


Stainless steel is a technical material of high importance. Because it is corrosion-resistant, products made from this material can be found practically everywhere: in turbomachines and aerospace technology as well as in the oil and gas industry, medical technology, the food industry, or in cookware. However, due to their different properties, machining stainless steels is not trivial.


Not all stainless steel is the same: Depending on the alloy and microstructure, the material can be classified into different groups. This classification determines how well the workpiece material can be machined and which tool is suitable for it. The composition of the alloy and the microstructure are crucial for processing.
Challenges in machining
The highest hurdle is represented by the ISO-S group. It includes highly heat-resistant superalloys as well as titanium and titanium alloys, but also special iron-based alloys. Although these materials are particularly resistant to heat and corrosion, they require maximum precision in tool selection and machining. Ferritic and martensitic stainless steels can be machined similarly well as high-alloy steels, which is why they are classified in the ISO-P group according to ISO 513. In contrast, austenitic, duplex, and PH steels are more challenging and belong to the ISO-M group.
The special physical and chemical properties of austenitic stainless steels place high demands on tools and processes. In particular, the high strength and toughness complicate machining. Stainless steel has enormous tensile strength, which requires great forces during cutting. This puts a lot of stress on the cutting edge and leads to increased tool wear.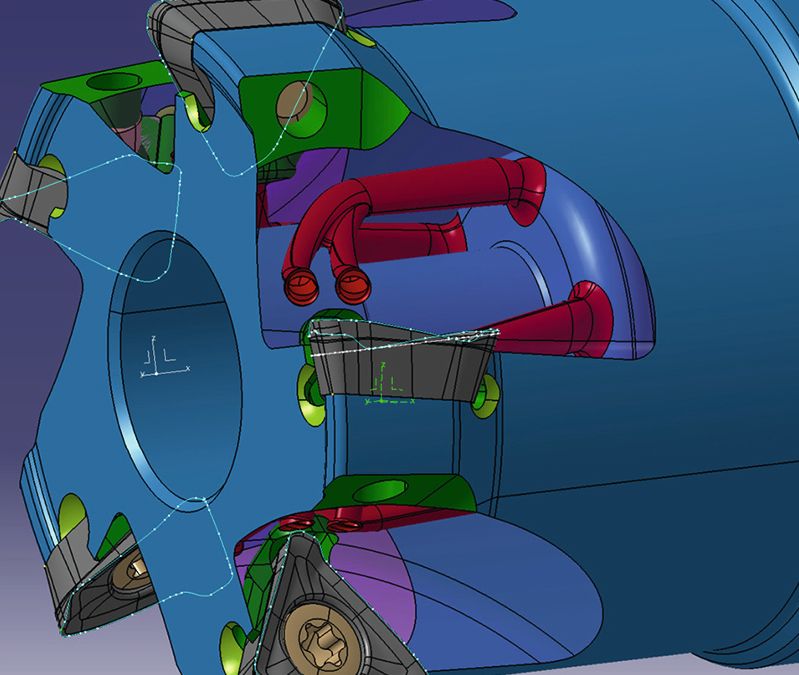
Additionally, there is low thermal conductivity. The heat generated during machining is hardly dissipated but concentrates in the tool and workpiece. This raises temperatures at the cutting edge, further reducing tool life. At the same time, stainless steel shows a pronounced tendency to cold hardening: Under mechanical stress, the material hardens further during the machining process, making cutting more difficult and accelerating tool wear. Another challenge is the formation of built-up edges.
They occur when material particles accumulate on the cutting edge. This not only impairs the surface quality of the workpiece but also increases tool wear. This challenge is exacerbated by alloying elements such as chromium and nickel, which ensure the excellent corrosion resistance of stainless steel but also make the material tougher and more difficult to machine.
It's the combination that counts
"When designing cutting tools for milling, drilling, and turning, the type of stainless steel to be processed plays a central role," says Herbert Volk, Product Manager Milling at ISCAR. "It significantly influences which combination of cutting geometry, cutting material, and type of coolant supply works efficiently."
For stainless steel processing, cutting materials from the TiAlN PVD-coated fine grain type IC908, the AlTiCrSiN coated PVD cutting material IC608, as well as the IC882 from tough substrate with TiSiN PVD coating and surface finishing are recommended. "They are designed for processes with medium to high cutting speeds and are particularly resistant to notch wear and built-up edge formation," explains Herbert Volk. Frederik Schmalbach, Product Manager Non-Rotating Tools at ISCAR, adds, "For turning processes in stainless steel, there are also the cutting material types IC1010 and IC1030. They are equipped with an AlTiN+TiN layer, making them even more wear-resistant and significantly increasing the tool life of DOGRIP and TANGGRIP systems."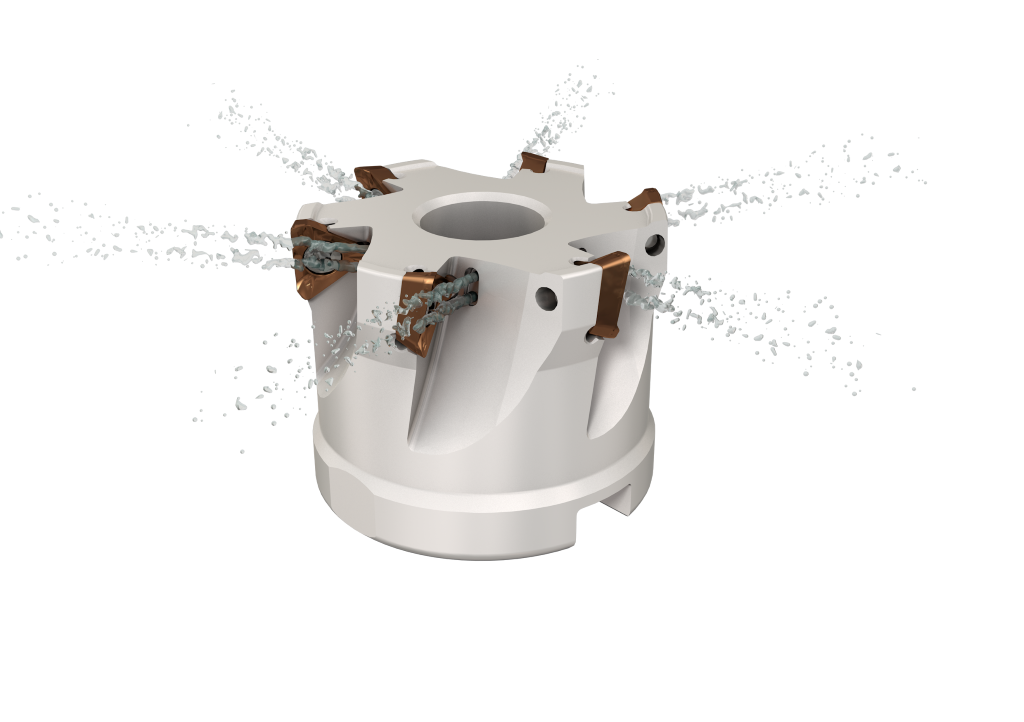
To manage the high heat input, protect the cutting edges, increase tool life, and simultaneously improve chip control, efficient cooling is necessary. "High-pressure cooling with targeted coolant supply directly into the cutting zone has proven to be particularly effective. The goal is always to cool as close as possible to each individual cutting edge and to bring as much coolant as possible with maximum pressure very quickly into the cutting zone," says Anton Kress, Product Specialist Milling at ISCAR.
Thanks to 3D printing processes, ISCAR can optimize the internal coolant channels of its tools for better flow and further increase coolant pressure, quantity, and effectiveness, for example, in face and corner mills.
Efficiently roughing and finishing stainless steel
Face and corner mills with optimized flow and targeted cooling, so-called JHP tools, are available in the HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG, and XQUAD series. Users can achieve higher cutting values with the tools, allowing for longer engagement times, greater process reliability, and increased tool life, while also forming fewer built-up edges.
Specifically for effective roughing of shoulders in ISO-S and ISO-M materials, ISCAR introduces the new tangential end mill HELITANG-SM. It is equipped with newly developed indexable cutting inserts. The peripheral indexable inserts offer four cutting edges, while the face indexable inserts provide two cutting edges. Their special chip former ensures excellent chip control. To finish the base of cavities, the HELITANG can also be used for ramping and circular milling. Its targeted coolant supply brings the coolant directly into the cutting zone. For maximum effectiveness in heat dissipation, the mill has interchangeable coolant nozzles, allowing their diameter to be adjusted to the pump capacity of the machine. The user benefits from very good chip removal, high process reliability, long tool life, and very high shoulder quality. The semi-standard solution is available as a screw-on mill as well as a monoblock variant in a diameter of 50 millimeters with four and five teeth, and in diameters of 63 and 80 millimeters with five and six efficient teeth, respectively.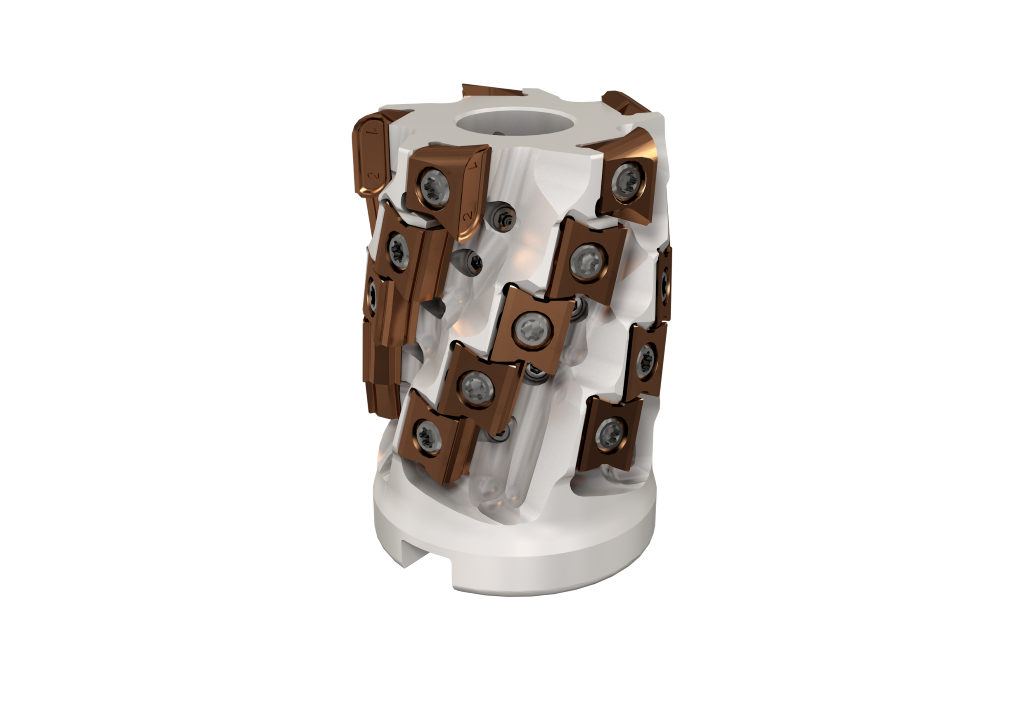
ISCAR's CHATTERFREE solid carbide mills are suitable for roughing and finishing ISO-M and ISO-P materials. The tools with ECY-S5 geometry feature five cutting edges with variable pitch and additional chip space. Their different chip angles allow for a very smooth cut, the special design delays wear and increases tool life. The EC-E4M-CF geometry is designed for medium and fast machining of ISO-S, -M, and -H materials.
The four-flute 38-degree helix end mills with variable pitch and numerous corner radius variants enable cutting depths of up to 2xD. Their low overhang and CHATTERFREE design prevent chatter or vibrations and allow for top surface quality.
"When drilling, turning, and milling stainless steel, machinists face the same challenges as with milling," says Herbert Volk. "ISCAR also has the right tools for these processes in its program."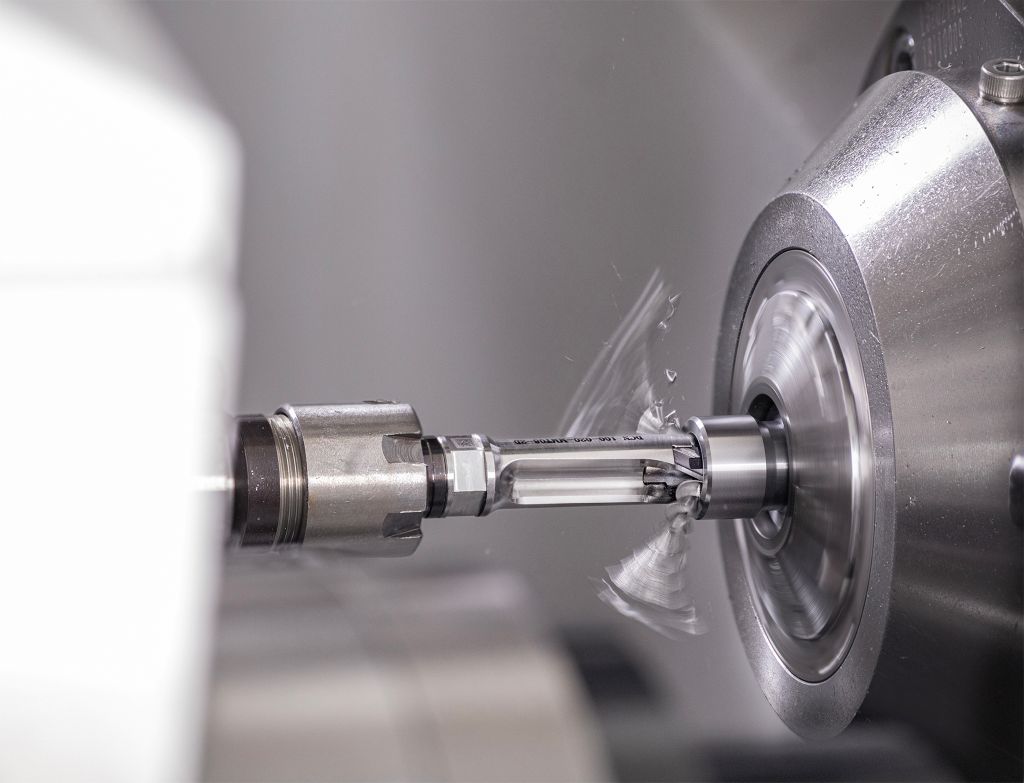
Drilling to all depths
"When drilling stainless steel, the right mix counts," says Patrick Muller, Product Manager Drilling at ISCAR. "For convincing results, the combination of good cooling, the right cutting material, and the correct cutting geometry is crucial."
For holes with diameters from five to 32.9 millimeters and depths up to 12xD in ISO-M and ISO-S materials, the SUMOCHAM exchangeable head drill with a two-edged ICM drill head is the first choice.
It has a point angle of 140 degrees, a protective chamfer on the cutting edge, and is made from the most wear-resistant, TiAlN PVD-coated fine grain type IC908. Internal coolant channels bring the coolant directly into the cutting zone. This optimizes heat dissipation and chip evacuation, ensures high surface qualities, and allows for long tool life.
"For deeper holes, the single-lip deep hole drills from the TRIDEEP family are recommended," says Patrick Muller. "They are available in diameters from eight to 32 millimeters and lengths up to 25xD as standard. As a special tool, total lengths of up to 4.5 meters are also possible." The specially ground three-edged WSP with a wide wiper finishing chamfer and chip breaker geometry ensure stable processes, prevent built-up edges, and improve chip evacuation. Users benefit from resource-saving and cost-effective processes in stainless steels.
ISCAR's three-edged exchangeable head drilling system QUICK3CHAM also works flawlessly in stainless steel, such as the new F3B flat drill head for reaming eccentrically positioned holes. The geometry of the main cutting edge with ground chip deflector produces very small chip segments. The secondary cutting edge with wiper ensures optimal hole geometry and very good surface quality.
Turning and grooving stainless steel
"When turning stainless steel, cooling is one of the decisive factors," says Frederik Schmalbach, Product Manager Non-Rotating Tools at ISCAR. Therefore, for example, the JETRTURN tool holders from ISCAR's JETCUT line for CNMG, WNMG, and DNMG standard indexable inserts have had coolant channels running through the clamping jaws for many years. "This not only stabilizes the turning indexable inserts but also transports the coolant directly into the cutting zone," explains the product manager.
For economical turning of stainless steel, ISCAR introduced the LOGIQ6TURN as part of its LOGIQUICK tool campaign. The triangular, positive indexable insert with six 55-degree cutting edges is suitable for (pre-)finishing ISO-M materials up to a cutting depth of three millimeters. Its special design with optimized chip breakers and stable clamping allows for a smooth cut, reduces the forces occurring, enables very good chip breaking, and thus ensures excellent surface qualities.
Thanks to the robust TNMG insert seat, the user can use the indexable insert safely in the process. In combination with cooling directly in the cutting zone, the stability contributes to long tool life. Specifically for miniature machining, ISCAR has expanded the LOGIQ4TURN family with double-sided 80-degree indexable inserts in size 06. The dovetail clamping ensures a stable seat and, together with the chip breaker geometry, allows for smooth cuts, very good chip control, and excellent surface qualities.
For even better chip control when grooving, ISCAR has expanded the possible chip former geometries for DOGRIP, TANGGRIP, and PENTACUT cutting inserts. They can now also be equipped with T- and NX-chip formers and the new B-chip former. Users achieve short and cleanly curled chips. This prevents tool breakage and increases surface qualities on the workpiece.
Contact:


