


L'acciaio inossidabile è un materiale tecnico di grande valore. Poiché è resistente alla corrosione, i prodotti realizzati con questo materiale si trovano praticamente ovunque: nelle macchine turbocompressori e nella tecnologia aerospaziale, così come nell'industria petrolifera e del gas, nella tecnologia medica, nell'industria alimentare o nelle pentole. Tuttavia, a causa delle loro diverse proprietà, la lavorazione degli acciai inossidabili non è affatto banale.


L'acciaio inossidabile non è uguale all'acciaio inossidabile: a seconda della lega e della struttura, il materiale può essere suddiviso in diversi gruppi. Questa classificazione determina quanto bene il materiale del pezzo da lavorare può essere lavorato e quale utensile è adatto per questo. Decisivi per la lavorazione sono soprattutto la composizione della lega e la struttura del materiale.
Sfide nella lavorazione meccanica
Il gruppo ISO-S rappresenta l'ostacolo più grande. Comprende superleghe altamente resistenti al calore, nonché titanio e leghe di titanio, ma anche leghe speciali a base di ferro. Questi materiali, sebbene particolarmente resistenti al calore e alla corrosione, richiedono la massima precisione nella scelta degli utensili e nella lavorazione. Gli acciai inossidabili ferritici e martensitici possono essere lavorati altrettanto bene quanto gli acciai ad alto legame, motivo per cui sono classificati nel gruppo ISO-P secondo la norma ISO 513. Più impegnativi sono invece gli acciai austenitici, duplex e PH, che appartengono al gruppo ISO-M.
Le particolari proprietà fisiche e chimiche degli acciai inossidabili austenitici pongono elevate esigenze sugli utensili e sui processi. In particolare, l'alta resistenza e la tenacità rendono difficile la lavorazione. L'acciaio inossidabile possiede un'enorme resistenza alla trazione, che richiede grandi forze durante il taglio. Questo grava notevolmente sull'utensile e porta a un aumento dell'usura degli strumenti.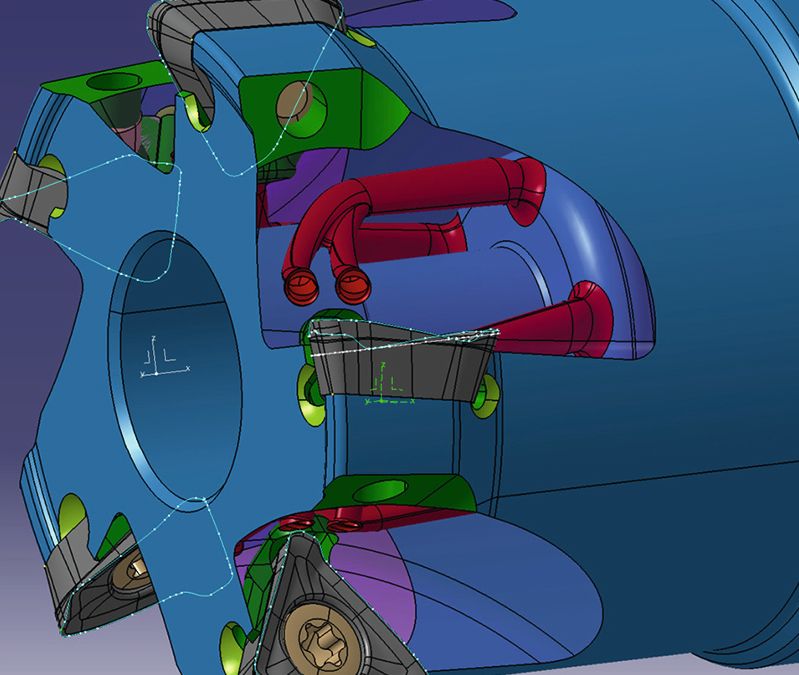
Si aggiunge la bassa conducibilità termica. Il calore generato durante la lavorazione viene scaricato poco, ma si concentra nello strumento e nel pezzo lavorato. Di conseguenza, le temperature all'utensile aumentano, riducendo ulteriormente la durata. Parallelamente, l'acciaio inossidabile mostra una spiccata tendenza alla lavorazione a freddo: sotto il carico meccanico, il materiale si indurisce ulteriormente durante il processo di lavorazione, rendendo il taglio più difficile e accelerando l'usura dell'utensile. Un'altra sfida è la formazione di bordi di costruzione.
Si formano quando le particelle di materiale si accumulano sul tagliente. Questo non solo influisce sulla qualità della superficie del pezzo lavorato, ma aumenta anche l'usura dello strumento. Questa sfida è ulteriormente accentuata dagli elementi leganti come cromo e nichel, che, sebbene garantiscano un'eccellente resistenza alla corrosione dell'acciaio inossidabile, rendono il materiale più tenace e difficile da lavorare.
La combinazione fa la differenza.
„Nella progettazione di utensili da taglio per fresatura, foratura e tornitura, il tipo di acciaio inossidabile da lavorare gioca un ruolo centrale“, afferma Herbert Volk, Product Manager Milling di ISCAR. „Influenza in modo significativo quale combinazione di geometria della lama, materiale da taglio e tipo di alimentazione del refrigerante funziona in modo efficiente.“
Per la lavorazione dell'acciaio inossidabile si raccomandano le lame in carburo fine rivestite in TiAlN PVD di tipo IC908, il materiale da taglio PVD IC608 rivestito in AlTiCrSiN, così come l'IC882 con substrato tenace e rivestimento PVD in TiSiN e finitura superficiale. "Sono progettate per processi con velocità di taglio media e alta e sono particolarmente resistenti all'usura da intaglio e alla formazione di bave", spiega Herbert Volk. Frederik Schmalbach, Product Manager Non-Rotating Tools presso ISCAR, aggiunge: "Per i processi di tornitura nell'acciaio inossidabile ci sono inoltre i materiali da taglio IC1010 e IC1030. Sono dotati di uno strato in AlTiN+TiN che li rende ancora più resistenti all'usura e aumenta notevolmente la durata degli sistemi DOGRIP e TANGGRIP."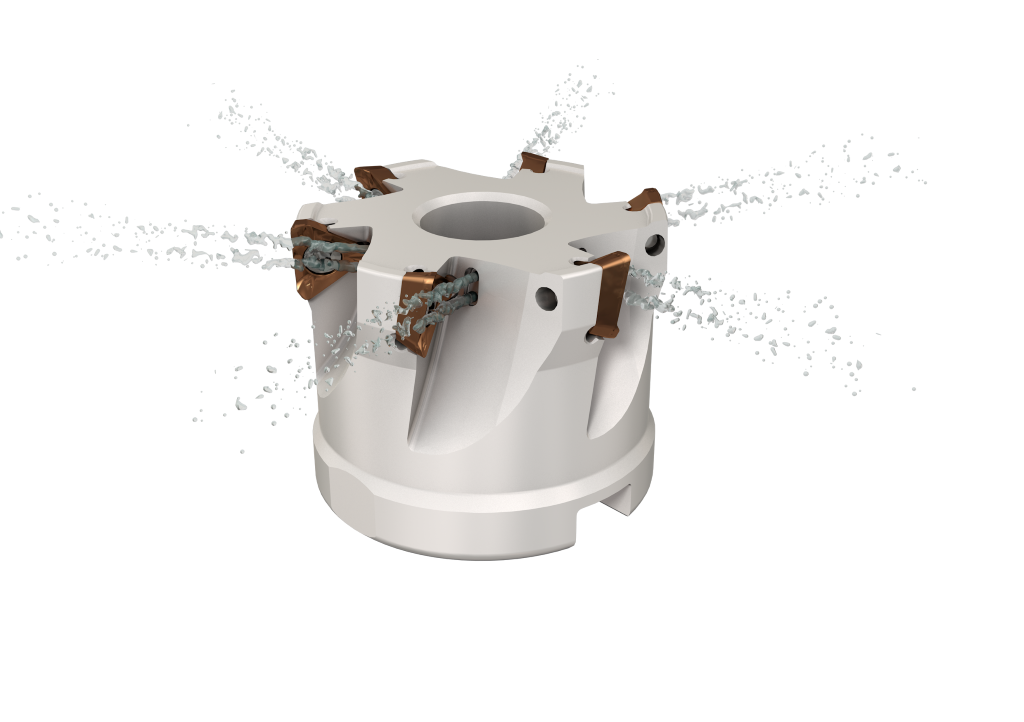
Per affrontare l'elevato apporto di calore, proteggere le lame, aumentare la durata degli utensili e migliorare al contempo il controllo dei trucioli, è necessaria un'efficiente refrigerazione. "La refrigerazione ad alta pressione con fornitura mirata del fluido refrigerante direttamente nella zona di taglio si è dimostrata particolarmente efficace. L'obiettivo è sempre quello di raffreddare il più vicino possibile a ciascun singolo tagliente e di portare il maggior quantitativo di fluido refrigerante possibile con la massima pressione molto rapidamente nella zona di taglio", afferma Anton Kress, specialista di prodotto fresatura presso ISCAR.
Grazie ai processi di stampa 3D, ISCAR può ottimizzare il flusso dei canali interni di raffreddamento nei suoi utensili e aumentare ulteriormente la pressione, la quantità e l'efficacia del refrigerante, ad esempio nei fresatori piani e angolari.
Lavorazione efficiente dell'acciaio inossidabile per sgrossatura e finitura.
Fresatrici a disco e a angolo con raffreddamento ottimizzato per il flusso, i cosiddetti strumenti JHP, sono disponibili nelle serie HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG e XQUAD. Gli utenti possono realizzare valori di taglio più elevati con questi strumenti, è possibile ottenere tempi di intervento più lunghi, raggiungono una maggiore sicurezza del processo e aumentano la durata degli utensili, inoltre si formano meno bave.
Specificamente per la lavorazione efficace delle spalle in materiali ISO-S e ISO-M, ISCAR presenta il nuovo fresatore tangenziale a gambo elicoidale HELITANG-SM. È dotato di inserti intercambiabili appositamente sviluppati. Gli inserti per la lavorazione perimetrale offrono quattro, mentre gli inserti per la lavorazione frontale ne offrono due. Il suo speciale formador di trucioli garantisce un eccellente controllo dei trucioli. Per completare la lavorazione delle cavità, il HELITANG può essere utilizzato anche per fresature a rampa e fresature circolari. Il suo sistema di raffreddamento mirato porta il refrigerante direttamente nella zona di taglio. Per massimizzare l'efficacia dello smaltimento del calore, il fresatore è dotato di ugelli di raffreddamento intercambiabili, che consentono di adattare il diametro alla capacità di pompaggio della macchina. L'utente beneficia di un'ottima evacuazione dei trucioli, elevata sicurezza del processo, lunghe durate di utilizzo e qualità molto elevata delle spalle. La soluzione semistandard è disponibile come fresatore a innesto e come variante monoblocco con diametro di 50 millimetri con quattro e cinque denti, e nei diametri di 63 e 80 millimetri con rispettivamente cinque e sei denti efficienti.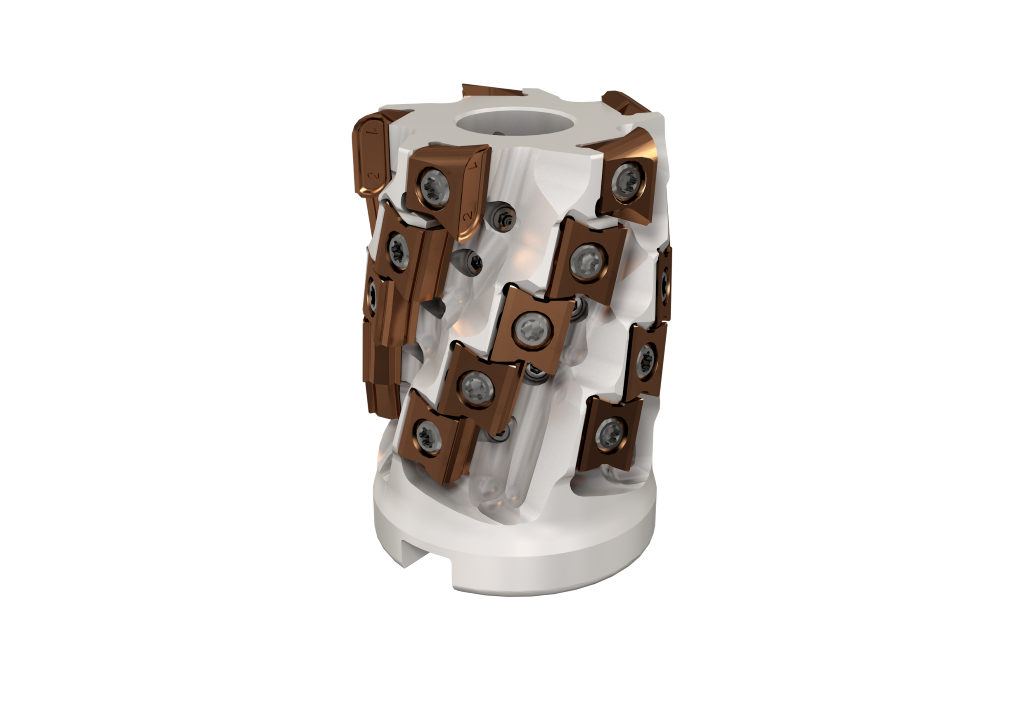
I fresatori in metallo duro CHATTERFREE di ISCAR sono adatti per la sgrossatura e la finitura di materiali ISO-M e ISO-P. Gli utensili con geometria ECY-S5 possiedono cinque taglienti con passo variabile e spazio truciolo aggiuntivo. I loro angoli di taglio differenti consentono un taglio molto morbido, il design particolare ritarda l'usura e aumenta la durata. La geometria EC-E4M-CF è progettata per la lavorazione media e rapida di materiali ISO-S, -M e -H.
I fresatori a gambo con elica a 38 gradi e quattro taglienti, dotati di passo variabile e numerose varianti di raggio d'angolo, consentono profondità di taglio fino a 2xD. Il loro ridotto sporgere e il design CHATTERFREE prevengono vibrazioni o ronzio, garantendo ottime finiture superficiali.
"Durante la foratura, la tornitura e la fresatura dell'acciaio inossidabile, i tornitori si trovano di fronte alle stesse sfide che affrontano nella fresatura", afferma Herbert Volk. "Anche per questi processi, ISCAR ha gli strumenti adatti nel programma."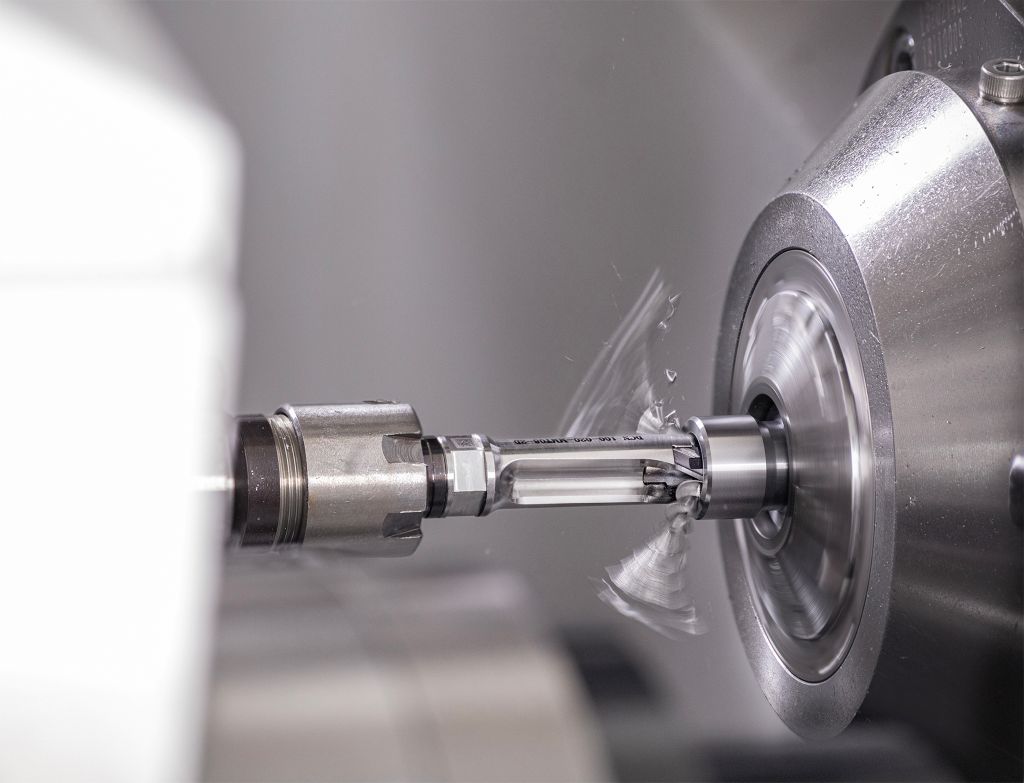
Forare a tutte le profondità
„Quando si forano acciai inossidabili, la giusta miscela è fondamentale“, afferma Patrick Muller, Product Manager Drilling di ISCAR. „Per risultati convincenti, la combinazione di un buon raffreddamento, del materiale da taglio adeguato e della geometria della lama corretta è decisiva.“
Per fori con diametri da cinque a 32,9 millimetri e profondità fino a 12xD in materiali ISO-M e ISO-S, il trapano intercambiabile SUMOCHAM con punta di foratura ICM a due taglienti è la scelta migliore.
Ha un angolo di punta di 140 gradi, una fase di protezione sul bordo di taglio ed è realizzato con la varietà di grano fine IC908, rivestita in TiAlN PVD, la più resistente all'usura. I canali di raffreddamento interni portano il refrigerante direttamente nella zona di taglio. Questo ottimizza la dissipazione del calore e l'evacuazione dei trucioli, garantendo elevate qualità superficiali e consentendo tempi di vita lunghi.
„Se sono necessari fori più profondi, i trapani a singolo tagliente della famiglia TRIDEEP sono la soluzione ideale“, afferma Patrick Muller. „Di serie sono disponibili in diametri da otto a 32 millimetri e lunghezze fino a 25xD. Come utensile speciale, sono possibili anche lunghezze totali fino a 4,5 metri.“ I WSP a tre taglienti, appositamente affilati, con ampia fase di finitura Wiper e geometria di separazione dei trucioli garantiscono processi stabili, evitano la formazione di bordi di attacco e migliorano l'evacuazione dei trucioli. Gli utenti beneficiano, oltre alla costruzione economica e sostenibile, di processi efficienti negli acciai inossidabili.
Anche il sistema di trapano intercambiabile a tre taglienti QUICK3CHAM di ISCAR funziona perfettamente in acciaio inossidabile, come il nuovo trapano piatto F3B per forare anche fori posizionati eccentricamente. La geometria del tagliente principale con deflettore per trucioli affilato produce segmenti di truciolo molto piccoli. Il tagliente secondario con Wiper garantisce una geometria di foratura ottimale e una qualità superficiale molto buona.
Tornitura e fresatura di acciai inossidabili
„Quando si torna in acciaio inossidabile, il raffreddamento è uno dei punti decisivi“, afferma Frederik Schmalbach, Product Manager Non-Rotating Tools di ISCAR. Pertanto, ad esempio, nei portautensili JETRTURN della linea JETCUT di ISCAR per inserti standard CNMG, WNMG e DNMG, i canali di raffreddamento sono presenti da molti anni attraverso le ganasce di serraggio. „In questo modo non solo fissiamo stabilmente gli inserti di tornitura, ma trasportiamo anche il refrigerante direttamente nella zona di taglio“, spiega il product manager.
Per una tornitura economica dell'acciaio inossidabile, ISCAR ha presentato il LOGIQ6TURN nell'ambito della sua campagna di utensili LOGIQUICK. L'inserto a forma triangolare e positiva con sei lame a 55 gradi è adatto per la (pre)finitura di materiali ISO-M fino a una profondità di taglio di tre millimetri. Il suo design speciale con frantumatori di trucioli ottimizzati e serraggio stabile consente un taglio morbido, riduce le forze che si sviluppano, garantisce una buona frantumazione dei trucioli e quindi eccellenti qualità superficiali.
Grazie al robusto sedile per inserti TNMG, l'utente può utilizzare l'inserto in modo sicuro nel processo. In combinazione con il raffreddamento direttamente nella zona di taglio, la stabilità consente tempi di vita lunghi. Specificamente per la lavorazione in miniatura, ISCAR ha ampliato la famiglia LOGIQ4TURN con inserti a doppio lato da 80 gradi di dimensione 06. Il serraggio a coda di rondine garantisce un fissaggio stabile e, insieme alla geometria del frantumatore di trucioli, consente tagli morbidi, un'ottima gestione dei trucioli e eccellenti qualità superficiali.
Per un controllo ancora migliore dei trucioli durante la fresatura, ISCAR ha ampliato le geometrie dei frantumatori di trucioli per inserti DOGRIP, TANGGRIP e PENTACUT. Possono ora essere dotati anche di frantumatori di trucioli T e NX e del nuovo frantumatore di trucioli B. Gli utenti ottengono così trucioli corti e ben formati. Questo previene rotture degli utensili e aumenta le qualità superficiali del componente.
Contatto:


