


L'acier inoxydable est un matériau technique de grande importance. En raison de leur résistance à la corrosion, les produits en acier inoxydable se retrouvent pratiquement partout : dans les turbomachines et la technologie aérospatiale, ainsi que dans l'industrie pétrolière et gazière, la technologie médicale, l'industrie alimentaire ou dans les ustensiles de cuisine. En raison de leurs différentes propriétés, l'usinage des aciers inoxydables n'est cependant pas tout à fait trivial.


L'acier inoxydable n'est pas identique à l'acier inoxydable : selon l'alliage et la structure, le matériau peut être classé en différentes catégories. Cette classification détermine la facilité avec laquelle le matériau de l'ouvrage peut être usiné et quel outil est approprié. La composition de l'alliage et la structure du matériau sont particulièrement déterminantes pour le traitement.
Défis de l'usinage
Le plus grand défi est représenté par le groupe ISO-S. Il comprend des superalliages hautement résistants à la chaleur ainsi que du titane et des alliages de titane, mais aussi des alliages ferreux spéciaux. Ces matériaux, bien qu'ils soient particulièrement résistants à la chaleur et à la corrosion, nécessitent une précision maximale dans le choix des outils et dans l'usinage. Les aciers inoxydables ferritiques et martensitiques peuvent être usinés aussi facilement que les aciers hautement alliés, c'est pourquoi ils sont classés dans le groupe ISO-P selon la norme ISO 513. En revanche, les aciers austénitiques, duplex et PH, qui appartiennent au groupe ISO-M, sont plus exigeants.
Les propriétés physiques et chimiques particulières des aciers inoxydables austénitiques imposent des exigences élevées aux outils et aux processus. En particulier, la haute résistance et la ténacité compliquent l'usinage. L'acier inoxydable possède une résistance à la traction énorme, qui nécessite de grandes forces lors de la coupe. Cela sollicite fortement le tranchant et entraîne une usure accrue des outils.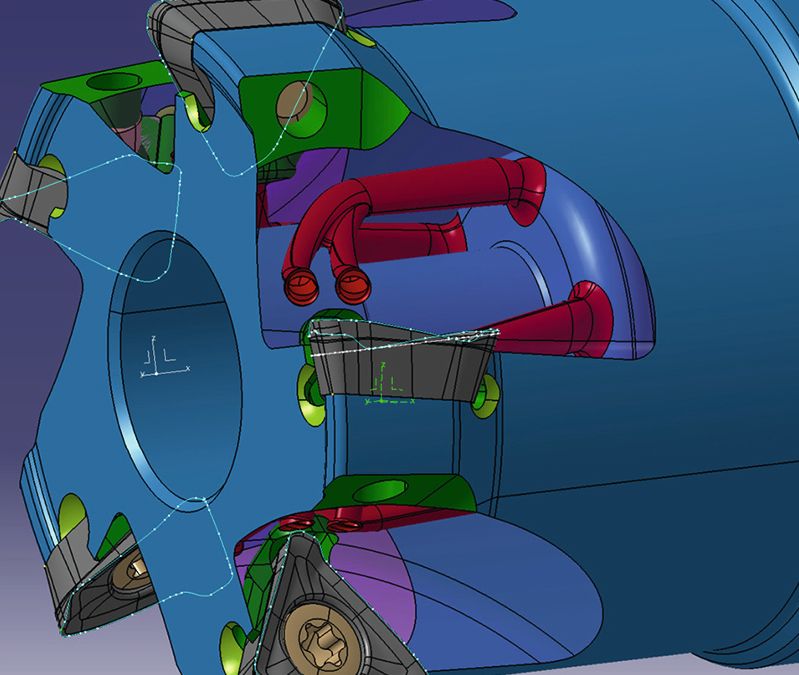
S'ajoute à cela la faible conductivité thermique. La chaleur générée lors de l'usinage est à peine dissipée, mais se concentre dans l'outil et la pièce à usiner. Cela entraîne une augmentation des températures au niveau de la coupe, ce qui réduit encore la durée de vie de l'outil. Parallèlement, l'acier inoxydable présente une forte tendance à la durcissement par déformation : sous la contrainte mécanique, le matériau se durcit davantage pendant le processus d'usinage, ce qui complique la coupe et accélère l'usure de l'outil. Un autre défi est la formation de bavures.
Ils se forment lorsque des particules de matériau s'accumulent sur le tranchant. Cela affecte non seulement la qualité de surface de la pièce, mais augmente également l'usure de l'outil. Ce défi est renforcé par des éléments d'alliage tels que le chrome et le nickel, qui, bien qu'ils assurent une excellente résistance à la corrosion de l'acier inoxydable, rendent également le matériau plus ductile et plus difficile à usiner.
La combinaison fait le tout.
« Lors de la conception d'outils de coupe pour le fraisage, le perçage et le tournage, le type d'acier inoxydable à usiner joue un rôle central », déclare Herbert Volk, Responsable Produit Fraisage chez ISCAR. « Il influence de manière significative quelle combinaison de géométrie de coupe, de matériau de coupe et de type d'alimentation en liquide de refroidissement fonctionne efficacement. »
Pour le traitement de l'acier inoxydable, il est recommandé d'utiliser des outils en coupe en carbure de la qualité IC908, revêtus de TiAlN PVD, ainsi que le matériau de coupe PVD IC608 revêtu d'AlTiCrSiN et l'IC882 à substrat résistant avec revêtement TiSiN PVD et finition de surface. « Ils sont conçus pour des processus avec des vitesses de coupe moyennes à élevées et sont particulièrement résistants à l'usure par entaille et à la formation de bords de coupe », explique Herbert Volk. Frederik Schmalbach, chef de produit des outils non rotatifs chez ISCAR, ajoute : « Pour les processus de tournage dans l'acier inoxydable, il existe également les qualités de matériau de coupe IC1010 et IC1030. Elles sont dotées d'un revêtement AlTiN+TiN, ce qui les rend encore plus résistantes à l'usure et augmente considérablement la durée de vie des systèmes DOGRIP et TANGGRIP. »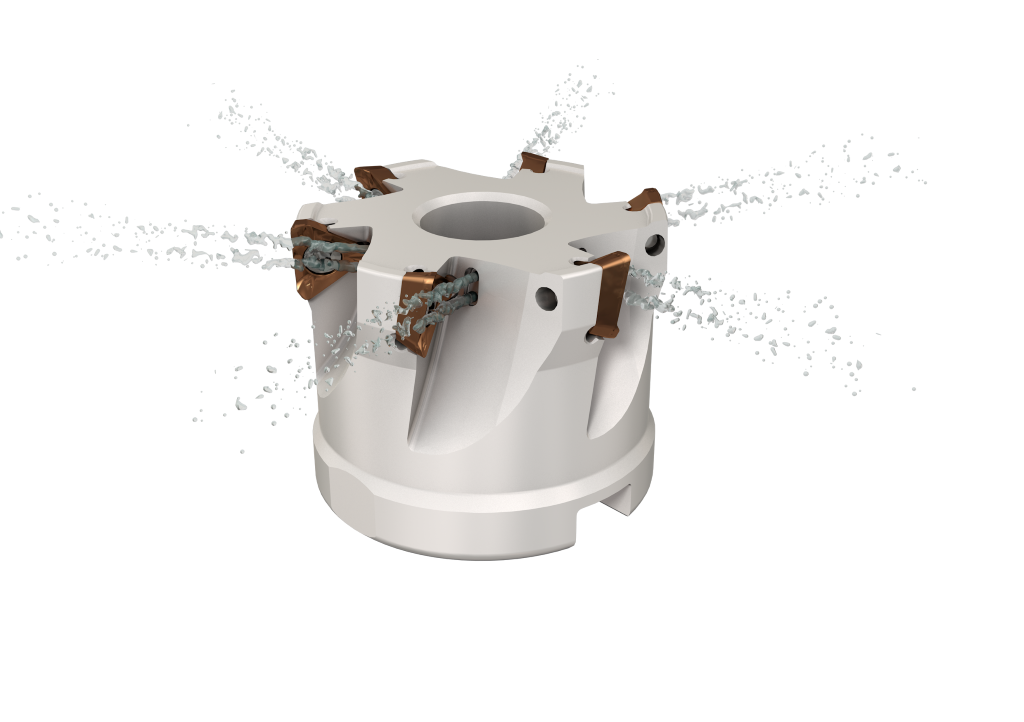
Pour faire face à l'importante entrée de chaleur, préserver les arêtes, augmenter la durée de vie et améliorer le contrôle des copeaux, un refroidissement efficace est nécessaire. « Le refroidissement haute pression avec une alimentation ciblée en liquide de refroidissement directement dans la zone de coupe s'est avéré particulièrement efficace. L'objectif est toujours de refroidir aussi près que possible de chaque arête et d'amener le plus de liquide de refroidissement possible avec une pression maximale très rapidement dans la zone de coupe », déclare Anton Kress, spécialiste produit fraisage chez ISCAR.
Grâce aux procédés d'impression 3D, ISCAR peut optimiser les canaux de refroidissement internes de ses outils et augmenter la pression, le volume et l'efficacité du liquide de refroidissement, par exemple pour les fraises planes et d'angle.
Usinage efficace de l'acier inoxydable en ébauche et en finition
Les fraises à plaquettes et à coins avec un refroidissement optimisé par flux, appelées outils JHP, sont disponibles dans les séries HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG et XQUAD. Les utilisateurs peuvent réaliser des valeurs de coupe plus élevées avec ces outils, ce qui permet des temps d'usinage plus longs, une plus grande sécurité des processus et une augmentation de la durée de vie des outils, tout en réduisant la formation de bavures.
Spécialement conçu pour le fraisage efficace des épaules dans les matériaux ISO-S et ISO-M, ISCAR présente le nouvel outil de fraisage à tige hélicoïdale tangentiel HELITANG-SM. Il est équipé de plaquettes de coupe réversibles nouvellement développées. Les plaquettes de coupe périphériques offrent quatre arêtes de coupe, tandis que les plaquettes de coupe frontales en offrent deux. Leur forme de copeau spéciale assure un excellent contrôle des copeaux. Pour le fraisage de finition des fonds de cavités, le HELITANG peut également être utilisé pour le fraisage en rampe et le fraisage circulaire. Son apport ciblé de liquide de refroidissement amène le liquide directement dans la zone de coupe. Pour une efficacité maximale de l'évacuation de la chaleur, l'outil est équipé de buses de refroidissement interchangeables. Cela permet d'adapter leur diamètre à la capacité de pompage de la machine. L'utilisateur bénéficie d'une très bonne évacuation des copeaux, d'une grande sécurité de processus, de longues durées de vie et d'une qualité d'épaule très élevée. La solution semi-standard est disponible en tant que fraise à emboîtement ainsi qu'en version monobloc, avec un diamètre de 50 millimètres avec quatre et cinq dents, ainsi que dans les diamètres de 63 et 80 millimètres avec respectivement cinq et six dents efficaces.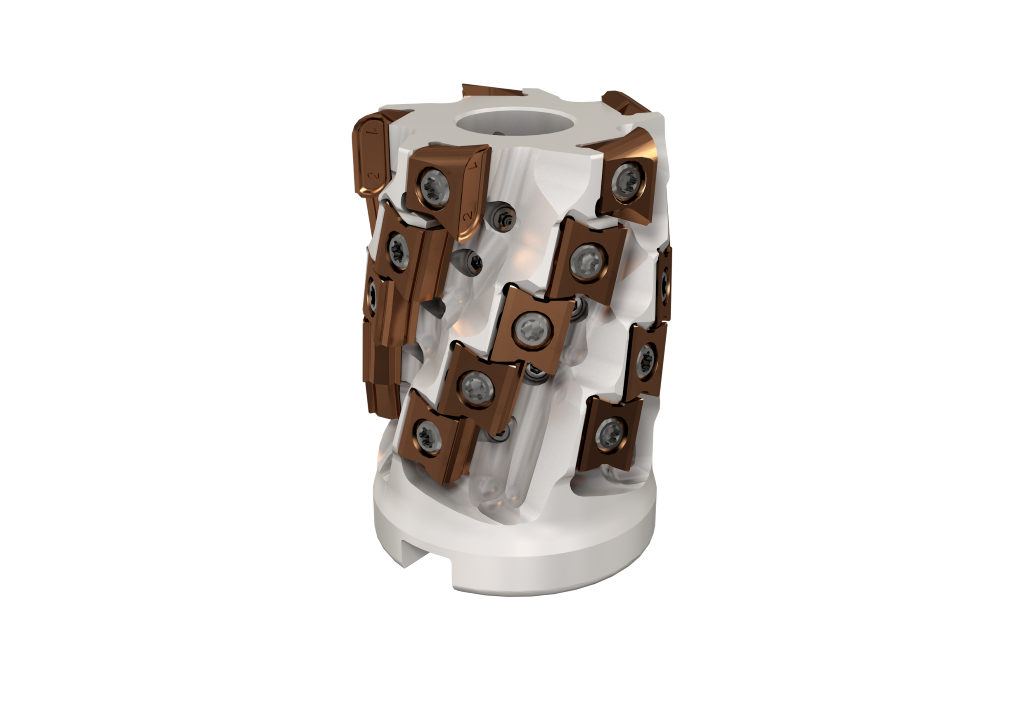
Les fraises en carbure monobloc CHATTERFREE d'ISCAR sont adaptées pour l'ébauche et la finition des matériaux ISO-M et ISO-P. Les outils avec géométrie ECY-S5 possèdent cinq arêtes avec un pas variable et un espace de copeaux supplémentaire. Leurs différents angles de coupe permettent une coupe très douce, le design particulier retarde l'usure et augmente la durée de vie. La géométrie EC-E4M-CF est conçue pour l'usinage moyen et rapide des matériaux ISO-S, -M et -H.
Les fraises à tige hélicoïdale à 38 degrés à quatre arêtes avec un pas variable et de nombreuses variantes de rayon d'angle permettent des profondeurs de coupe allant jusqu'à 2xD. Leur faible débattement et le design CHATTERFREE empêchent les vibrations ou les résonances et permettent d'obtenir des finitions de surface de haute qualité.
« Lors du perçage, du décolletage et du tournage de l'acier inoxydable, les usinages sont confrontés aux mêmes défis que lors de l'usinage fraisage », déclare Herbert Volk. « ISCAR propose également les outils appropriés pour ces processus. »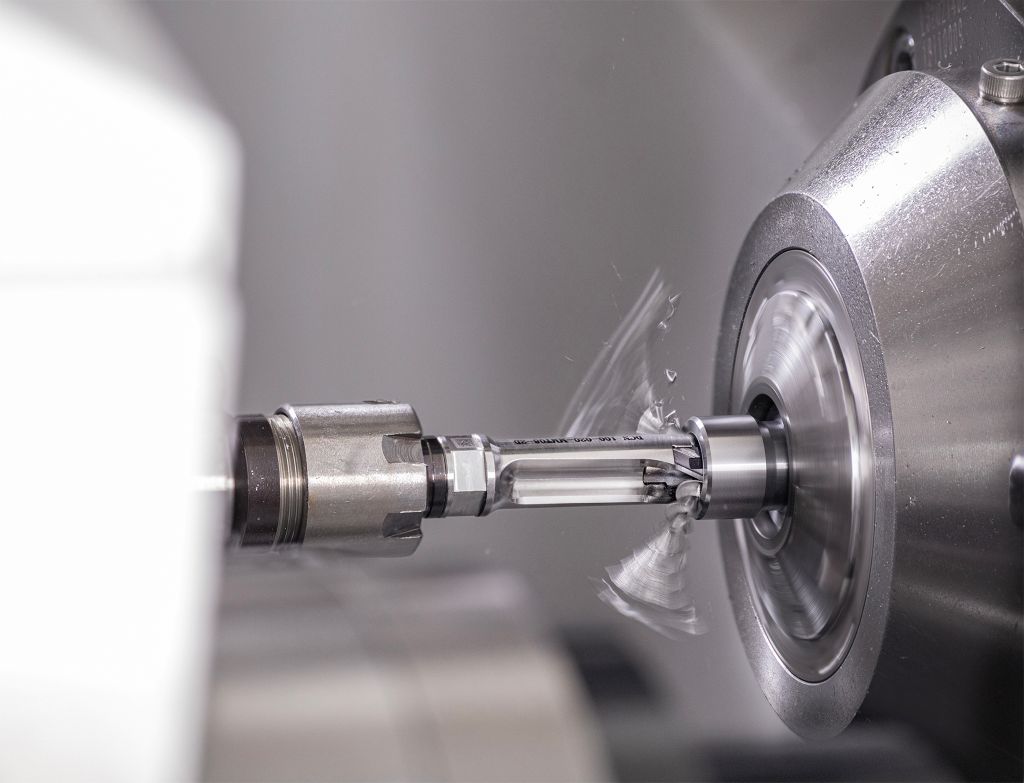
Perçage en toutes profondeurs
« Lors du perçage de l'acier inoxydable, le bon mélange est essentiel », déclare Patrick Muller, chef de produit perçage chez ISCAR. « Pour des résultats convaincants, la combinaison d'un bon refroidissement, du matériau de coupe approprié et de la bonne géométrie des arêtes est décisive. »
Pour les perçages de diamètres de cinq à 32,9 millimètres et de profondeurs allant jusqu'à 12xD dans des matériaux ISO-M et ISO-S, le foret à tête interchangeable SUMOCHAM avec tête de perçage ICM à deux arêtes est le premier choix.
Il possède un angle de pointe de 140 degrés, une phase de protection sur le bord de coupe et est fabriqué à partir de la qualité de grain fin la plus résistante à l'usure, IC908, revêtue de TiAlN PVD. Des canaux de refroidissement internes amènent le liquide de refroidissement directement dans la zone de coupe. Cela optimise l'évacuation de la chaleur et des copeaux, assure des qualités de surface élevées et permet de longues durées de vie.
« Si des perçages plus profonds sont nécessaires, les forets à une lèvre de la famille TRIDEEP sont recommandés », dit Patrick Muller. « En standard, ils sont disponibles en diamètres de huit à 32 millimètres et en longueurs allant jusqu'à 25xD. En tant qu'outil spécial, des longueurs totales allant jusqu'à 4,5 mètres sont également possibles. » Les WSP à trois arêtes spécialement affûtées avec une large phase de finition Wiper et une géométrie de séparation des copeaux assurent des processus stables, évitent les arêtes de coupe et améliorent l'évacuation des copeaux. Les utilisateurs bénéficient, en plus d'une construction économe en ressources et en coûts, de processus efficaces dans les aciers inoxydables.
Le système de foret à tête interchangeable à trois arêtes QUICK3CHAM d'ISCAR fonctionne également parfaitement dans l'acier inoxydable, comme le nouveau foret plat F3B lors du perçage de trous excentrés. La géométrie de la coupe principale avec déflecteur de copeaux affûté produit des segments de copeaux très petits. La coupe secondaire avec Wiper assure une géométrie de perçage optimale et une très bonne qualité de surface.
Tournage et ébauche de l'acier inoxydable
« Lors du tournage de l'acier inoxydable, le refroidissement est l'un des points décisifs », déclare Frederik Schmalbach, chef de produit outils non rotatifs chez ISCAR. C'est pourquoi, par exemple, les porte-outils JETRTURN de la ligne JETCUT d'ISCAR pour les plaquettes de coupe réversibles standard CNMG, WNMG et DNMG ont des canaux de refroidissement intégrés depuis de nombreuses années. « Ainsi, nous maintenons non seulement les WSP de tournage stables, mais nous transportons également le liquide de refroidissement directement dans la zone de coupe », explique le chef de produit.
Pour un tournage économique de l'acier inoxydable, ISCAR a présenté le LOGIQ6TURN dans le cadre de sa campagne d'outils LOGIQUICK. La WSP triangulaire positive avec six arêtes à 55 degrés est adaptée pour le (pré-)finissage des matériaux ISO-M jusqu'à une profondeur de coupe de trois millimètres. Son design spécial avec des brise-copeaux optimisés et un maintien stable permet une coupe douce, réduit les forces exercées, assure une excellente rupture des copeaux et donc d'excellentes qualités de surface.
Grâce à un siège de plaquette TNMG robuste, l'utilisateur peut utiliser la WSP de manière fiable. En combinaison avec le refroidissement directement dans la zone de coupe, la stabilité permet de longues durées de vie. Spécialement pour le travail de miniatures, ISCAR a élargi la famille LOGIQ4TURN avec des WSP à double face de 80 degrés de taille 06. Le maintien en queue d'aronde assure un maintien stable et, associé à la géométrie de brise-copeaux, permet des coupes douces, un très bon contrôle des copeaux et d'excellentes qualités de surface.
Pour un meilleur contrôle des copeaux lors de l'ébauche, ISCAR a élargi les géométries de forme de copeaux possibles pour les inserts de coupe DOGRIP, TANGGRIP et PENTACUT. Ils peuvent désormais également être équipés de formeurs de copeaux T et NX ainsi que du nouveau formateur de copeaux B. Les utilisateurs obtiennent ainsi des copeaux courts et propres. Cela évite les ruptures d'outils et améliore les qualités de surface de la pièce.
Contact :


