


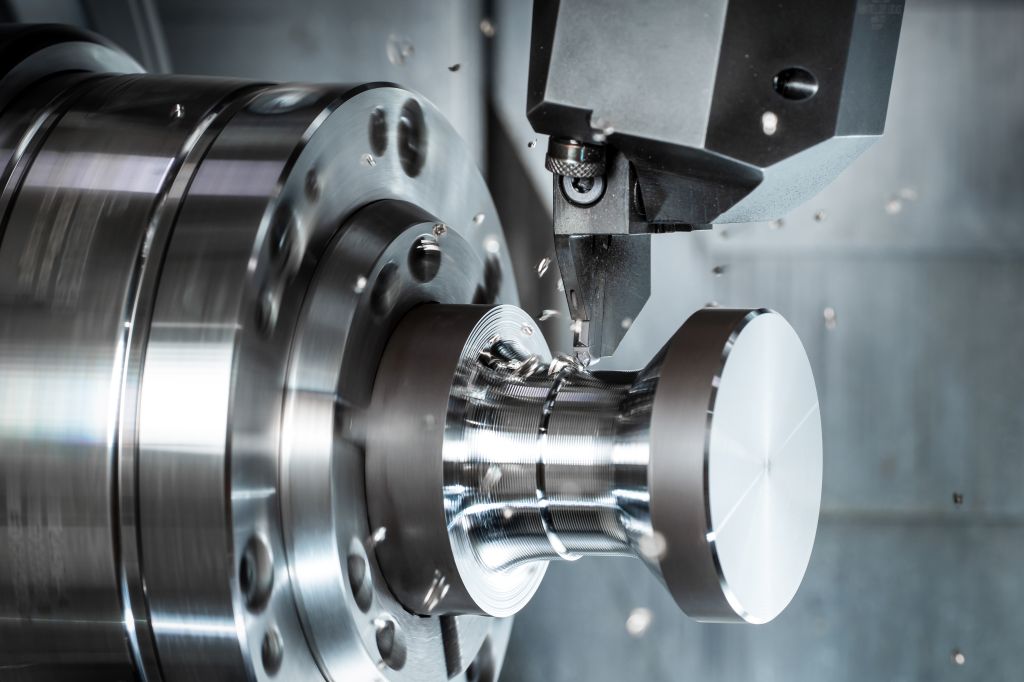
İç kesme, dış kesme, şekil kesme: Kesme tornalama, tornalama işlemlerinin en zorlu yöntemlerinden biridir. Klasik uzunlamasına veya düz tornalamadan farklı olarak, iç ve dış kesme sırasında kesici, iş parçasını iki yan yüz arasında işler. İşte bu kenar koşulları süreci temelinden etkiler. Uzunlamasına tornalamada talaş nispeten serbest akabilirken, kesme tornalamada iş parçası kenarları kesiciyi solda ve sağda sınırlar.


Küçük kesme işlemi, esasen yukarıya ve ilerleme yönüne karşı olarak, kesme bölgesini terk eder. Bu nedenle, alet geometrisi, talaş şekillendirme, soğutma ve süreç istikrarı üzerindeki gereksinimler artar. Küçük sapmalar bile talaş sarıcıları, artan aşınma, kötü yüzey kaliteleri veya hatta alet kırılması gibi sorunlara neden olabilir. Bu nedenle, kesme işlemi basit bir delme sürecinden çok daha fazlasıdır.
Sadece alet teknolojisi, kaplama, makine stabilitesi, sıkıştırma teknolojisi ve süreç yönetiminin uyumlu etkileşimi, stabil sonuçlar sağlar. Hedef her zaman, talaşı kontrollü bir şekilde şekillendirmek, güvenli bir şekilde kanaldan çıkarmak ve aynı zamanda yüksek kullanım ömrü ile tekrarlanabilir işleme sonuçları elde etmektir.
Kesim geometrisinin önemi
Kesme geometrisi, kesme ve çıkartma işlemlerini önemli ölçüde etkiler. Ana görevleri, talaşları kontrollü bir şekilde yönlendirmek ve hedeflenmiş bir şekilde şekillendirmektir.
Kıvrım kontrolünde, geometri kısa, yönetilebilir kıvrım formları oluşturur; bunlar arasında spiral kıvrım parçaları, spiral kıvrımlar, virgül kıvrımları, kopma kıvrımları veya parçalanma kıvrımları bulunur. Bu, kıvrım sarıcılarını önler ve süreç kesintilerini azaltır. Uzun şerit kıvrımları ise iş parçası veya alet etrafında sarılır, kıvrım akışını engeller ve yüzey kalitesini kötüleştirir. Aynı zamanda geometri, kıvrımı hedefli bir şekilde şekillendirir ve inceltir. Bu incelme, kıvrımın, kapalı işleme durumuna rağmen, güvenli bir şekilde oluklardan dışarı atılmasını sağlar. Hedefli kıvrım şekillendirmesi olmadan, kenarları sürtünerek iş parçası yüzeylerine zarar veren geniş kıvrımlar oluşur.
Geometri, farklı talaş yönlendirme aşamalarının karşılaştırılmasında etkisini özellikle belirgin bir şekilde gösterir. Taşlanmış, yuvarlak talaş yönlendirme aşamaları talaşı genellikle az etkiler. Talaş büyük ölçüde kontrolsüz bir şekilde akar ve uzun talaş formları oluşturur. Belirgin talaş şekil elemanlarına sahip geometriler ise kısa, kontrollü ve yoğun şekilde deformasyona uğramış talaşlar üretir. Bu kontrollü talaş oluşumu, stabil işleme süreçlerinin temelini oluşturur. Özellikle 1.4305 gibi paslanmaz malzemelerde doğru geometri, proses güvenliği ve takım ömrü üzerinde belirleyici bir rol oynar. 100 m/dk civarında kesme hızları ve yaklaşık 0,12 mm/dk ilerleme oranlarında talaş şekillendirme, işleme sonucunu önemli ölçüde etkiler.
Trochoidal turning
Trokoidal tornalama, klasik tornalama süreçlerinin olanaklarını genişletir. Tüm yarığı tam kesimle işlemek yerine, alet, iş parçası boyunca üst üste binen bir yol hareketi ile hareket eder. Bu strateji sayesinde alet üzerindeki yük azalır. Aynı zamanda, daha küçük talaş kesitleri oluştuğu için talaş taşınması da iyileşir. Özellikle derin girintiler veya zor işlenebilir malzemelerde bu yöntem avantajlar sunar.
Tipik proses parametreleri, örneğin kesme hızları 280 m/dk civarında ve ilerleme oranları 0,6 mm/dönüşe kadar olmaktadır. Minimum kesme derinlikleri yaklaşık 0,7 mm ve maksimum kesme derinlikleri 1,5 mm'ye kadar kullanılmaktadır. Kesme açısı tipik olarak 40° ile 60° arasında değişmektedir. Daha düşük kesme oranları sayesinde radial kuvvetler azalır. Aynı zamanda, kesici uç üzerindeki termal yük de azalır. Bu yöntem, modern yüksek performanslı talaş kaldırma işlemleri ve elde edilmesi gereken büyük talaş hacimleri için özellikle uygundur.
Modern kaplamaların önemi
Modern kesme plakanın kaplaması, ekonomik verimlilik ve süreç güvenliğini etkiler. Aşınmayı azaltır, talaş ve alet arasındaki sürtünmeyi minimize eder, talaş birikimini önler ve daha yüksek kesim parametrelerine olanak tanır. Aynı zamanda uygun bir kaplama, aşınma tespitini geliştirir ve süreç stabilitesini artırır. Alet kaplamalarının geliştirilmesinde birçok etken göz önünde bulundurulmalıdır. Bunlar arasında alet ile malzeme arasındaki kimyasal etkileşim, kesme kenarlarının yuvarlatılması, kaplama süreci ve kaplamanın mekanik özellikleri yer alır. Ancak her zaman tüm bileşenlerin etkileşimi belirleyici olmaktadır. Geometri, alt tabaka ve kaplama uyumlu değilse, kaplama içinde öz gerilmeler oluşur. Bu, sertlik ve tokluk artırabilir, ancak çatlak oluşumuna veya kaplama soyulmasına da neden olabilir.
Süreç için uyarlanmış kaplama, ömrü etkiler. Ancak, kaplama tek başına değerlendirilmemelidir. Tüm işleme sürecinin etkileşimi belirleyici olmaya devam etmektedir. Makine stabilitesi, iş parçası gerginliği, alet tutma, soğutma stratejisi ve kesme parametreleri, kesici plakanın performansını doğrudan etkiler. Uygulama denemeleri, uyarlanmış kaplamalarla belirgin ömür artışlarının mümkün olduğunu göstermektedir. Aynı zamanda, uygun olmayan geometrik, kaplama ve süreç parametreleri kombinasyonları hızla erken aşınmaya yol açmaktadır. Bir süreç tasarımı, her zaman tüm işleme sisteminin bütünsel bir değerlendirmesini gerektirir.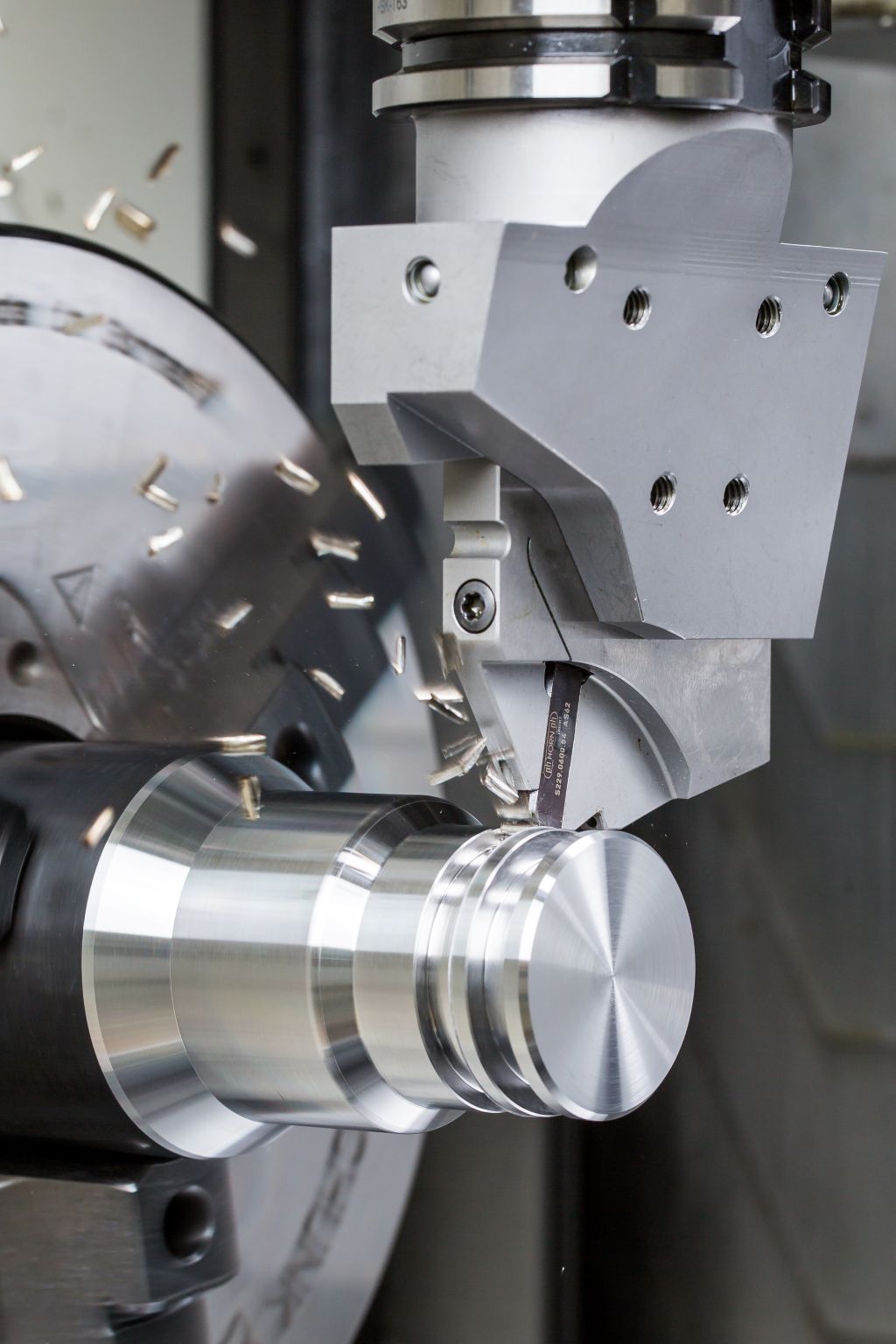
Soğutma işlemi sırasında
Soğutma, kesme tornalama işlemlerinde merkezi bir görev üstlenir. Bir yandan kesici uç üzerindeki termal yükü azaltır, diğer yandan soğutma maddesi aktif olarak talaşın kesme bölgesinden taşınmasına yardımcı olur. Özellikle paslanmaz malzemelere girildiğinde yüksek sıcaklıklar oluşur. Uygulama araştırmaları, farklı soğutma stratejileri arasında farklılıklar göstermektedir. Dış soğutma sıvısı beslemesi ile düşük basınçlarda, genellikle talaş yüzeyinde güçlü aşınma belirtileri ortaya çıkar. Soğutma sıvısı basıncı artırıldığında, aşınma belirgin şekilde azalır.
İyi sonuçlar, soğutma sıvısını doğrudan talaş yüzeyine yönlendiren sistemlerle elde edilir. Entegre soğutma sıvısı beslemesi olan modern kelepçe tutucular, talaş kaldırma bölgesinde doğrudan hedeflenmiş soğutma sağlar. Bu sayede kesici uç üzerindeki termal yük azalır.
Ayrıca, talaşın uzaklaştırılması da iyileşiyor. Modern tutucu sistemleri, entegre soğutma kanalları aracılığıyla serbest ve talaş yüzeylerini hedefli bir şekilde besliyor. Doğrudan soğutma sıvısı girişi, soğutma ortamını talaşı erken kaldırarak kanaldan kontrollü bir şekilde taşıyor. Mandrel tutucular genellikle uzun delikler veya G1/8" bağlantıları aracılığıyla evrensel soğutma sıvısı bağlantılarına sahiptir.
Sadece soğutma sıvısının kendisi değil, aynı zamanda soğutucu ve yağlayıcı sıvının bileşimi de talaş kaldırma sürecini etkiler. Bir emülsiyonun yağ oranındaki küçük değişiklikler bile, ömrü üzerinde belirgin etkiler yaratabilir. Uygulama örnekleri, Inconel 718 işlenmesinde yağ oranının yüzde 11'den yüzde 13'e çıkarılmasının, ömrü iki katına çıkarabileceğini göstermektedir. Özellikle yüksek ısıya dayanıklı malzemelerde, daha yüksek bir yağlama oranı, talaş ve alet arasındaki sürtünme koşullarını iyileştirir. Bu sayede sıcaklık ve aşınma azalırken, talaş oluşumu da iyileşir.
Kesme X ve Y ekseni ile
Kesme, ana mil üzerindeki son işleme adımını oluşturur. Bu süreçteki hatalar, doğrudan atık veya parçada hasara yol açar.
Geleneksel olarak, kesme işlemi X ekseni boyunca gerçekleştirilir. Bu durumda, kesme kuvvetleri alet tutma yerine dik olarak etki eder. Kesici uç ile tutma yeri arasındaki mesafe arttıkça, kol uzunluğu ve eğilme gerilmeleri ile titreşim eğilimi artar. Y ekseni boyunca kesme işlemi yapıldığında, elde edilen kesme kuvvetinin yönü değişir. Kuvvetlerin büyük bir kısmı kesme hızı üzerinden alınırken, yalnızca küçük bir kısmı ilerleme ile etki eder. Elde edilen kuvvet, alet tutma yerine yaklaşık 30 derece bir açıyla iletilir. Bu nedenle, etkili kol uzunluğu önemli ölçüde kısalır. Ayrıca, talaş akışı iyileşir çünkü talaş doğrudan aşağıya, makine yatağına yönlendirilir.
Farklı kuvvet oranları, plaka oturumu üzerindeki yükü doğrudan etkiler. Kesme kenarına dik olarak varsayılan 2000 N'lik kuvvetler ve 400 N'lik radyal kuvvet ile X kesme işlemi sırasında uzun kol nedeniyle belirgin şekilde daha yüksek bir yük oluşur.
Y kesme işlemi sırasında bu yük yaklaşık yüzde 30 oranında azalır. Sonuç olarak, süreçler daha sakin ve daha az titreşimli hale gelir. Uygulama örnekleri, X kesiminden Y kesimine geçişin hem takım ömrünü hem de süreç sakinliğini artırdığını göstermektedir.
Bireysel uygulamalarda, kesme parametreleri değiştirilmeden, durma miktarı hatta iki katına çıkabilmiştir. Aynı zamanda, gürültü seviyesi düşmektedir. Ancak Y-çıkartma işlemi, makine ve kontrol sisteminin gerekli hareket yollarını ve işleme stratejilerini desteklemesini gerektirir.
Şekil kesimi karmaşık konturlar

Karmaşık konturlar, örneğin çok dişli profiller, süreç stratejisine yüksek gereksinimler getirir. Bir seçenek, konturu geleneksel olarak bir kesme aracı ile adım adım oluşturmaktır. Bu aşamada, her bir girinti sırayla programlanır ve işlenir. Bu yöntem, özellikle prototipler veya küçük seriler için uygundur. Ancak büyük miktarlarda programlama ve işleme çabası önemli ölçüde artar.
Alternatif olarak, şekil işleme araçları, tam konturun yalnızca bir işleme adımında üretilmesini sağlar. Bu süreçte, özel olarak tasarlanmış bir şekil kesici tüm geometrinin bir anda oluşturulmasını sağlar. Avantajı, yüksek tekrarlanabilirlik ve kısa işleme süreleridir. Ancak, büyük bir anda müdahale eden kesme uzunluğu yüksek kesme kuvvetleri üretir. Bu kuvvetler, titreşimler, yüzey işaretleri veya boyut sapmaları oluşturabilir.
Şekil kesme işlemi, klasik şekil kesmeye göre belirgin şekilde daha stabil bir strateji sunar. Bu yöntemde, kesici plaka tipik olarak plaka yuvasında yaklaşık 45°'lik bir açıyla yer alır. Alet, iş parçasına radyal olarak girmemekte, bunun yerine iş parçasının yanından tangensiyel olarak geçmektedir. Bu süreçte, bireysel şekil elemanları sırayla oluşur. Radyal şekil kesiminde olduğu gibi, bu durumda tüm kesme genişliği aynı anda malzemeye etki etmez. Kuvvet ölçüm sistemleri ile yapılan ölçümler, her iki yöntem arasında belirgin farklar göstermektedir. Klasik şekil kesme işlemlerinde kesme kuvvetleri neredeyse 6.000 N'a kadar çıkabilmektedir. Şekil kesme işlemlerinde ise kuvvetler belirgin şekilde daha düşüktür. Daha düşük yüklemeler, daha sakin süreçler, daha az makine yüklenmesi ve daha düşük gürültü seviyeleri sağlar. Ayrıca, döner parçanın yüzey kalitesi de iyileşmektedir.
Sonuç
Horn, ekonomik ve süreç güvenilirliği açısından uzman olarak kabul edilmektedir. Stabil süreçler için kritik olan, uyumlu kesici geometrileri, modern kaplamalar, hedeflenmiş soğutma ve yüksek makine stabilitesidir. Optimize edilmiş talaş şekillendirme ve iç soğutma, talaş atımını, yüzey kalitesini ve takım ömrünü önemli ölçüde iyileştirir. Trokoidal tornalama veya Y ekseni ile kesme gibi yöntemler, kuvvetleri azaltır, süreç istikrarını artırır ve ekonomik verimliliği yükseltir.
İletişim:


