


Oțelul inoxidabil este un material tehnic de mare valoare. Deoarece sunt rezistente la coroziune, produsele din acest material se găsesc practic peste tot: în turbomașini și în tehnologia aerospațială, la fel ca în industria petrolului și gazului, tehnologia medicală, industria alimentară sau în vasele de gătit. Datorită proprietăților lor diferite, prelucrarea oțelurilor inoxidabile nu este deloc trivială.


Oțelul inoxidabil nu este același lucru cu oțelul inoxidabil: În funcție de aliaj și structură, materialul poate fi împărțit în diferite grupuri. Această clasificare determină cât de bine poate fi prelucrat materialul piesei de lucru și ce unelte sunt potrivite pentru aceasta. Decisiv pentru prelucrare sunt în special compoziția aliajului și structura microcristalină.
Provocări în prelucrarea prin așchiere
Cea mai mare provocare o reprezintă grupul ISO-S. Acesta include superaliaje rezistente la temperaturi ridicate, precum și titan și aliaje de titan, dar și aliaje speciale pe bază de fier. Aceste materiale sunt într-adevăr foarte rezistente la căldură și coroziune, dar necesită o precizie maximă în alegerea uneltelor și în procesul de prelucrare. Oțelurile inoxidabile feritice și martensitice pot fi prelucrate la fel de bine ca oțelurile cu conținut ridicat de aliaje, motiv pentru care sunt clasificate conform ISO 513 în grupul ISO-P. În schimb, oțelurile austenitice, duplexe și PH sunt mai dificile de prelucrat și fac parte din grupul ISO-M.
Proprietățile fizice și chimice speciale ale oțelurilor inoxidabile austenitice impun cerințe ridicate pentru unelte și procese. În special, rezistența mare și tenacitatea îngreunează prelucrarea. Oțelul inoxidabil are o rezistență la tracțiune enormă, care necesită forțe mari în timpul tăierii. Aceasta suprasolicită muchia tăietoare și duce la o uzură crescută a uneltelor.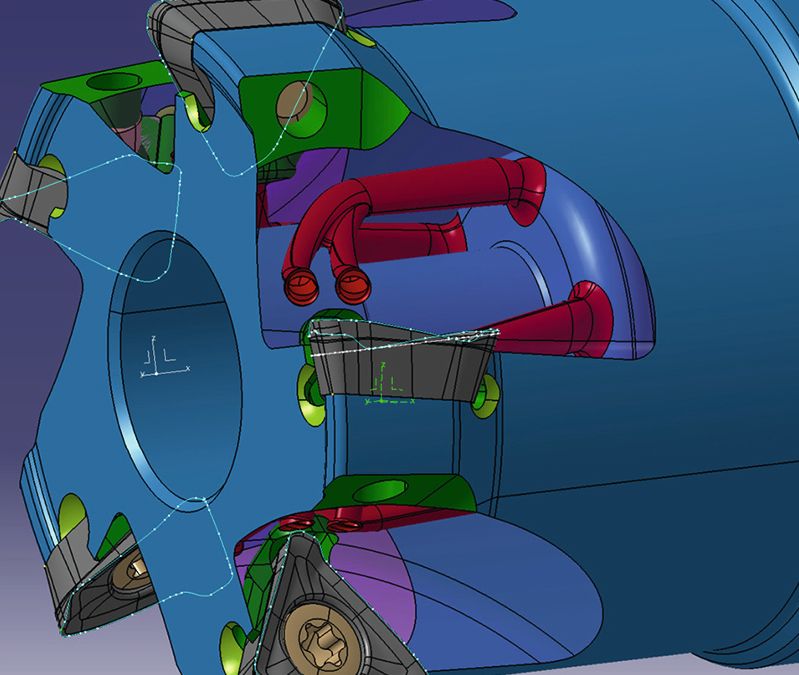
Se adaugă la aceasta conductivitatea termică scăzută. Căldura generată în timpul prelucrării este aproape deloc disipată, ci se concentrează în unelte și piesa de prelucrat. Aceasta duce la creșterea temperaturilor la tăiș, ceea ce reduce și mai mult durata de viață a uneltei. În paralel, oțelul inoxidabil prezintă o tendință pronunțată de întărire la rece: sub sarcina mecanică, materialul se întărește în continuare în timpul procesului de prelucrare, ceea ce îngreunează tăierea și accelerează uzura uneltei. O altă provocare este formarea de margini de acumulare.
Acestea apar atunci când particulele de material se depun pe tăiș. Acest lucru afectează nu doar calitatea suprafeței piesei de prelucrat, ci crește și uzura uneltei. Această provocare este amplificată de elementele legate, cum ar fi cromul și nichelul, care, deși asigură o excelentă rezistență la coroziune a oțelului inoxidabil, fac materialul mai dur și mai greu de prelucrat.
Combinația face totul.
„În proiectarea uneltelor de prelucrare prin așchiere pentru frezare, găurire și strunjire, tipul de oțel inoxidabil care urmează să fie prelucrat joacă un rol central“, spune Herbert Volk, Manager de Produs Frezare la ISCAR. „Acesta influențează în mod semnificativ ce combinație de geometrie a tăișului, material de tăiere și tip de alimentare cu lichid de răcire funcționează eficient.”
Pentru prelucrarea oțelului inoxidabil, se recomandă uneltele din sortimentul de granule fine IC908, acoperite cu PVD TiAlN, precum și materialul de tăiere PVD IC608, acoperit cu AlTiCrSiN, și IC882, dintr-un substrat rezistent, cu acoperire PVD TiSiN și finisare a suprafeței. „Acestea sunt concepute pentru procese cu viteză medie până la mare de tăiere și sunt deosebit de rezistente la uzura prin crăpătură și formarea de margini de acumulare”, explică Herbert Volk. Frederik Schmalbach, manager de produs pentru uneltele non-rotative la ISCAR, completează: „Pentru procesele de tăiere în oțel inoxidabil, există de asemenea sortimentele de material de tăiere IC1010 și IC1030. Acestea sunt dotate cu un strat AlTiN+TiN, care le face și mai rezistente la uzură și crește semnificativ durata de viață a sistemelor DOGRIP și TANGGRIP.”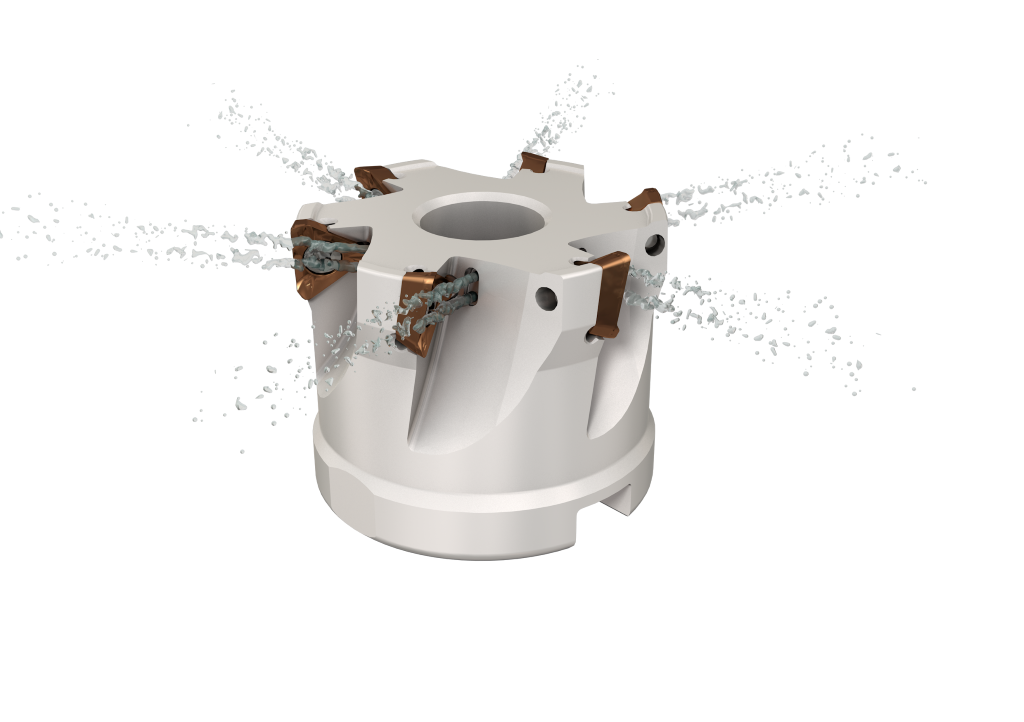
Pentru a face față aportului ridicat de căldură, a proteja tăișurile, a crește durata de viață și, în același timp, a îmbunătăți controlul așchiilor, este necesară o răcire eficientă. „Răcirea cu presiune înaltă, cu alimentare direcționată a fluidului de răcire direct în zona de tăiere, s-a dovedit a fi deosebit de eficientă. Scopul este întotdeauna de a răci cât mai aproape de fiecare tăiș în parte și de a aduce cât mai mult fluid de răcire posibil, cu o presiune maximă, foarte repede în zona de tăiere”, spune Anton Kress, specialist în produse frezare la ISCAR.
Datorită tehnologiilor de imprimare 3D, ISCAR poate optimiza fluxul în canalele interne de răcire ale uneltelor sale și poate crește presiunea, cantitatea și eficiența fluidului de răcire, de exemplu, în cazul frezelor plane și cu colțuri.
Prelucrarea eficientă a oțelului inoxidabil prin șlefuire și finisare.
Frezare cu plan și colț, cu răcire optimizată prin flux, denumite unelte JHP, sunt disponibile în seriile HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG și XQUAD. Utilizatorii pot obține valori de tăiere mai mari cu aceste unelte, se pot realiza timpi de intervenție mai lungi, se atinge o mai mare siguranță a procesului și se îmbunătățește durata de viață, în plus, se formează mai puține margini de acumulare.
Special pentru prelucrarea eficientă a umerilor în materiale ISO-S și ISO-M, ISCAR prezintă noul frezor cu arbore tangential HELITANG-SM. Acesta este echipat cu plăci de tăiere schimbabile, dezvoltate recent. Plăcile de tăiere circumferentiale oferă patru, iar plăcile de tăiere frontale două margini de tăiere. Forma specială a așchiilor asigură un control excelent al așchiilor. Pentru a finaliza prelucrarea cavităților, HELITANG poate fi utilizat și pentru frezarea în rampă și frezarea circulară prin forare. Alimentarea direcționată a lichidului de răcire aduce lichidul direct în zona de tăiere. Pentru a maximiza eficiența disipării căldurii, frezorul dispune de duze de răcire interschimbabile. Astfel, diametrul acestora poate fi ajustat în funcție de capacitatea de pompare a mașinii. Utilizatorul beneficiază de o evacuare foarte bună a așchiilor, o siguranță ridicată a procesului, durate lungi de utilizare și o calitate foarte înaltă a umerilor. Soluția semistandard este disponibilă ca frezor cu montare pe arbore, precum și în variantă monobloc, cu diametrul de 50 milimetri cu patru și cinci dinți, precum și în diametrele de 63 și 80 milimetri cu câte cinci și șase dinți eficienți.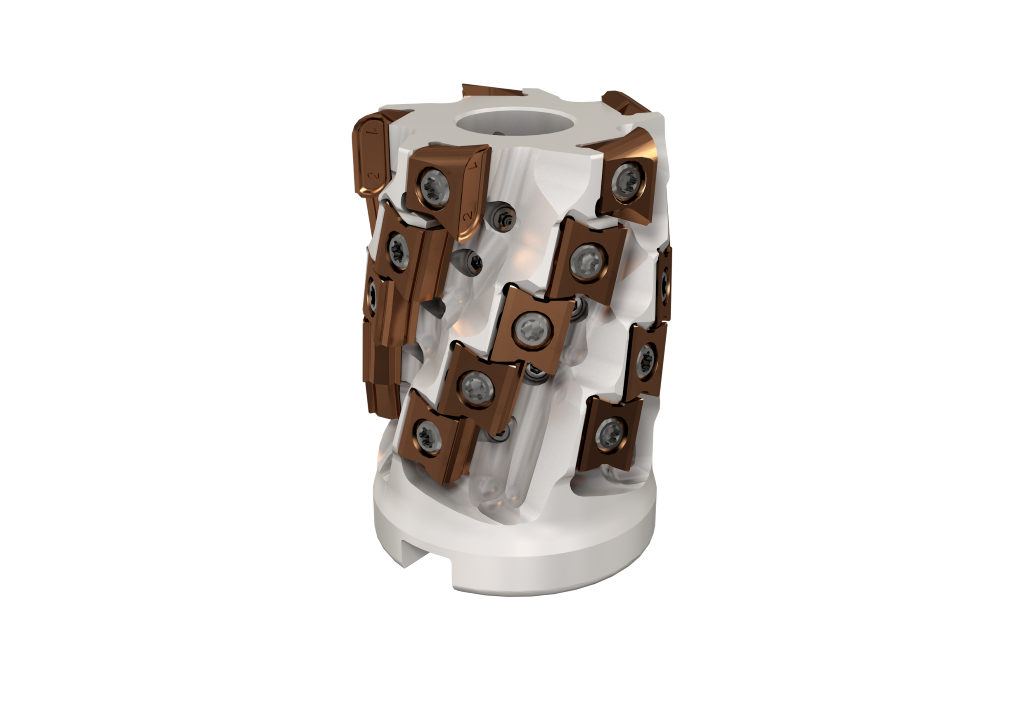
Frezurile din carbide integral CHATTERFREE de la ISCAR sunt potrivite pentru prelucrarea brută și finisarea materialelor ISO-M și ISO-P. Uneltele cu geometria ECY-S5 au cinci tăișuri cu pas variabil și un spațiu suplimentar pentru așchii. Unghiurile lor de așchiere diferite permit o tăiere foarte fină, iar designul special întârzie uzura și crește durata de viață. Geometria EC-E4M-CF este concepută pentru prelucrarea medie și rapidă a materialelor ISO-S, -M și -H.
Frezurile cu arbore cu patru tăișuri și helică de 38 de grade, cu pas variabil și numeroase variante de rază de colț, permit adâncimi de tăiere de până la 2xD. Proiectarea lor cu o ieșire mică și designul CHATTERFREE previn zgomotele sau vibrațiile și permit obținerea unor calități excelente ale suprafeței.
„La forarea, tăierea și strunjirea oțelului inoxidabil, prelucrătorii se confruntă cu aceleași provocări ca și la frezare“, spune Herbert Volk. „De asemenea, pentru aceste procese, ISCAR are unelte potrivite în program.“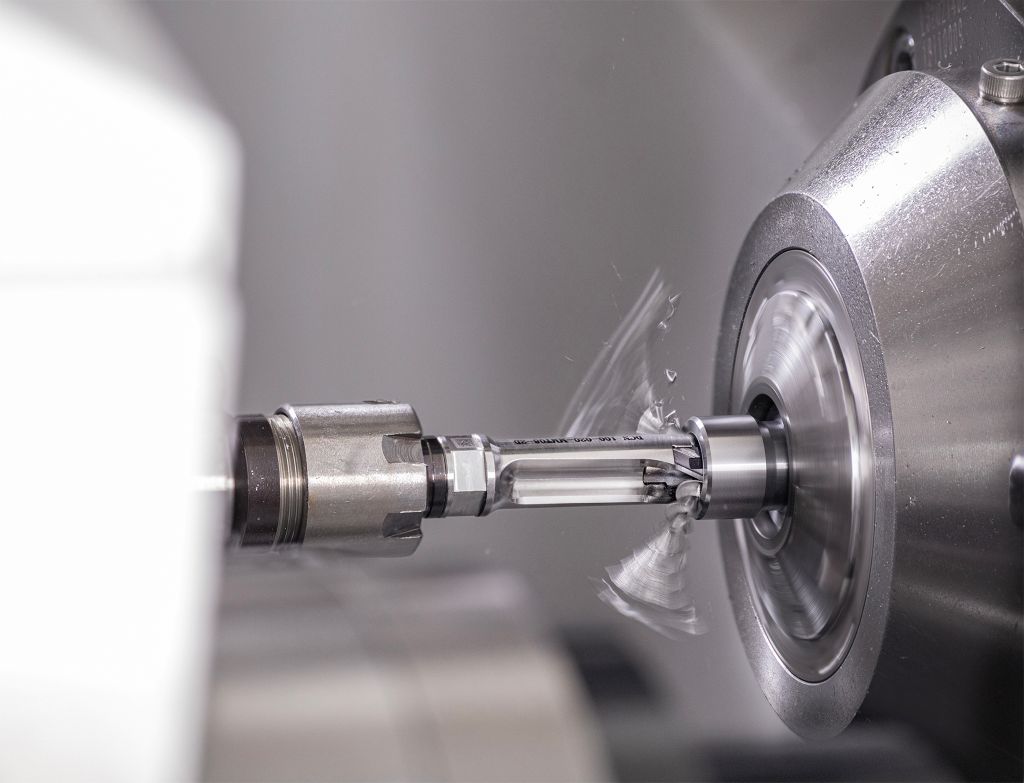
Găurire în toate adâncimile
„Atunci când se forează oțel inoxidabil, contează amestecul corect“, spune Patrick Muller, Manager de Produs pentru Foraj la ISCAR. „Pentru rezultate convingătoare, combinația dintre o răcire bună, materialul de tăiere potrivit și geometria corectă a tăișului este esențială.”
Pentru găuri cu diametre de la cinci la 32,9 milimetri și adâncimi de până la 12xD în materiale ISO-M și ISO-S, burghiul cu cap schimbabil SUMOCHAM cu cap de foraj ICM cu două tăișuri este alegerea ideală.
Are o un unghi de vârf de 140 de grade, o fază de protecție la marginea de tăiere și este fabricat din sortimentul de granule fine IC908, acoperit cu TiAlN PVD, rezistent la uzură. Canalele interne de răcire aduc fluidul de răcire direct în zona de tăiere. Aceasta optimizează disiparea căldurii și evacuarea chipsurilor, asigurând calități superioare ale suprafeței și permițând timpi de funcționare îndelungați.
„Dacă sunt necesare găuri mai adânci, se recomandă burghiele adânci cu un singur vârf din familia TRIDEEP“, spune Patrick Muller. „În standard, acestea sunt disponibile în diametre de la opt la 32 de milimetri și lungimi de până la 25xD. Ca unelte speciale, sunt posibile și lungimi totale de până la 4,5 metri.“ WSP-urile cu trei tăișuri, special ascuțite, cu fază de finisare Wiper lată și geometrie de distribuție a așchiilor asigură procese stabile, evită formarea de așchii de acumulare și îmbunătățesc evacuarea așchiilor. Utilizatorii beneficiază, pe lângă construcția care economisește resurse și costuri, de procese eficiente în oțeluri inoxidabile.
De asemenea, sistemul de foraj cu cap de schimb QUICK3CHAM de la ISCAR, cu trei tăișuri, funcționează perfect în oțel inoxidabil, cum ar fi noul cap de foraj F3B, la extinderea găurilor plasate excentric. Geometria tăișului principal cu deflector de așchii șlefuit generează segmente de așchii foarte mici. Tăișul secundar cu Wiper asigură o geometrie optimă a găurii și o calitate foarte bună a suprafeței.
Turnare și tăierea oțelului inoxidabil
„Atunci când se prelucrează oțel inoxidabil prin strunjire, răcirea este unul dintre punctele decisive“, spune Frederik Schmalbach, manager de produs pentru unelte non-rotative la ISCAR. De aceea, de exemplu, la suporturile de unelte JETRTURN din linia JETCUT a ISCAR pentru plăci de tăiere standard CNMG, WNMG și DNMG, canalele de răcire au fost integrate de mulți ani în prinderile de fixare. „Astfel, nu doar că fixăm stabil plăcile de tăiere pentru strunjire, dar transportăm de asemenea răcitorul direct în zona de tăiere“, explică managerul de produs.
Pentru prelucrarea economică a oțelului inoxidabil, ISCAR a prezentat în cadrul campaniei sale de unelte LOGIQUICK LOGIQ6TURN. WSP-ul triunghiular, pozitiv, cu șase tăișuri de 55 de grade este potrivit pentru (pre)finisarea materialelor ISO-M până la o adâncime de tăiere de trei milimetri. Designul său special, cu rupătoare de așchii optimizate și o prindere stabilă, permite o tăiere lină, reduce forțele generate, facilitează o rupere foarte bună a așchiilor și, astfel, oferă calități excelente ale suprafeței.
Datorită suportului robust pentru plăcuțele TNMG, utilizatorul poate utiliza WSP în condiții de siguranță procesuală. În combinație cu răcirea direct în zona de tăiere, stabilitatea contribuie la durate lungi de utilizare. Special pentru prelucrarea miniaturală, ISCAR a extins familia LOGIQ4TURN cu WSP cu două fețe de 80 de grade în dimensiunea 06. Sistemul de prindere în formă de coadă de rândunică asigură o fixare stabilă și, împreună cu geometria de rupere a așchiilor, permite tăieri fine, un control excelent al așchiilor și calități superioare ale suprafeței.
Pentru un control și mai bun al așchiilor la tăiere, ISCAR a extins geometria posibilelor forme de așchii pentru plăcuțele de tăiere DOGRIP, TANGGRIP și PENTACUT. Acestea pot fi acum echipate și cu forme de așchii T și NX, precum și cu noua formă de așchii B. Utilizatorii obțin astfel așchii scurte și curat strânse. Aceasta previne ruperea uneltelor și crește calitatea suprafeței piesei.
Contact:


