flancurile piesei limitează tăișul la stânga și la dreapta în cazul tăierii prin penetrare.


Așchiile părăsesc zona de prelucrare prin tăiere în principal doar în sus și împotriva direcției de avans. Prin urmare, cerințele pentru geometria uneltelor, formarea așchiilor, răcire și stabilitatea procesului cresc. Chiar și abateri mici pot provoca înfășurarea așchiilor, uzură crescută, calitate slabă a suprafețelor sau chiar ruperea uneltelor. Prelucrarea prin tăiere este, așadar, mult mai mult decât un simplu proces de perforare.
Numai interacțiunea bine coordonată dintre tehnologia uneltelor, acoperire, stabilitatea mașinilor, tehnica de prindere și conducerea procesului asigură rezultate stabile. Obiectivul rămâne întotdeauna acela de a forma chipsul în mod controlat, de a-l conduce în siguranță din canelură și, în același timp, de a obține durate de viață mari și rezultate de prelucrare reproductibile.
Importanța geometriei tăișului
Geometria tăierii influențează semnificativ introducerea și scoaterea. Sarcinile sale principale constau în a conduce chipsurile în mod controlat și a le forma în mod țintit.
În controlul așchierii, geometria generează forme de așchii scurte și controlabile, cum ar fi fragmente de așchii în spirală, așchii în formă de virgulă, așchii rupte sau așchii în bucăți. Acest lucru previne înfășurarea așchiilor și reduce perturbările procesului. Pe de altă parte, așchiile lungi se înfășoară în jurul piesei de prelucrat sau al uneltei, împiedicând fluxul așchiilor și deteriorând calitatea suprafeței. În același timp, geometria formează așchia în mod țintit și o subțiază. Această subțiere permite evacuarea sigură a așchiei din canelură, în ciuda situației de prelucrare incluse. Fără o formare țintită a așchiilor, se formează așchii late care freacă pe flancuri și deteriorază suprafețele pieselor de prelucrat.
Influența geometriei se evidențiază în mod deosebit prin compararea diferitelor etape de conducere a așchiilor. Etapele de conducere a așchiilor, rotunde și șlefuite, influențează adesea așchia doar într-o mică măsură. Așchia curge în mare parte necontrolat și formează așchii lungi. Geometriile cu elemente pronunțate de formare a așchiilor, pe de altă parte, generează așchii scurte, controlate și foarte deformate. Această formare controlată a așchiilor constituie baza pentru procesele de prelucrare stabile. În special în cazul materialelor inoxidabile, cum ar fi 1.4305, geometria corectă decide asupra siguranței procesului și a duratei de viață. Chiar și la viteze de tăiere de aproximativ 100 m/min și avansuri de aproximativ 0,12 mm/U, formarea așchiilor influențează semnificativ rezultatul prelucrării.
Turnare trochoidală prin tăiere
Turnarea trochoidală extinde posibilitățile proceselor clasice de tăiere. În loc să prelucreze întreaga canelură în tăiere completă, uneltele se mișcă pe o traiectorie suprapusă prin piesa de prelucrat. Prin această strategie, se reduce sarcina pe unealtă. În același timp, transportul așchiilor se îmbunătățește, deoarece se formează secțiuni transversale mai mici ale așchiilor. În special în cazul tăierilor adânci sau al materialelor greu prelucrabile, acest procedeu oferă avantaje.
Parametrii tipici ai procesului se situează, de exemplu, în jurul vitezelor de tăiere de aproximativ 280 m/min și avansuri de până la 0,6 mm/U. Se utilizează deplasări minime de aproximativ 0,7 mm și deplasări maxime de până la 1,5 mm. Unghiul de tăiere se află, de obicei, între 40° și 60°. Datorită raporturilor de intervenție mai mici, forțele radiale scad. În paralel, se reduce și sarcina termică asupra tăișului. Procedeul este deosebit de potrivit pentru prelucrările moderne de înaltă performanță și pentru volume mari de așchii de obținut.
Importanța acoperirilor moderne
Acoperirea plăcilor de tăiere moderne influențează rentabilitatea și siguranța procesului. Aceasta reduce uzura, minimizează frecarea între așchii și unealtă, previne formarea de margini de acumulare și permite parametrii de tăiere mai mari. În același timp, o acoperire adecvată îmbunătățește detectarea uzurii și crește stabilitatea procesului. În dezvoltarea straturilor de unelte trebuie luate în considerare numeroase variabile. Acestea includ interacțiunea chimică între unealtă și material, rotunjirea muchiilor de tăiere, procesul de acoperire, precum și proprietățile mecanice ale stratului. Totuși, interacțiunea tuturor componentelor rămâne întotdeauna decisivă. Dacă geometria, substratul și acoperirea nu sunt în concordanță, se formează tensiuni interne în strat. Acestea pot îmbunătăți duritatea și tenacitatea, dar pot provoca și formarea de fisuri sau exfolierea stratului.
Acoperirea adaptată pentru proces influențează durata de viață. Totuși, stratul nu trebuie privit izolat. Interacțiunea întregului proces de prelucrare rămâne esențială. Stabilitatea mașinii, tensiunea piesei de prelucrat, prinderea uneltelor, strategia de răcire și parametrii de tăiere influențează direct performanța plăcii de tăiere. Experimentele practice arată că deja prin acoperiri adaptate sunt posibile creșteri semnificative ale duratei de viață. În același timp, combinațiile inadecvate de geometrie, acoperire și parametrii procesului conduc rapid la uzură prematură. O proiectare a procesului necesită întotdeauna o abordare holistică a întregului sistem de prelucrare.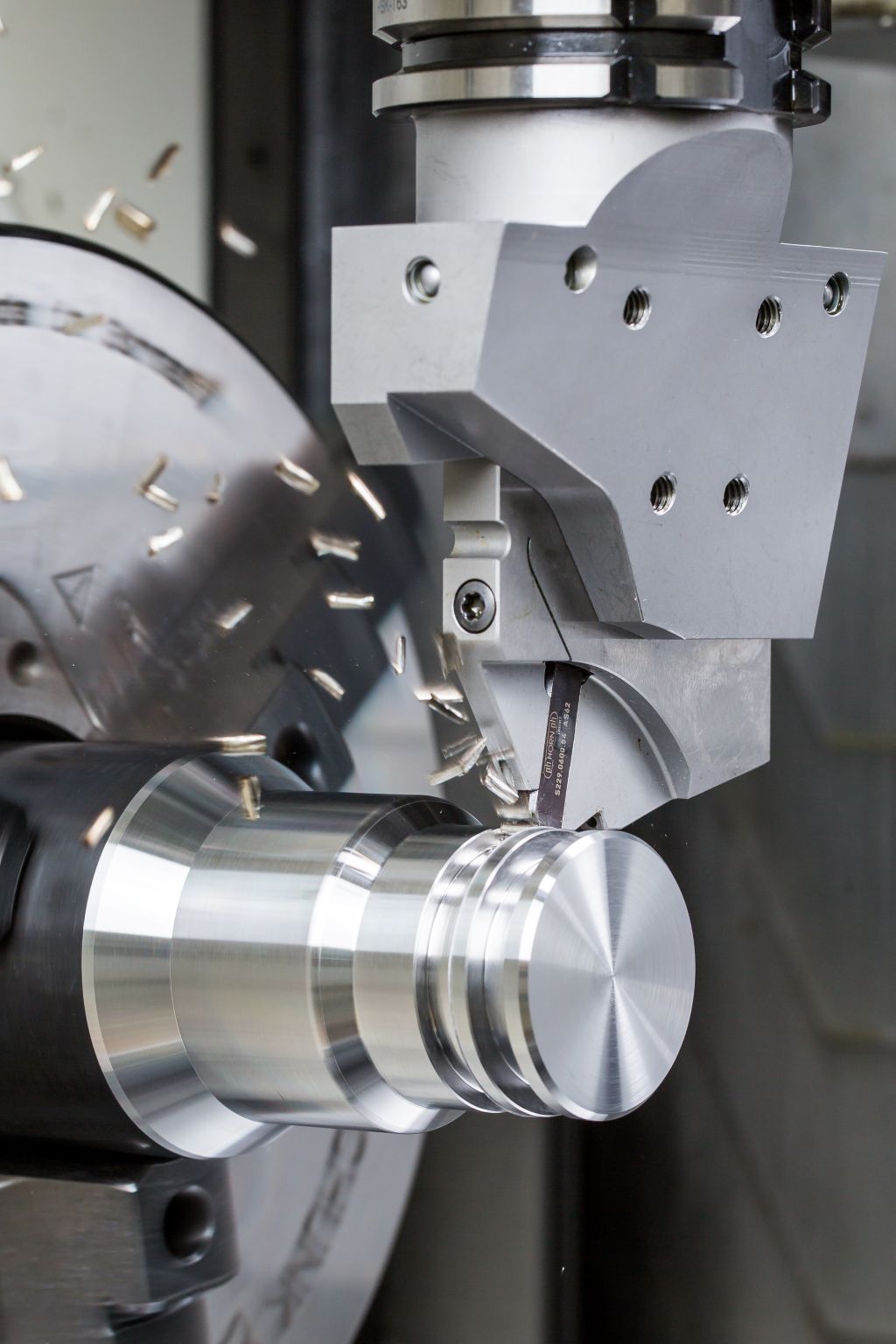
Răcirea în procesul de tăiere
Răcirea joacă un rol central în prelucrarea prin tăiere. Pe de o parte, aceasta reduce sarcina termică asupra tăișului, iar pe de altă parte, mediul de răcire sprijină activ transportul așchiilor din zona de prelucrare. În special, la pătrunderea în materiale inoxidabile se generează temperaturi ridicate. Studiile practice arată diferențe între diferitele strategii de răcire. La alimentarea externă cu lichid de răcire la presiuni scăzute, apar frecvent semne puternice de uzură pe suprafața așchiilor. Dacă presiunea lichidului de răcire este crescută, uzura se reduce deja semnificativ.
Sistemele care conduc lichidul de răcire direct pe suprafața de așchiere obțin rezultate bune. Clemele moderne cu alimentare integrată a lichidului de răcire permit o răcire țintită direct în zona de așchiere. Astfel, sarcina termică asupra tăișului scade.
În plus, evacuarea așchiilor se îmbunătățește. Sistemele moderne de suport al uneltelor alimentează țintit suprafața liberă și suprafața de așchiere prin canale de răcire integrate. Prin alimentarea directă cu lichid de răcire, lichidul de răcire ridică așchia devreme și o transportă controlat din canelură. Clemele dispun de obicei de conectori universali pentru lichid de răcire prin orificii lungi sau conexiuni G1/8”.
Nu doar alimentarea cu lichid de răcire în sine, ci și compoziția lubrifiantului de răcire influențează procesul de așchiere. Chiar și mici modificări ale procentului de ulei dintr-o emulsie pot avea efecte semnificative asupra duratei de viață. Exemplele din practică arată că o creștere a procentului de ulei de la 11 la 13 procente în prelucrarea Inconel 718 poate dubla cantitatea de așchii. În special pentru materiale rezistente la temperaturi ridicate, un procent mai mare de lubrifiant îmbunătățește condițiile de frecare între așchie și unealtă. Astfel, temperatura și uzura scad, în timp ce formarea așchiilor se îmbunătățește.
Tăierea cu axele X și Y
Tăierea reprezintă ultimul pas de prelucrare pe axa principală. Erorile din acest proces duc imediat la rebuturi sau daune ale piesei.
În mod tradițional, tăierea se face pe axa X. Aici, forțele de tăiere acționează perpendicular pe suportul uneltei. Pe măsură ce distanța dintre tăiș și suport crește, brațul de levier crește și solicitările de îndoire, precum și tendința de vibrație, cresc. La tăierea pe axa Y, direcția forței de tăiere rezultate se schimbă. O mare parte din forțe este preluată prin viteza de tăiere, în timp ce doar o mică parte acționează prin avans. Forța rezultantă este introdusă în suportul uneltei la aproximativ 30 de grade. Prin urmare, brațul de levier eficient se scurtează semnificativ. În plus, evacuarea așchiilor se îmbunătățește, deoarece așchia este direcționată direct în jos în patul mașinii.
Relațiile diferite de forță afectează direct sarcina suportului plăcii. La forțele presupuse de 2000 N perpendicular pe tăiș și 400 N radial, la tăierea pe axa X se generează o sarcină semnificativ mai mare din cauza brațului lung de levier.
La tăierea pe axa Y, această sarcină se reduce cu aproximativ 30%. Prin urmare, procesele decurg mai liniștit și cu mai puține vibrații. Exemplele din practică arată că prin trecerea de la tăierea pe axa X la tăierea pe axa Y, atât durata de viață, cât și liniștea procesului se îmbunătățesc.
În anumite aplicații, cantitatea de așchii a putut fi chiar mai mult decât dublată cu parametrii de tăiere neschimbați. În același timp, nivelul de zgomot scade. Cu toate acestea, tăierea pe axa Y presupune ca mașina și controlul să susțină căile de deplasare și strategiile de prelucrare necesare.
Tăierea formelor contururilor complexe

Contururile complexe, cum ar fi profilurile cu mai multe dinți, impun cerințe ridicate asupra strategiei de proces. O posibilitate este de a genera conturul în mod convențional cu un unelte de tăiere pas cu pas. Aici, tăierile individuale sunt programate și executate una câte una. Această metodă este potrivită în special pentru prototipuri sau serii mici. Cu toate acestea, pentru cantități mari, efortul de programare și prelucrare crește semnificativ.
Alternativ, uneltele de tăiere a formelor permit fabricarea întregului contur într-un singur pas de prelucrare. Aici, o tăietură special concepută generează întreaga geometrie dintr-o dată. Avantajul constă în precizia mare de repetare și timpii scurți de prelucrare. Cu toate acestea, lungimea mare a tăieturilor care acționează simultan generează forțe mari de așchiere. Aceste forțe pot provoca vibrații, marcaje pe suprafață sau abateri de dimensiune.
Tăierea prin formă cu șanfren extinde tăierea clasică printr-o strategie semnificativ mai stabilă din punct de vedere procesual. Aici, placa de tăiere este tipic așezată sub un unghi de aproximativ 45° în suportul plăcii. Uneltele nu intră radial în piesă, ci sunt conduse tangential pe lângă piesă. În acest proces, elementele de formă sunt generate una câte una. Spre deosebire de tăierea radială, astfel nu întreaga lățime a tăieturii acționează simultan în material. Măsurătorile cu sisteme de măsurare a forței arată diferențe clare între cele două metode. La tăierea clasică prin formă, pot apărea forțe de tăiere de aproape 6000 N. La tăierea prin formă cu șanfren, forțele sunt semnificativ mai mici. Sarcinile mai mici asigură procese mai liniștite, o solicitare mai mică a mașinii și niveluri de zgomot mai scăzute. În plus, calitatea suprafeței piesei prelucrate se îmbunătățește.
Concluzie
Horn este considerat specialist în tăierea economică și sigură din punct de vedere procesual. Decisive pentru procesele stabile sunt geometria tăieturii ajustată, acoperirile moderne, răcirea țintită și o stabilitate mare a mașinii. Formarea optimizată a așchiilor și răcirea interioară îmbunătățesc semnificativ evacuarea așchiilor, calitatea suprafeței și durata de viață. Procesele precum tăierea trochoidală sau tăierea pe axa Y reduc forțele, cresc liniștea procesului și îmbunătățesc rentabilitatea.
Contact:


