


El acero inoxidable es un material técnico de gran importancia. Debido a su resistencia a la corrosión, los productos de este material se encuentran prácticamente en todas partes: en turbinas y en la técnica aeroespacial, así como en la industria del petróleo y gas, la tecnología médica, la industria alimentaria o en utensilios de cocina. Sin embargo, debido a sus diferentes propiedades, el mecanizado de aceros inoxidables no es del todo trivial.


El acero inoxidable no es solo acero inoxidable: dependiendo de la aleación y la microestructura, el material se puede clasificar en diferentes grupos. Esta clasificación determina qué tan bien se puede mecanizar el material y qué herramienta es adecuada para ello. La composición de la aleación y la estructura de la microestructura son cruciales para el mecanizado.
Desafíos en el mecanizado
El mayor desafío lo representa el grupo ISO-S. Incluye superaleaciones altamente resistentes al calor, así como titanio y aleaciones de titanio, pero también aleaciones especiales a base de hierro. Estos materiales son especialmente resistentes al calor y la corrosión, pero requieren la máxima precisión en la selección de herramientas y en el mecanizado. Los aceros inoxidables ferríticos y martensíticos se pueden mecanizar de manera similar a los aceros de alta aleación, por lo que se clasifican en el grupo ISO-P según la norma ISO 513. En cambio, los aceros austeníticos, dúplex y PH, que pertenecen al grupo ISO-M, son más desafiantes.
Las propiedades físicas y químicas especiales de los aceros inoxidables austeníticos imponen altas exigencias a las herramientas y procesos. En particular, la alta resistencia y la tenacidad dificultan el mecanizado. El acero inoxidable tiene una enorme resistencia a la tracción, que requiere grandes fuerzas al cortar. Esto somete a la herramienta a un gran estrés y provoca un aumento del desgaste de la herramienta.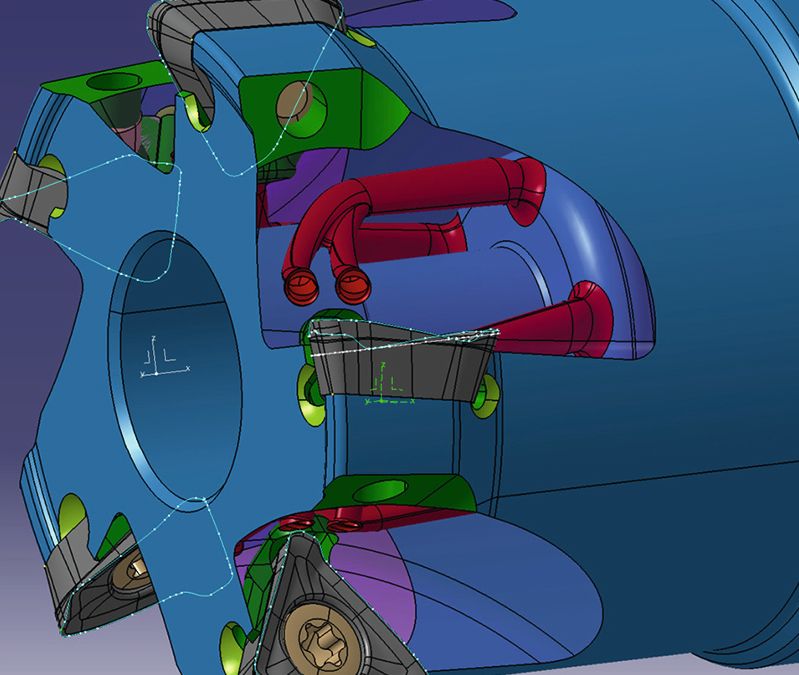
Además, la baja conductividad térmica es un problema. El calor generado durante el mecanizado no se disipa, sino que se concentra en la herramienta y la pieza de trabajo. Esto eleva las temperaturas en el filo, lo que reduce aún más la vida útil de la herramienta. Paralelamente, el acero inoxidable muestra una marcada tendencia a la endurecimiento en frío: bajo carga mecánica, el material se endurece aún más durante el proceso de mecanizado, lo que dificulta el corte y acelera el desgaste de la herramienta. Otro desafío es la formación de bordes de acumulación.
Estos se forman cuando partículas de material se adhieren al filo. Esto no solo afecta la calidad superficial de la pieza de trabajo, sino que también aumenta el desgaste de la herramienta. Este desafío se ve agravado por elementos aleantes como el cromo y el níquel, que, aunque proporcionan una excelente resistencia a la corrosión del acero inoxidable, también hacen que el material sea más tenaz y difícil de mecanizar.
La combinación es clave
‘En el diseño de herramientas de mecanizado para fresado, taladrado y torneado, el tipo de acero inoxidable a mecanizar juega un papel central’, dice Herbert Volk, Gerente de Producto de Fresado en ISCAR. ‘Influye significativamente en qué combinación de geometría de corte, material de corte y tipo de suministro de refrigerante funciona de manera eficiente.’
Para el mecanizado del acero inoxidable, se recomiendan herramientas de la variedad de grano fino IC908 recubierta con TiAlN PVD, el material de corte IC608 recubierto con AlTiCrSiN PVD, así como el IC882 de sustrato tenaz con recubrimiento PVD TiSiN y tratamiento superficial. ‘Están diseñadas para procesos con velocidad de corte media a alta y son especialmente resistentes al desgaste por muescas y a la formación de bordes de acumulación’, explica Herbert Volk. Frederik Schmalbach, Gerente de Producto de Herramientas No Rotativas en ISCAR, agrega: ‘Para procesos de corte en acero inoxidable, también están disponibles las variedades de material de corte IC1010 e IC1030. Estas están recubiertas con una capa de AlTiN+TiN, que las hace aún más resistentes al desgaste y aumenta significativamente la vida útil de los sistemas DOGRIP y TANGGRIP.’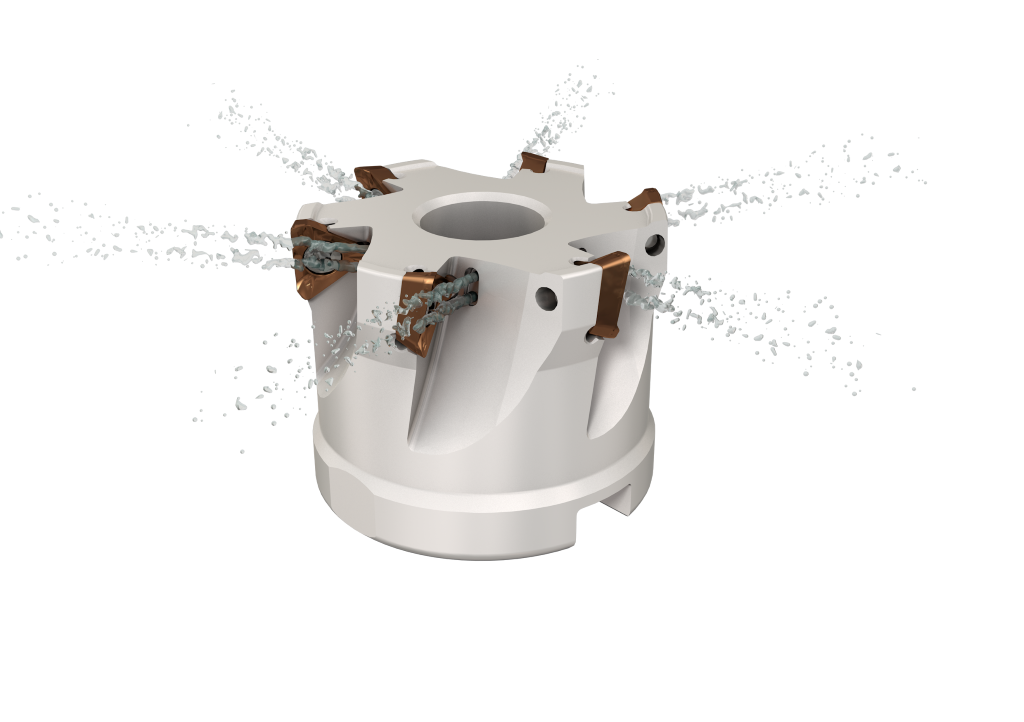
Para controlar la alta entrada de calor, proteger los filos, aumentar la vida útil y al mismo tiempo mejorar el control de virutas, es necesaria una refrigeración eficiente. ‘La refrigeración a alta presión con suministro de refrigerante dirigido directamente a la zona de corte ha demostrado ser especialmente efectiva. El objetivo aquí es siempre enfriar lo más cerca posible de cada filo y llevar la mayor cantidad de refrigerante posible con la máxima presión muy rápidamente a la zona de corte’, dice Anton Kress, especialista en productos de fresado en ISCAR.
Gracias a los procesos de impresión 3D, ISCAR puede optimizar el flujo de los canales internos de refrigerante en sus herramientas y aumentar aún más la presión, cantidad y efectividad del refrigerante, por ejemplo, en las fresas planas y de esquina.
Mecanizado eficiente del acero inoxidable
Fresas planas y de esquina con refrigeración optimizada por flujo, llamadas herramientas JHP, están disponibles en las series HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG y XQUAD. Los usuarios pueden implementar valores de corte más altos con estas herramientas, se logran tiempos de intervención más largos, alcanzan más seguridad en el proceso y aumentan la vida útil, además se forman menos bordes de acumulación.
Específicamente para el mecanizado efectivo de hombros en materiales ISO-S e ISO-M, ISCAR presenta la nueva fresa de mango tangencial HELITANG-SM. Está equipada con placas de corte intercambiables recién desarrolladas. Las placas de corte de contorno ofrecen cuatro, las placas de corte frontales dos bordes de corte. Su formador de virutas especial asegura un excelente control de virutas. Para terminar las cavidades, la HELITANG también se puede utilizar para fresado en rampa y circular. Su suministro de refrigerante dirigido lleva el refrigerante directamente a la zona de corte. Para la máxima efectividad de la disipación de calor, la fresa tiene boquillas de refrigerante intercambiables. Esto permite ajustar su diámetro a la capacidad de bombeo de la máquina. El usuario se beneficia de una excelente evacuación de virutas, alta seguridad en el proceso, largas vidas útiles y una calidad de hombro muy alta. La solución semiestándar está disponible como fresa de acoplamiento y como variante monobloque en diámetros de 50 milímetros con cuatro y cinco, así como en diámetros de 63 y 80 milímetros con cinco y seis dientes eficientes respectivamente.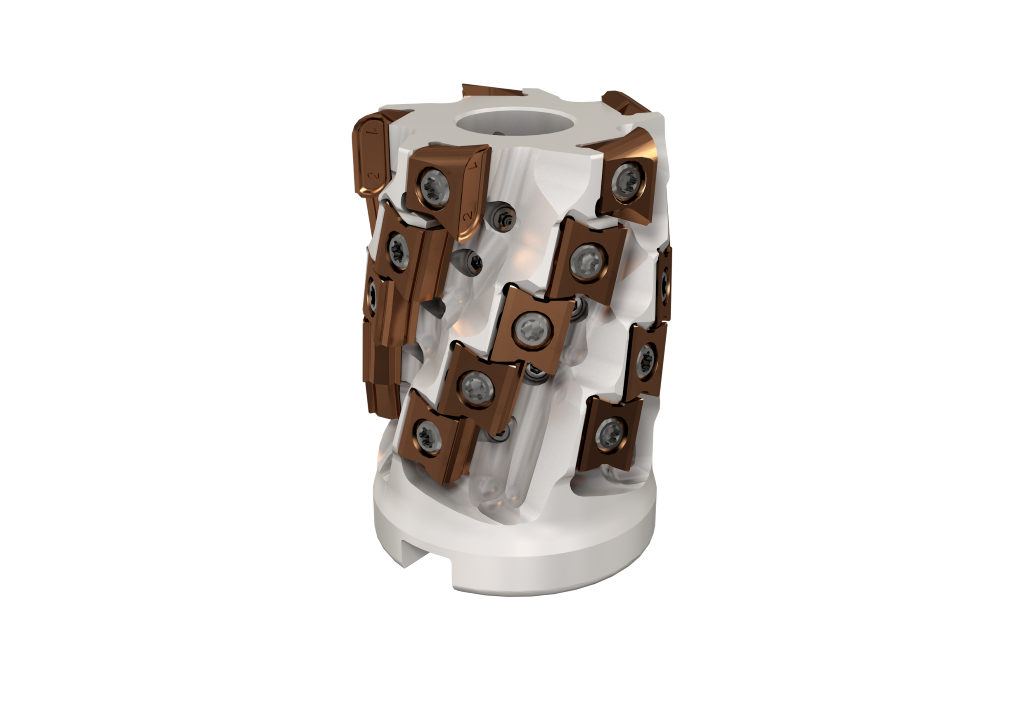
Las fresas de carburo sólido CHATTERFREE de ISCAR son adecuadas para el desbaste y acabado de materiales ISO-M e ISO-P. Las herramientas con geometría ECY-S5 tienen cinco filos con división variable y espacio adicional para virutas. Sus diferentes ángulos de viruta permiten un corte muy suave, el diseño especial retrasa el desgaste y aumenta la vida útil. La geometría EC-E4M-CF está diseñada para el mecanizado medio y rápido de materiales ISO-S, -M y -H.
Las fresas de mango con cuatro filos y hélice de 38 grados con división variable y numerosas variantes de radio de esquina permiten profundidades de corte de hasta 2xD. Su escasa protrusión y el diseño CHATTERFREE evitan el golpeteo o las vibraciones y permiten obtener superficies de alta calidad.
‘Al taladrar, cortar y tornear acero inoxidable, los mecanizadores enfrentan los mismos desafíos que al fresar’, dice Herbert Volk. ‘También para estos procesos, ISCAR tiene las herramientas adecuadas en su programa.’
Perforación en todas las profundidades
“Al perforar acero inoxidable, la mezcla correcta es clave”, dice Patrick Muller, Gerente de Producto de Perforación en ISCAR. “Para obtener resultados convincentes, la combinación de un buen enfriamiento, el material de corte adecuado y la geometría de corte correcta es decisiva.”
Para perforaciones con diámetros de cinco a 32,9 milímetros y profundidades de hasta 12xD en materiales ISO-M y ISO-S, la broca intercambiable SUMOCHAM con cabeza de perforación ICM de dos filos es la primera opción.
Posee un ángulo de punta de 140 grados, una fase de protección en el borde de corte y está hecha del material más resistente al desgaste, la variedad de grano fino IC908 recubierta de TiAlN PVD. Los canales de refrigerante internos llevan el refrigerante directamente a la zona de corte. Esto optimiza la disipación de calor y la evacuación de virutas, asegura altas calidades de superficie y permite largos tiempos de vida útil.
“Si se requieren perforaciones más profundas, se ofrecen las brocas de fondo de un solo filo de la familia TRIDEEP”, dice Patrick Muller. “Están disponibles en diámetros de ocho a 32 milímetros y longitudes de hasta 25xD. Como herramienta especial, también son posibles longitudes totales de hasta 4,5 metros.” Las WSP de tres filos especialmente afiladas con una amplia fase de acabado y geometría de separación de virutas aseguran procesos estables, evitan el desgaste de la herramienta y mejoran la evacuación de virutas. Los usuarios se benefician, además de la construcción eficiente y económica, de procesos eficientes en aceros inoxidables.
El sistema de brocas intercambiables de tres filos QUICK3CHAM de ISCAR también funciona a la perfección en acero inoxidable, como la nueva cabeza de perforación plana F3B al perforar también agujeros excéntricos. La geometría del filo principal con deflector de virutas afilado produce segmentos de virutas muy pequeños. El filo secundario con Wiper asegura una geometría de perforación óptima y una muy buena calidad de superficie.
Torneado y desbaste de acero inoxidable
“Al tornear acero inoxidable, el enfriamiento es uno de los puntos decisivos”, dice Frederik Schmalbach, Gerente de Producto de Herramientas No Rotativas en ISCAR. Por eso, por ejemplo, en los portaherramientas JETRTURN de la línea JETCUT de ISCAR para placas de corte intercambiables CNMG, WNMG y DNMG, los canales de refrigerante han estado pasando a través de las garras de sujeción durante muchos años. “Así no solo fijamos las WSP de torneado de manera estable, sino que también transportamos el refrigerante directamente a la zona de corte”, explica el gerente de producto.
Para el torneado económico de acero inoxidable, ISCAR presentó el LOGIQ6TURN en el marco de su campaña de herramientas LOGIQUICK. La WSP triangular positiva con seis filos de 55 grados es adecuada para el (pre)acabado de materiales ISO-M hasta una profundidad de corte de tres milímetros. Su diseño especial con rompedor de virutas optimizado y sujeción estable permite un corte suave, reduce las fuerzas que se producen, permite un muy buen rompimiento de virutas y, por lo tanto, excelentes calidades de superficie.
Gracias a un robusto asiento de placa TNMG, el usuario puede utilizar la WSP de manera segura en el proceso. En combinación con el enfriamiento directo en la zona de corte, la estabilidad contribuye a largos tiempos de vida útil. Especialmente para el mecanizado en miniatura, ISCAR ha ampliado la familia LOGIQ4TURN con WSP de doble cara de 80 grados en el tamaño 06. La sujeción en cola de milano asegura un asiento estable y, junto con la geometría del rompedor de virutas, permite cortes suaves, un muy buen control de virutas y excelentes calidades de superficie.
Para un mejor control de virutas al desbastar, ISCAR ha ampliado las geometrías de formadores de virutas posibles para los insertos de corte DOGRIP, TANGGRIP y PENTACUT. Ahora también pueden equiparse con formadores de virutas T y NX y el nuevo formador de virutas B. Los usuarios logran así virutas cortas y bien cortadas. Esto previene roturas de herramientas y mejora las calidades de superficie en la pieza de trabajo.
Contacto:


