


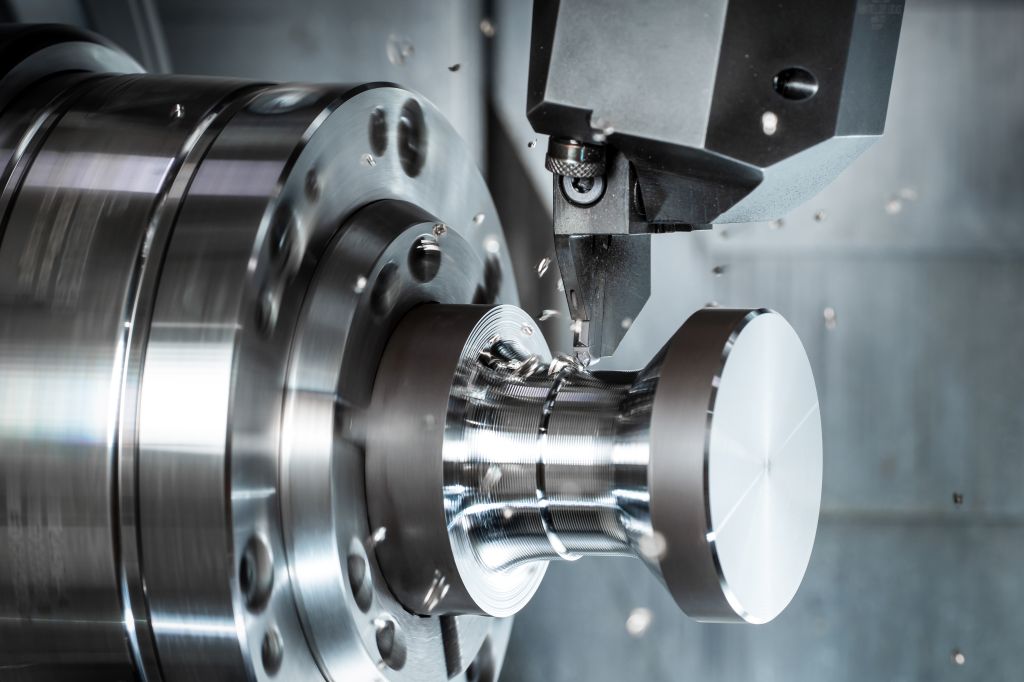
Zarovnání, odřezávání, tvarové odřezávání: Vrtání patří k nejnáročnějším metodám soustružení. Na rozdíl od klasického podélného nebo plochého soustružení zpracovává břit při zarovnání a odřezávání obrobek mezi dvěma stranami. Právě tyto okrajové podmínky zásadně ovlivňují proces. Zatímco třísky při podélném soustružení mohou relativně volně odtékat, při vrtání jsou břit zleva a zprava omezen obrobkem.


Třísek opouští zónu obrábění při soustružení v podstatě pouze směrem nahoru a proti směru posuvu. Proto se zvyšují požadavky na geometrie nástrojů, tvarování třísek, chlazení a stabilitu procesu. Již malé odchylky mohou způsobit zamotání třísek, zvýšené opotřebení, špatnou kvalitu povrchu nebo dokonce zlomení nástroje. Soustružení je proto mnohem víc než jen jednoduchý proces vniknutí.
Teprve sladěná spolupráce nástrojové technologie, povrchové úpravy, stability strojů, upínací techniky a řízení procesu zajišťuje stabilní výsledky. Cílem zůstává vždy kontrolovaně tvarovat třísku, bezpečně ji odvádět z drážky a zároveň dosahovat vysokých životností a reprodukovatelných výsledků zpracování.
Význam geometrie břitu
Geometrie břitů významně ovlivňuje vnikání a vyřezávání. Jejich hlavními úkoly jsou kontrolované vedení třísek a cílené tvarování.
Při kontrole třísek vytváří geometrie krátké, ovladatelné tvary třísek, jako jsou spirálové třísky, spirálové třísky, čárkované třísky, trhací třísky nebo drobivé třísky. To zabraňuje navíjení třísek a snižuje poruchy procesu. Naopak dlouhé pásové třísky se omotávají kolem obrobku nebo nástroje, brání toku třísek a zhoršují kvalitu povrchu. Současně geometrie cíleně formuje třísku a zužuje ji. Toto zúžení umožňuje bezpečné odvádění třísky z drážky, i když je zahrnuta zpracovatelská situace. Bez cíleného tvarování třísek vznikají široké třísky, které třou o strany a poškozují povrchy obrobku.
Zvlášť výrazně se projevuje vliv geometrie při porovnání různých stupňů odvodu třísek. Broušené, kulaté stupně odvodu třísek ovlivňují třísku často jen málo. Třísky odcházejí převážně nekontrolovaně a vytvářejí dlouhé tvary třísek. Naopak geometrie s výraznými prvky tvaru třísek produkují krátké, kontrolované a silně deformované třísky. Tato kontrolovaná tvorba třísek tvoří základ pro stabilní obráběcí procesy. Zejména u nerezových materiálů, jako je 1.4305, rozhoduje správná geometrie o bezpečnosti procesu a životnosti nástroje. Již při řezných rychlostech kolem 100 m/min a posuvech přibližně 0,12 mm/ot ovlivňuje tvar třísek zásadně výsledek obrábění.
Trochoidální soustružení
Trochoidální soustružení rozšiřuje možnosti klasických soustružnických procesů. Místo toho, aby se celá drážka obráběla v plném řezu, pohybuje se nástroj po překrývající se dráze skrze obrobek. Tato strategie snižuje zatížení nástroje. Současně se zlepšuje odvod třísek, protože vznikají menší průřezy třísek. Zvláště u hlubokých drážek nebo těžko obrábitelných materiálů nabízí tento postup výhody.
Typické procesní parametry se například pohybují kolem řezných rychlostí přibližně 280 m/min a posuvů až 0,6 mm/U. Přitom se používají minimální hloubky řezu přibližně 0,7 mm a maximální hloubky až 1,5 mm. Řezný úhel se typicky pohybuje mezi 40° a 60°. Díky nižším poměrům záběru klesají radiální síly. Současně se snižuje i tepelná zátěž břitu. Tento proces je zvláště vhodný pro moderní vysoce výkonné obrábění a velké objemy třískového materiálu, které je třeba dosáhnout.
Význam moderních povlaků
Povlak moderních řezných destiček ovlivňuje hospodárnost a bezpečnost procesu. Snižuje opotřebení, minimalizuje tření mezi třískou a nástrojem, zabraňuje tvorbě náběhových hran a umožňuje vyšší řezné parametry. Současně vhodný povlak zlepšuje detekci opotřebení a zvyšuje stabilitu procesu. Při vývoji nástrojových vrstev je třeba zohlednit řadu vlivů. Mezi ně patří chemická interakce mezi nástrojem a materiálem, zaoblení řezných hran, proces povlakování a mechanické vlastnosti vrstvy. Klíčové však zůstává vždy vzájemné působení všech komponentů. Pokud geometrie, substrát a povlak nesouhlasí, vznikají vnitřní napětí uvnitř vrstvy. Ta mohou zlepšit tvrdost a houževnatost, ale také způsobit vznik trhlin nebo odlupování vrstev.
Přizpůsobený povlak pro proces ovlivňuje životnost. Nicméně povlak nelze posuzovat izolovaně. Rozhodující zůstává vzájemná interakce celého zpracovatelského procesu. Stabilita stroje, upnutí obrobku, upínání nástroje, chladicí strategie a řezné parametry přímo ovlivňují výkonnost řezné destičky. Praktické pokusy ukazují, že již přizpůsobené povlaky mohou výrazně zvýšit životnost. Současně nevhodné kombinace geometrie, povlaku a procesních parametrů rychle vedou k předčasnému opotřebení. Návrh procesu vždy vyžaduje komplexní pohled na celý zpracovatelský systém.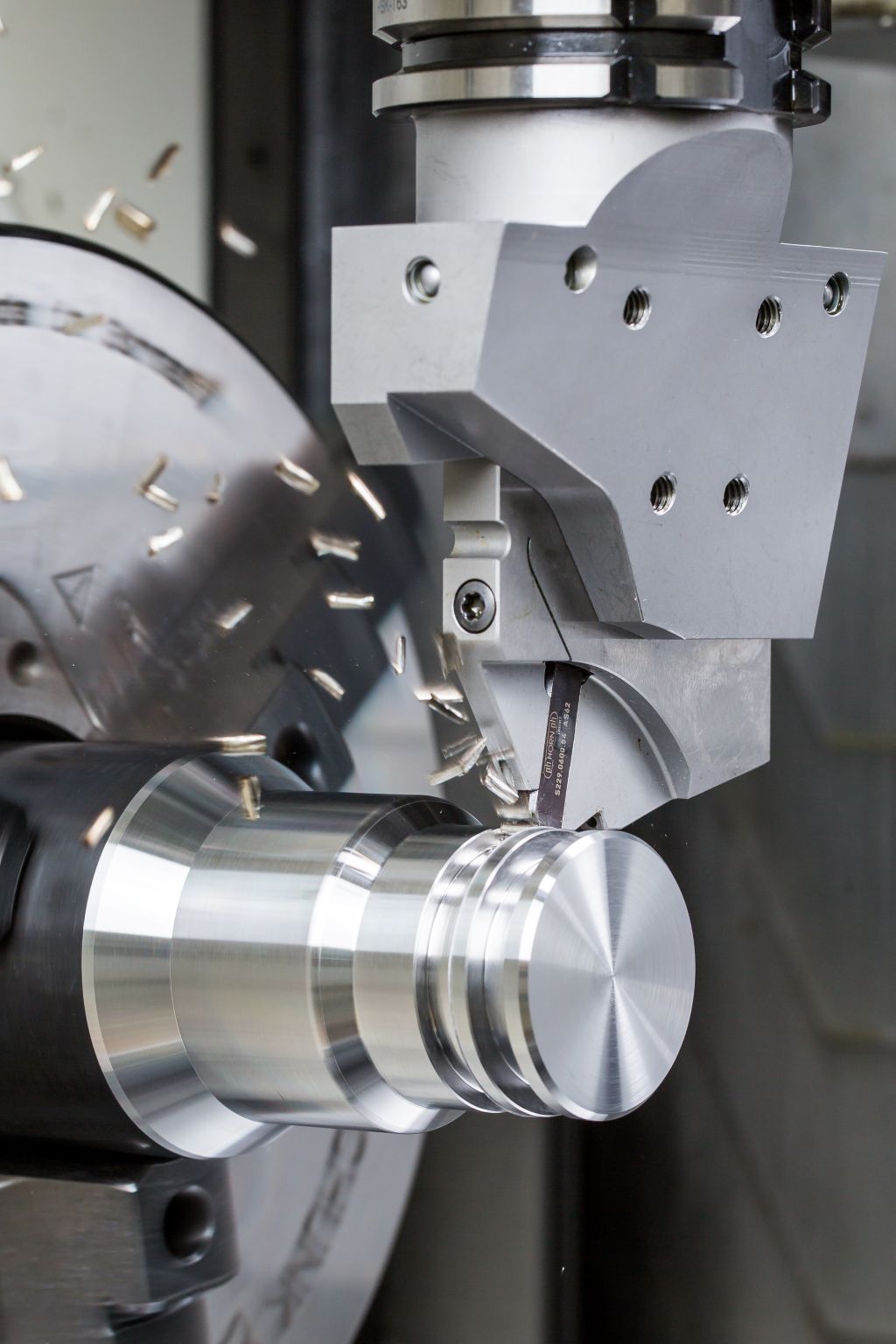
Chlazení při vyvrtávání
Chlazení hraje při soustružení na vnitřní průměr centrální roli. Na jedné straně snižuje tepelnou zátěž na břitu, na druhé straně aktivně podporuje chladicí médium odvod třísek ze zóně obrábění. Zejména při zařezávání do nerezových materiálů vznikají vysoké teploty. Praktické výzkumy ukazují rozdíly mezi různými chladicími strategiemi. Při externím přívodu chladicího média s nízkými tlaky se často objevují silné známky opotřebení na třískové ploše. Zvyšuje-li se tlak chladicího média, opotřebení se již výrazně snižuje.
Dobré výsledky dosahují systémy, které vedou chladicí kapalinu přímo na třískovou plochu. Moderní upínací držáky s integrovaným přívodem chladicí kapaliny umožňují cílené chlazení přímo v oblasti obrábění. Tím se snižuje tepelná zátěž břitu.
Kromě toho se zlepšuje odvod třísek. Moderní upínací systémy cíleně zásobují volné a třískové plochy integrovanými chladicími kanály. Díky přímému přívodu chladicího média zvedá chladicí prostředek třísku včas a kontrolovaně ji transportuje z drážky. Klemmhalter obvykle disponují univerzálními připojeními pro chladicí média pomocí dlouhých otvorů nebo G1/8“ připojení.
Nejen přívod chladicího média, ale také složení chladicího a mazacího prostředku ovlivňuje proces obrábění. Již malé změny podílu oleje v emulzi mohou mít výrazný dopad na životnost nástroje. Příklady z praxe ukazují, že zvýšení podílu oleje z 11 procent na 13 procent při obrábění Inconelu 718 může zdvojnásobit množství obrobeného materiálu. Zejména u vysoce tepelně odolných materiálů zvyšuje vyšší podíl maziva třecí poměry mezi třískou a nástrojem. Tím se snižuje teplota a opotřebení, přičemž se zároveň zlepšuje tvorba třísky.
Odlomení s osou X a osou Y
Odlévání tvoří poslední zpracovatelský krok na hlavní vřetenu. Chyby v tomto procesu vedou okamžitě k odpadu nebo poškození součásti.
Tradicionalně se odřezávání provádí přes osu X. Při tom působí řezné síly kolmo na upínací zařízení. Se zvyšujícím se vzdáleností mezi břitem a upínáním roste páka a zvyšují se ohybové napětí a sklon k vibracím. Při odřezávání přes osu Y se mění směr výsledné řezné síly. Velká část sil je absorbována řeznou rychlostí, zatímco pouze malý podíl působí přes posuv. Výsledná síla je zaváděna do upínacího zařízení pod úhlem přibližně 30 stupňů. Tím se výrazně zkracuje účinná páka. Dále se zlepšuje odvod třísek, protože třísky jsou přímo odváděny dolů do stolu stroje.
Různé sílové poměry mají přímý vliv na zatížení sedla desky. Při předpokládaných silách 2000 N kolmo na břit a 400 N radiálně vzniká při odřezávání na ose X výrazně vyšší zatížení díky dlouhé páce.
Při odřezávání na ose Y se toto zatížení snižuje o přibližně 30 procent. Následně probíhají procesy klidněji a s menšími vibracemi. Příklady z praxe ukazují, že přechod z odřezávání na ose X na odřezávání na ose Y zlepšuje jak životnost nástroje, tak i klid procesu.
V některých aplikacích bylo možné životnost nástroje při nezměněných řezných parametrech dokonce více než zdvojnásobit. Současně klesá hladina hluku. Nicméně odřezávání na ose Y předpokládá, že stroj a řízení podporují potřebné dráhy a strategie zpracování.
Tvarové odřezávání složitých kontur

Složitá kontura, jako například vícestěnné profily, klade vysoké nároky na procesní strategii. Jednou z možností je konvenčně vytvářet konturu pomocí odřezávacího nástroje postupně. Při tom jsou jednotlivé řezy programovány a zpracovávány jeden po druhém. Tento postup je zvlášť vhodný pro prototypy nebo malé série. Při velkých objemech však výrazně vzrůstá náročnost programování a zpracování.
Alternativně umožňují tvarové odřezávací nástroje výrobu celé kontury v jediném zpracovatelském kroku. Při tom speciálně navržený tvarový břit vytváří celou geometrii najednou. Výhodou je vysoká opakovací přesnost a krátké doby zpracování. Nicméně velká délka břitů, které zasahují současně, vytváří vysoké řezné síly. Tyto síly mohou způsobit vibrace, povrchové značení nebo odchylky v rozměrech.
Odřezávání tvarových forem rozšiřuje klasické tvarové odřezávání o výrazně stabilnější procesní strategii. Při tom je řezná destička typicky umístěna pod úhlem přibližně 45° v sedle desky. Nástroj nevstupuje radiálně do obrobku, ale je veden tangenciálně kolem obrobku. V tomto procesu vznikají jednotlivé tvarové prvky jeden po druhém. Na rozdíl od radiálního tvarového řezu tedy nezasahuje celá šířka břitů současně do materiálu. Měření pomocí silových měřicích systémů ukazují jasné rozdíly mezi oběma postupy. Při klasickém tvarovém odřezávání mohou vzniknout řezné síly téměř 6000 N. Při odřezávání tvarových forem jsou síly výrazně nižší. Nižší zatížení zajišťuje klidnější procesy, menší zatížení strojů a nižší hladiny hluku. Kromě toho se zlepšuje kvalita povrchu obrobku.
Závěr
Horn je považován za specialistu na ekonomické a procesně bezpečné odřezávání. Klíčové pro stabilní procesy jsou sladěné geometrie břitů, moderní povlaky, cílené chlazení a vysoká stabilita stroje. Optimalizované tvarování třísek a vnitřní chlazení výrazně zlepšují odvod třísek, kvalitu povrchu a životnost nástrojů. Postupy jako trochoidní odřezávání nebo odřezávání na ose Y snižují síly, zvyšují klid procesu a zvyšují hospodárnost.
Kontakt:


