


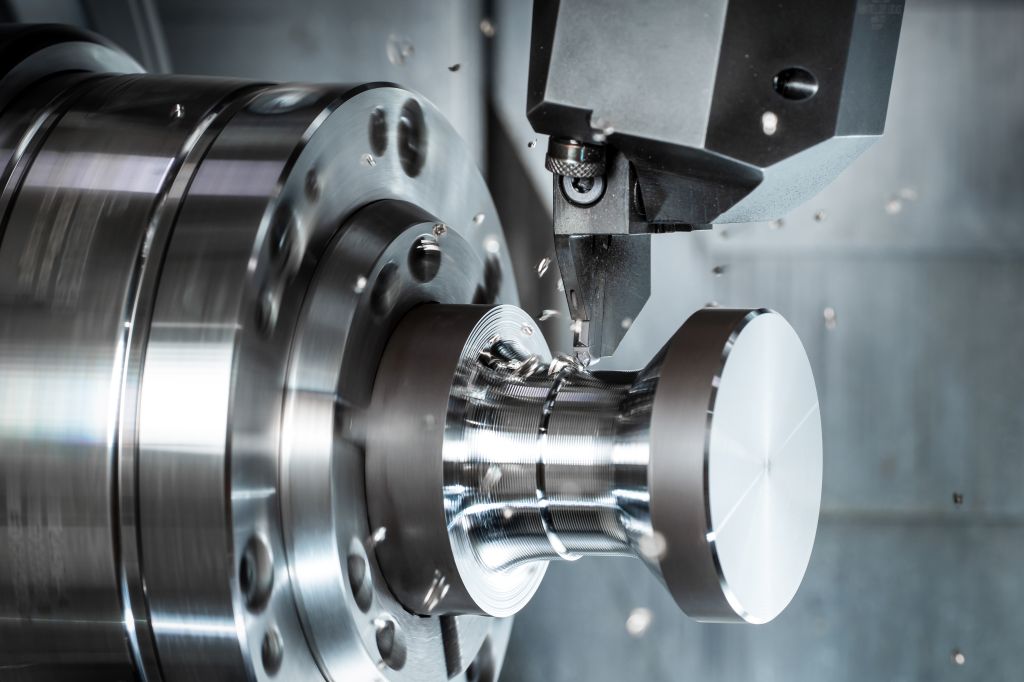
Wkładanie, odcinanie, formowanie: Stechdrehverfahren należy do najbardziej wymagających metod obróbki skrawaniem. W przeciwieństwie do klasycznego toczenia wzdłużnego lub płaskiego, narzędzie podczas wkładania i odcinania obrabia przedmiot między dwoma krawędziami. To właśnie te warunki brzegowe zasadniczo kształtują proces. Podczas toczenia wzdłużnego wiór może stosunkowo swobodnie odpływać, podczas gdy w toczeniu stechowym krawędź jest ograniczona przez krawędzie obrabianego przedmiotu z lewej i prawej strony.


Wiór opuszcza strefę obróbcza podczas toczenia w zasadzie tylko w górę i w przeciwnym kierunku do kierunku posuwu. Dlatego rosną wymagania dotyczące geometrii narzędzi, formowania wiórów, chłodzenia i stabilności procesu. Już niewielkie odchylenia mogą powodować zatykanie wiórów, zwiększone zużycie, złe jakości powierzchni lub nawet złamanie narzędzia. Toczenie jest zatem znacznie więcej niż prostym procesem wbijania.
Tylko skoordynowana współpraca technologii narzędziowej, powłok, stabilności maszyn, techniki mocowania i prowadzenia procesu zapewnia stabilne wyniki. Celem zawsze pozostaje kontrolowane formowanie wióra, bezpieczne odprowadzanie go z rowka oraz jednoczesne osiąganie wysokiej trwałości narzędzi i powtarzalnych wyników obróbczych.
Znaczenie geometrii ostrzy
Geometria ostrzy ma istotny wpływ na wprowadzanie i wycofywanie narzędzi. Jej główne zadania polegają na kontrolowanym prowadzeniu wiórów i ich celowym formowaniu.
Podczas kontroli wiórów geometria generuje krótkie, kontrolowane formy wiórów, takie jak wióry spiralne, wióry w kształcie przecinka, wióry łamane czy wióry kruszone. Zapobiega to owijaniu się wiórów i redukuje zakłócenia w procesie. Z kolei długie wióry taśmowe owijają się wokół przedmiotu obrabianego lub narzędzia, utrudniając przepływ wiórów i pogarszając jakość powierzchni. Jednocześnie geometria celowo formuje wiór i zwęża go. To zwężenie umożliwia bezpieczne odprowadzenie wióra z rowka, mimo zamkniętej sytuacji obróbczej. Bez celowego formowania wiórów powstają szerokie wióry, które ocierają się o boki i uszkadzają powierzchnie przedmiotu obrabianego.
Szczególnie wyraźnie wpływ geometrii ujawnia się przy porównaniu różnych stopni prowadzenia wiórów. Szlifowane, okrągłe stopnie prowadzenia wiórów wpływają na wiór często tylko w niewielkim stopniu. Wiór odprowadza się w dużej mierze niekontrolowanie i tworzy długie formy wiórów. Z kolei geometrie z wyraźnymi elementami kształtu wiórów generują krótkie, kontrolowane i mocno zdeformowane wióry. Ta kontrolowana formacja wiórów stanowi podstawę stabilnych procesów obróbczych. Szczególnie w przypadku materiałów nierdzewnych, takich jak 1.4305, odpowiednia geometria decyduje o bezpieczeństwie procesu i trwałości narzędzia. Już przy prędkościach skrawania rzędu 100 m/min i posuwach wynoszących około 0,12 mm/obrót formowanie wiórów znacząco wpływa na wynik obróbczy.
Trochoidalne wytaczanie
Trochoidalne wytaczanie poszerza możliwości klasycznych procesów wytaczania. Zamiast obrabiać całą rowek w pełnym skrawaniu, narzędzie porusza się po nałożonym ruchu torowym przez materiał. Dzięki tej strategii zmniejsza się obciążenie narzędzia. Jednocześnie poprawia się transport wiórów, ponieważ powstają mniejsze przekroje wiórów. Szczególnie w przypadku głębokich wcięć lub trudnych do obróbki materiałów ta metoda oferuje zalety.
Typowe parametry procesu wynoszą na przykład prędkości skrawania rzędu 280 m/min i posuwy do 0,6 mm/obr. Przy tym stosuje się minimalne wartości wcięcia wynoszące około 0,7 mm oraz maksymalne wcięcia do 1,5 mm. Kąt skrawania zazwyczaj mieści się w przedziale od 40° do 60°. Dzięki mniejszym stosunkom zaangażowania siły promieniowe maleją. Równocześnie zmniejsza się obciążenie cieplne ostrza. Metoda ta jest szczególnie odpowiednia dla nowoczesnych obróbek skrawających o wysokiej wydajności oraz dużych objętości wiórów do osiągnięcia.
Znaczenie nowoczesnych powłok
Powłoka nowoczesnych narzędzi skrawających wpływa na opłacalność i bezpieczeństwo procesu. Redukuje zużycie, minimalizuje tarcie między wiórem a narzędziem, zapobiega powstawaniu zadziorów i umożliwia wyższe parametry skrawania. Jednocześnie odpowiednia powłoka poprawia wykrywanie zużycia i zwiększa stabilność procesu. Przy opracowywaniu warstw narzędziowych należy uwzględnić liczne czynniki wpływające. Należą do nich chemiczna interakcja między narzędziem a materiałem, zaokrąglenie krawędzi skrawających, proces powlekania oraz właściwości mechaniczne warstwy. Kluczowe pozostaje jednak zawsze współdziałanie wszystkich komponentów. Jeśli geometria, podłoże i powłoka nie są zgodne, powstają naprężenia wewnętrzne w warstwie. Mogą one poprawić twardość i łamliwość, ale także powodować pęknięcia lub odpryski warstwy.
Dostosowana do procesu powłoka wpływa na trwałość narzędzia. Jednak powłokę należy rozpatrywać w szerszym kontekście. Kluczowe pozostaje współdziałanie całego procesu obróbczej. Stabilność maszyny, napięcie obrabianego przedmiotu, uchwyt narzędziowy, strategia chłodzenia i parametry skrawania mają bezpośredni wpływ na wydajność płytki skrawającej. Praktyczne próby pokazują, że już dzięki dostosowanym powłokom możliwe są znaczne zwiększenia trwałości. Jednocześnie niewłaściwe kombinacje geometrii, powłoki i parametrów procesu szybko prowadzą do przedwczesnego zużycia. Projektowanie procesu zawsze wymaga całościowego spojrzenia na cały system obróbczy.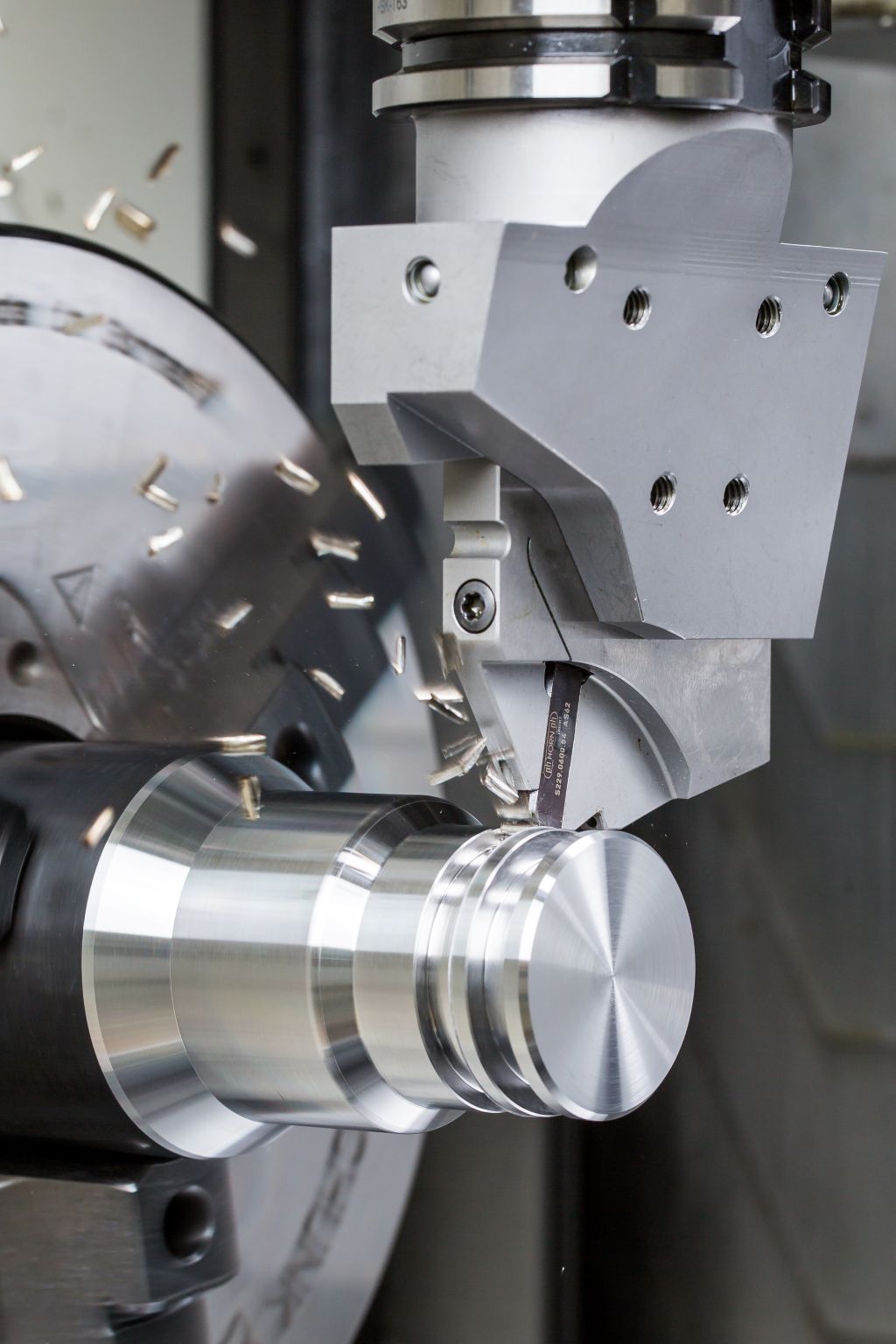
Chłodzenie w procesie wytaczania
Chłodzenie odgrywa kluczową rolę podczas toczenia wzdłużnego. Z jednej strony redukuje obciążenie termiczne narzędzia skrawającego, z drugiej strony medium chłodzące aktywnie wspiera transport wiórów z strefy skrawania. Szczególnie podczas wcinania w materiały nierdzewne powstają wysokie temperatury. Badania praktyczne pokazują różnice między różnymi strategiami chłodzenia. Przy zewnętrznym doprowadzeniu chłodziwa przy niskich ciśnieniach często występują silne oznaki zużycia na powierzchni wiórów. Zwiększenie ciśnienia chłodziwa znacznie redukuje zużycie.
Dobre wyniki osiągają systemy, które dostarczają chłodziwo bezpośrednio na powierzchnię wióra. Nowoczesne uchwyty z wbudowanym doprowadzeniem chłodziwa umożliwiają celowe chłodzenie bezpośrednio w strefie obróbczej. W ten sposób zmniejsza się obciążenie termiczne ostrza.
Ponadto poprawia się odprowadzanie wiórów. Nowoczesne systemy uchwytów celowo zaopatrują powierzchnie wolne i wiórowe przez wbudowane kanały chłodzące. Dzięki bezpośredniemu doprowadzeniu chłodziwa medium chłodzące podnosi wiór wcześnie i kontrolowanie transportuje go z rowka. Uchwyty zazwyczaj mają uniwersalne złącza chłodziwa za pomocą otworów długich lub połączeń G1/8”.
Nie tylko doprowadzenie chłodziwa, ale także skład emulsji chłodzącej wpływa na proces skrawania. Już niewielkie zmiany w zawartości oleju w emulsji mogą mieć znaczący wpływ na trwałość narzędzia. Przykłady praktyczne pokazują, że zwiększenie zawartości oleju z 11 procent do 13 procent podczas obróbki Inconelu 718 może podwoić ilość wiórów. Szczególnie w przypadku materiałów odpornych na wysokie temperatury wyższy udział smaru poprawia warunki tarcia między wiórem a narzędziem. W ten sposób zmniejszają się temperatura i zużycie, przy jednoczesnej poprawie formowania wiórów.
Odcinanie z osią X i Y
Odcinanie jest ostatnim krokiem obróbczy na wrzecionie głównym. Błędy w tym procesie prowadzą bezpośrednio do odpadów lub uszkodzeń elementu.
Tradycyjnie odcinanie odbywa się wzdłuż osi X. W tym przypadku siły skrawania działają prostopadle do uchwytu narzędzia. W miarę zwiększania odległości między ostrzem a uchwytem rośnie ramie dźwigni, a także wzrastają obciążenia zginające i tendencja do drgań. Przy odcinaniu wzdłuż osi Y kierunek wynikowej siły skrawania zmienia się. Duża część sił jest pochłaniana przez prędkość skrawania, podczas gdy tylko niewielka część działa przez posuw. Wynikowa siła jest wprowadzana do uchwytu narzędzia pod kątem około 30 stopni. W związku z tym skuteczne ramie dźwigni znacznie się skraca. Dodatkowo poprawia się odprowadzanie wiórów, ponieważ wiór jest bezpośrednio odprowadzany w dół do łoża maszyny.
Różne stosunki sił wpływają bezpośrednio na obciążenie siedziska płyty. Przy założonych siłach 2000 N prostopadle do ostrza oraz 400 N radialnie, podczas odcinania wzdłuż osi X powstaje znacznie wyższe obciążenie z powodu długiego ramienia dźwigni.
Podczas odcinania wzdłuż osi Y to obciążenie zmniejsza się o około 30 procent. W konsekwencji procesy przebiegają spokojniej i z mniejszymi drganiami. Przykłady praktyczne pokazują, że zmiana z odcinania wzdłuż osi X na Y poprawia zarówno trwałość narzędzia, jak i spokój procesu.
W niektórych zastosowaniach udało się podwoić ilość wiórów przy niezmienionych parametrach skrawania. Jednocześnie poziom hałasu maleje. Jednak odcinanie wzdłuż osi Y wymaga, aby maszyna i sterowanie wspierały niezbędne drogi ruchu i strategie obróbcze.
Formowanie skrawania złożonych konturów

Złożone kontury, takie jak profile wielozębne, stawiają wysokie wymagania dotyczące strategii procesu. Jedną z możliwości jest konwencjonalne wytwarzanie konturu za pomocą narzędzia skrawającego krok po kroku. W tym przypadku poszczególne wcięcia są programowane i realizowane jedno po drugim. Ta metoda jest szczególnie odpowiednia dla prototypów lub małych serii. Przy dużych ilościach produkcji znacznie wzrasta jednak nakład programowania i obróbki.
Alternatywnie narzędzia do formowania skrawania umożliwiają wytwarzanie całego konturu w zaledwie jednym kroku obróbczy. W tym przypadku specjalnie zaprojektowane ostrze formujące wytwarza całą geometrię jednocześnie. Zaletą jest wysoka dokładność powtarzalności i krótkie czasy obróbcze. Jednak duża długość ostrzy wchodzących jednocześnie w materiał generuje wysokie siły skrawania. Te siły mogą powodować drgania, oznaczenia na powierzchni lub odchylenia wymiarowe.
Formowanie skrawania z zastosowaniem formy rozszerza klasyczne formowanie skrawania o znacznie stabilniejszą strategię procesu. W tym przypadku wkładka skrawająca zazwyczaj znajduje się pod kątem około 45° w siedzisku płyty. Narzędzie nie wchodzi radialnie w materiał, lecz jest prowadzone stycznie do materiału. W tym procesie powstają poszczególne elementy formy po kolei. W przeciwieństwie do radialnego wcięcia formującego, nie całe ostrze wchodzi jednocześnie w materiał. Pomiarami za pomocą systemów pomiaru siły wykazano wyraźne różnice między obiema metodami. W klasycznym formowaniu skrawania mogą występować siły skrawania wynoszące prawie 6000 N. Przy formowaniu skrawania z zastosowaniem formy siły są znacznie niższe. Mniejsze obciążenia zapewniają spokojniejsze procesy, mniejsze obciążenie maszyny i niższy poziom hałasu. Ponadto poprawia się jakość powierzchni obrabianego elementu.
Podsumowanie
Horn jest uważany za specjalistę w zakresie ekonomicznego i bezpiecznego procesu skrawania. Kluczowe dla stabilnych procesów są dostosowane geometrie ostrzy, nowoczesne powłoki, celowe chłodzenie i wysoka stabilność maszyny. Optymalizacja formowania wiórów i chłodzenie wewnętrzne znacznie poprawiają odprowadzanie wiórów, jakość powierzchni i trwałość narzędzi. Procesy takie jak skrawanie trochoidalne lub odcinanie wzdłuż osi Y redukują siły, zwiększają spokój procesu i poprawiają opłacalność.
Kontakt:


