


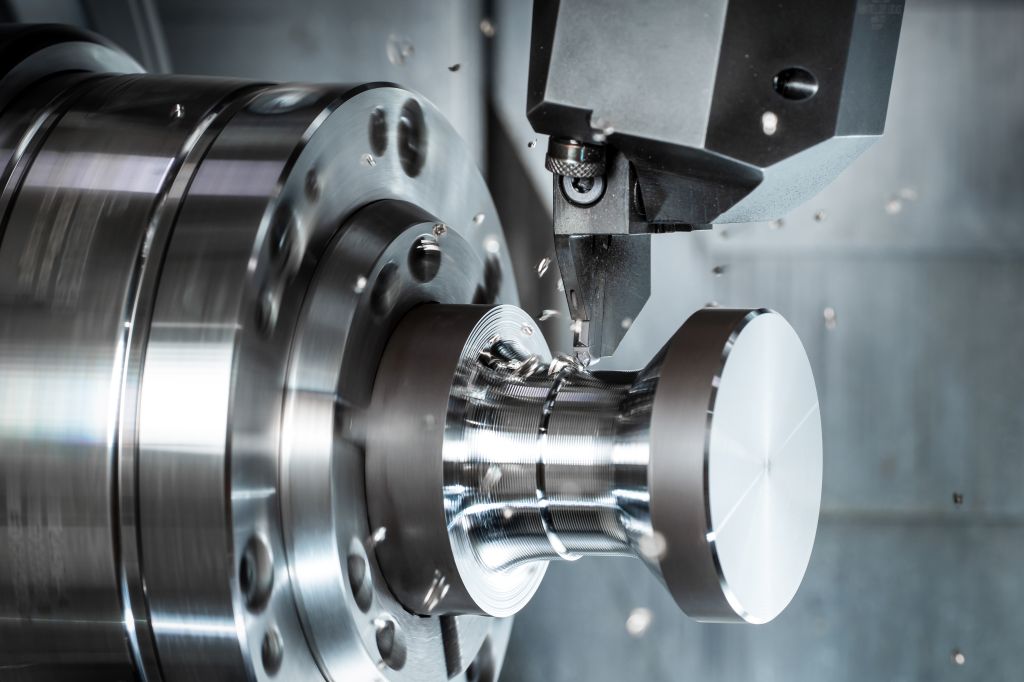
Вирізання, відрізання, формування: Різання з використанням різця є одним з найскладніших процесів обробки на токарному верстаті. На відміну від класичного поздовжнього або плоского токарного оброблення, різець під час вирізання та відрізання обробляє деталь між двома гранями. Саме ці умови суттєво впливають на процес. Під час поздовжнього токарного оброблення стружка може відносно вільно виходити, тоді як при різанні з використанням різця грані деталі обмежують різець зліва та справа.


Скребок залишає зону обробки при точінні в основному лише зверху і проти напрямку подачі. Тому зростають вимоги до геометрії інструменту, формування стружки, охолодження та стабільності процесу. Вже невеликі відхилення можуть спричинити обгортання стружки, підвищений знос, погану якість поверхні або навіть поломку інструменту. Точіння є тому набагато більше, ніж простий процес свердління.
Лише узгоджена взаємодія між технологією інструментів, покриттям, стабільністю машин, затискною технікою та управлінням процесом забезпечує стабільні результати. Метою завжди залишається контрольоване формування стружки, безпечне виведення її з канавки та одночасне досягнення високих термінів служби, а також відтворюваних результатів обробки.
Значення геометрії різання
Геометрія різців суттєво впливає на вхідне та вихідне різання. Її основні завдання полягають у контрольованому веденні стружки та цілеспрямованому формуванні.
При контролі стружки геометрія утворює короткі, контрольовані форми стружки, такі як спіральні стружки, коми, рвані стружки або крихти. Це запобігає намотуванню стружки і зменшує процесуальні збої. Довгі стрічкові стружки, навпаки, намотуються на деталь або інструмент, заважають потоку стружки і погіршують якість поверхні. Одночасно геометрія цілеспрямовано формує стружку і звужує її. Це звуження дозволяє безпечно виводити стружку з пазу, незважаючи на обмежену обробну ситуацію. Без цілеспрямованого формування стружки виникають широкі стружки, які терться об боки і пошкоджують поверхні деталей.
Особливо чітко вплив геометрії проявляється при порівнянні різних ступенів ведення стружки. Заточені, круглі ступені ведення стружки часто впливають на стружку лише незначно. Стружка в основному проходить безконтрольно і формує довгі форми стружки. Геометрії з вираженими елементами форми стружки, навпаки, створюють короткі, контрольовані та сильно деформовані стружки. Це контрольоване формування стружки є основою для стабільних процесів обробки. Особливо при нержавіючих матеріалах, таких як 1.4305, правильна геометрія визначає безпеку процесу та термін служби. Вже при швидкостях різання близько 100 м/хв і подачах приблизно 0,12 мм/об формування стружки суттєво впливає на результат обробки.
Трохоідальне різання
Трохоїдне стругальне оброблення розширює можливості класичних процесів стругання. Замість того, щоб обробляти всю канавку в повному різанні, інструмент рухається по накладеній траєкторії через деталь. Завдяки цій стратегії зменшується навантаження на інструмент. Одночасно покращується транспортування стружки, оскільки утворюються менші перерізи стружки. Особливо при глибоких виїмках або важко оброблюваних матеріалах цей процес має переваги.
Типові параметри процесу, наприклад, лежать у межах швидкостей різання близько 280 м/хв і подач до 0,6 мм/об. При цьому використовуються мінімальні подачі близько 0,7 мм і максимальні подачі до 1,5 мм. Кут різання зазвичай коливається між 40° і 60°. Завдяки меншим відношенням втручання зменшуються радіальні сили. Паралельно зменшується термічне навантаження на різець. Цей метод особливо підходить для сучасних високопродуктивних обробок і великих обсягів стружки, які потрібно отримати.
Значення сучасних покриттів
Покриття сучасних різців впливає на економічність та безпеку процесу. Воно зменшує знос, мінімізує тертя між стружкою та інструментом, запобігає утворенню наростів і дозволяє використовувати вищі параметри різання. Одночасно відповідне покриття покращує виявлення зносу та підвищує стабільність процесу. При розробці шарів інструментів необхідно враховувати численні фактори впливу. До них належать хімічна взаємодія між інструментом і матеріалом, округлення ріжучих країв, процес покриття, а також механічні властивості шару. Однак вирішальним залишається взаємодія всіх компонентів. Якщо геометрія, субстрат і покриття не відповідають один одному, виникають власні напруження в межах шару. Це може покращити твердість і міцність, але також викликати утворення тріщин або відшарування шару.
Спеціально адаптоване покриття для процесу впливає на тривалість служби. Однак шар не слід розглядати ізольовано. Важливим залишається взаємодія всього обробного процесу. Стабільність машини, затиснення заготовки, кріплення інструменту, стратегія охолодження та параметри різання безпосередньо впливають на продуктивність різальної пластини. Практичні випробування показують, що вже за допомогою адаптованих покриттів можливе значне збільшення тривалості служби. Водночас невідповідні комбінації геометрії, покриття та параметрів процесу швидко призводять до передчасного зносу. Проектування процесу завжди вимагає цілісного підходу до всього обробного системи.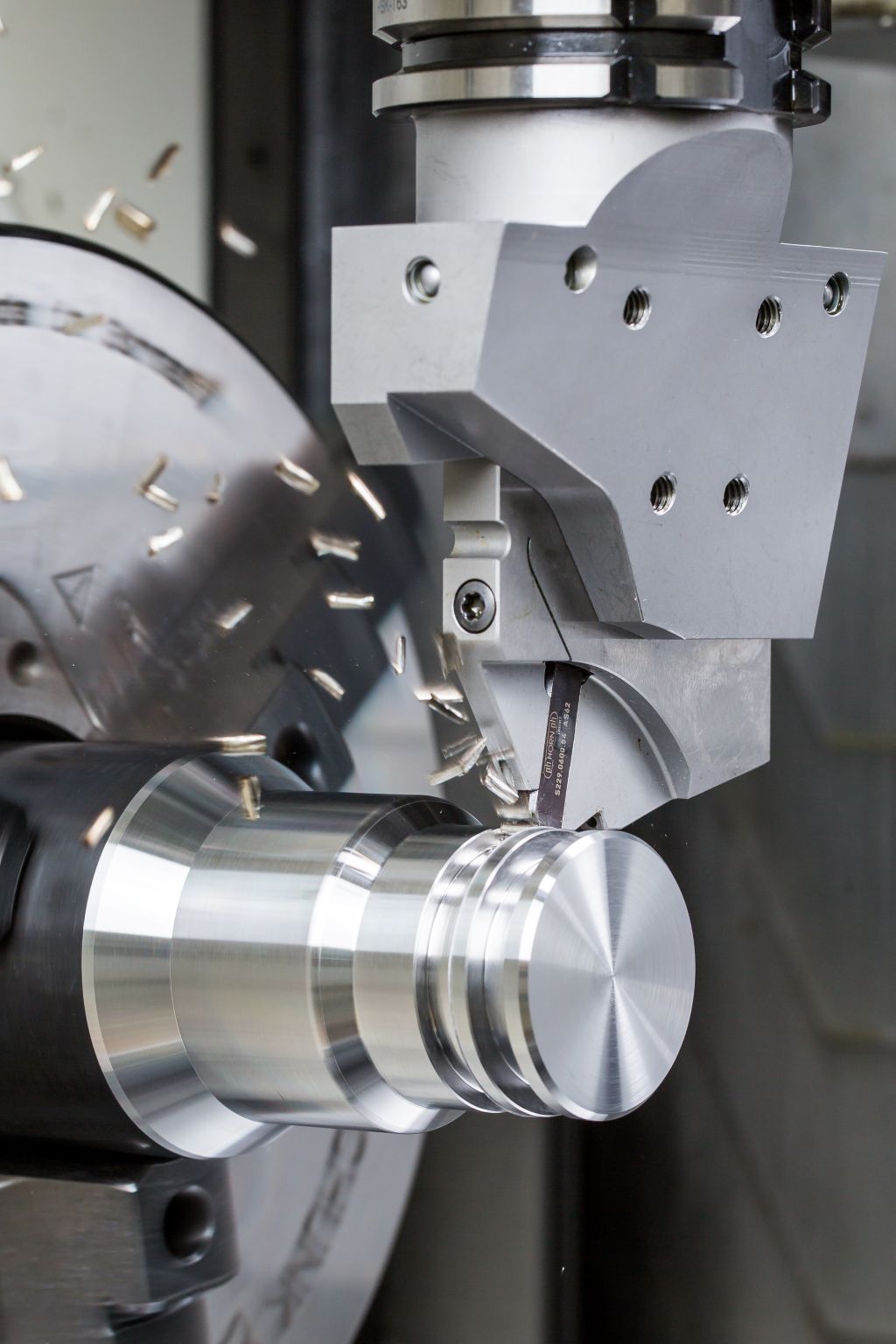
Охолодження в процесі різання
Охолодження відіграє центральну роль при різанні. З одного боку, воно зменшує термічне навантаження на різець, з іншого боку, охолоджуюча рідина активно підтримує транспортування стружки з зони обробки. Особливо при різанні нержавіючих матеріалів виникають високі температури. Практичні дослідження показують різницю між різними стратегіями охолодження. При зовнішньому постачанні охолоджуючої рідини з низьким тиском часто виникають сильні ознаки зносу на поверхні стружки. Якщо тиск охолоджуючої рідини підвищується, знос значно зменшується.
Добрі результати показують системи, які подають охолоджуючу рідину безпосередньо на поверхню стружки. Сучасні затискні тримачі з вбудованим постачанням охолоджуючої рідини дозволяють цілеспрямоване охолодження безпосередньо в зоні обробки. Це знижує термічне навантаження на різець.
Крім того, покращується відведення стружки. Сучасні тримачі забезпечують вільні та стружкові поверхні цілеспрямовано через вбудовані охолоджуючі канали. Завдяки прямому постачанню охолоджуючої рідини охолоджуюча рідина піднімає стружку раніше і контролює її транспортування з канавки. Зазвичай затискні тримачі мають універсальні з'єднання для охолоджуючої рідини через довгі отвори або G1/8" з'єднання.
Не лише постачання охолоджуючої рідини, але й склад охолоджуючого мастила впливає на процес різання. Вже невеликі зміни вмісту олії в емульсії можуть мати значний вплив на тривалість служби. Практичні приклади показують, що збільшення вмісту олії з 11 відсотків до 13 відсотків при обробці Inconel 718 може подвоїти тривалість служби. Особливо при високо термостійких матеріалах вищий вміст мастила покращує умови тертя між стружкою та інструментом. Це знижує температуру та знос, одночасно покращуючи формування стружки.
Відрізання з використанням осей X і Y
Відрізання є останнім етапом обробки на головному шпинделі. Помилки в цьому процесі безпосередньо призводять до відходів або пошкоджень деталі.
Традиційно відрізання виконується через вісь X. При цьому різальні сили діють перпендикулярно до інструментального з'єднання. Зі збільшенням відстані між різцем і з'єднанням зростає важіль, а також збільшуються вигинальні навантаження та схильність до вібрацій. При відрізанні через вісь Y напрямок результуючої різальної сили змінюється. Велика частина сил поглинається через швидкість різання, тоді як лише невелика частина діє через подачу. Результуюча сила вводиться в з'єднання інструменту під кутом близько 30 градусів. Відповідно, ефективний важіль значно скорочується. Додатково покращується відведення стружки, оскільки стружка безпосередньо відводиться вниз у станину машини.
Різні співвідношення сил безпосередньо впливають на навантаження на місце для пластини. При припустимих силах 2000 Н перпендикулярно до різця та 400 Н радіально, при відрізанні по осі X виникає значно більше навантаження через довгий важіль.
При відрізанні по осі Y це навантаження зменшується приблизно на 30 відсотків. Відповідно, процеси проходять спокійніше і з меншими вібраціями. Практичні приклади показують, що перехід з відрізання по осі X на відрізання по осі Y покращує як тривалість служби, так і спокійність процесу.
В окремих випадках тривалість служби при незмінних параметрах різання навіть подвоюється. Одночасно знижується рівень шуму. Однак відрізання по осі Y вимагає, щоб машина та управління підтримували необхідні траєкторії переміщення та стратегії обробки.
Формове відрізання складних контурів

Складні контури, такі як багатозубі профілі, висувають високі вимоги до стратегії процесу. Один з варіантів полягає в тому, щоб поступово створювати контур традиційним різальним інструментом. При цьому окремі проходи програмуються та виконуються послідовно. Цей метод особливо підходить для прототипів або малих серій. Однак при великих обсягах виробництва значно зростають витрати на програмування та обробку.
Альтернативно, формові різальні інструменти дозволяють виготовити весь контур лише за один етап обробки. При цьому спеціально спроектований формовий різець створює всю геометрію одночасно. Перевага полягає в високій повторювальній точності та коротких часах обробки. Однак велика одночасно діюча довжина різців створює великі сили різання. Ці сили можуть викликати вібрації, поверхневі позначки або відхилення розмірів.
Формове відрізання з використанням шліфувальних форм розширює класичне формове відрізання за рахунок значно стабільнішої стратегії процесу. При цьому різальна пластина зазвичай розташована під кутом близько 45° у місці для пластини. Інструмент не входить радіально в деталь, а проводиться тангенціально повз деталь. У цьому процесі окремі формові елементи виникають послідовно. На відміну від радіального формового відрізання, вся ширина різця не входить одночасно в матеріал. Вимірювання з системами вимірювання сили показують чіткі відмінності між обома методами. При класичному формовому відрізанні можуть виникати різальні сили до 6000 Н. При формовому відрізанні з використанням шліфувальних форм сили значно нижчі. Менші навантаження забезпечують спокійніші процеси, менше навантаження на машину та нижчі рівні шуму. Крім того, покращується якість поверхні обробленої деталі.
Висновок
Horn вважається спеціалістом з економічного та процесуально безпечного відрізання. Важливими для стабільних процесів є узгоджені геометрії різців, сучасні покриття, цілеспрямоване охолодження та висока стабільність машини. Оптимізоване формування стружки та внутрішнє охолодження значно покращують відведення стружки, якість поверхні та тривалість служби. Методи, такі як тройкоідальне відрізання або відрізання по осі Y, зменшують сили, підвищують спокійність процесу та підвищують економічність.
Контакт:


