


A rozsdamentes acél egy technikai anyag, amelynek nagy jelentősége van. Mivel korrózióállóak, ezekből az anyagokból készült termékek szinte mindenhol megtalálhatók: turbógépekben és a légi- és űrtechnológiában, valamint az olaj- és gáziparban, az orvostechnikában, az élelmiszeriparban vagy a főzőedényekben. Különböző tulajdonságaik miatt a rozsdamentes acélok megmunkálása azonban nem teljesen triviális.


A rozsdamentes acél nem egyenlő a rozsdamentes acéllal: Az ötvözet és a szerkezet függvényében az anyag különböző csoportokba sorolható. Ez a klasszifikáció határozza meg, hogy mennyire jól megmunkálható az alkatrész anyaga, és mely szerszámok alkalmasak erre. A megmunkálás szempontjából döntő jelentőségű az ötvözet összetétele és a szerkezeti felépítés.
A forgácsolás kihívásai
A legmagasabb akadályt az ISO-S csoport jelenti. Ez magában foglalja a magas hőállóságú szuperötvözeteket, valamint titánt és titánötvözeteket, de speciális vasalapú ötvözeteket is. Ezek az anyagok bár különösen ellenállóak a hővel és a korrózióval szemben, maximális precizitást igényelnek a szerszámválasztás és a forgácsolás során. A ferrites és martenzites rozsdamentes acélok hasonlóan jól megmunkálhatók, mint a magas ötvözetű acélok, ezért az ISO 513 szerint az ISO-P csoportba sorolják őket. Ezzel szemben austenites, duplex és PH acélok, amelyek az ISO-M csoportba tartoznak, igényesebbek.
Az austenites rozsdamentes acélok különleges fizikai és kémiai tulajdonságai magas követelményeket támasztanak az eszközökkel és a folyamatokkal szemben. Különösen a magas szilárdság és a szívósság nehezíti a megmunkálást. A rozsdamentes acél óriási húzóerővel bír, ami vágáskor nagy erőket igényel. Ez erősen megterheli a vágóélét, és fokozott szerszámkopást eredményez.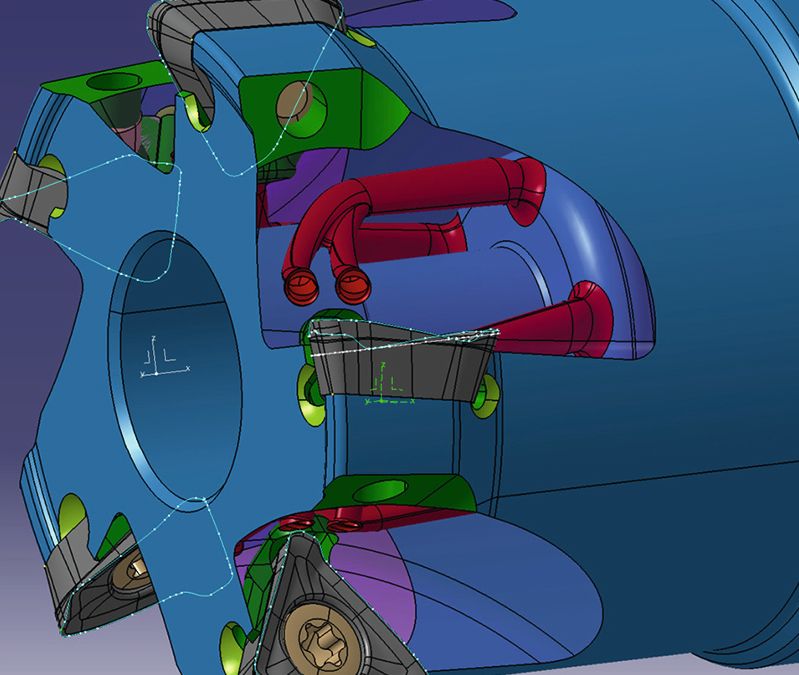
Ezenkívül a hővezető képesség is alacsony. A megmunkálás során keletkező hő alig vezetődik el, hanem a szerszámban és a munkadarabban koncentrálódik. Ennek következtében a vágási hőmérsékletek emelkednek, ami tovább csökkenti az élettartamot. Ezzel párhuzamosan a rozsdamentes acél kifejezett hajlamot mutat a hideg megkeményedésre: a mechanikai terhelés alatt a anyag a megmunkálási folyamat során tovább keményedik, ami megnehezíti a vágást és felgyorsítja a szerszám kopását. Egy további kihívás a forgácsépítkezés kialakulása.
Akkor keletkeznek, amikor anyagpartikulák rakódnak le a vágóélre. Ez nemcsak a munkadarab felületi minőségét befolyásolja, hanem a szerszám kopását is fokozza. Ezt a kihívást tovább fokozza a króm és nikkel, mint ötvöző elemek jelenléte, amelyek ugyan kiváló korrózióállóságot biztosítanak a rozsdamentes acélnak, de egyben a anyagot is rugalmasabbá és nehezebben megmunkálhatóvá teszik.
A kombináció a nyerő.
„A forgácsoló szerszámok tervezésénél, amelyek marásra, fúrásra és esztergálásra szolgálnak, a megmunkálandó rozsdamentes acél típusa központi szerepet játszik“ – mondja Herbert Volk, az ISCAR marási termékmenedzsere. „Ez alapvetően befolyásolja, hogy melyik vágógeometria, vágóanyag és hűtőfolyadék-ellátási mód kombinációja működik hatékonyan.“
Az rozsdamentes acél megmunkálásához ajánlottak a TiAlN PVD-bevonatú finomszemcsés IC908, az AlTiCrSiN bevonatú PVD-vágószerszám IC608, valamint a TiSiN PVD-bevonattal és felületi finomítással rendelkező IC882. „Ezeket közepes és magas vágási sebességű folyamatokhoz tervezték, és különösen ellenállóak a horpadásos kopással és a felrakódásos élképződéssel szemben” – mondja Herbert Volk. Frederik Schmalbach, az ISCAR nem forgó szerszámok termékmenedzsere kiegészíti: „Rozsdamentes acélban történő marási folyamatokhoz emellett az IC1010 és IC1030 vágószerszámok is rendelkezésre állnak. Ezek AlTiN+TiN bevonattal rendelkeznek, ami még kopásállóbbá teszi őket, és jelentősen növeli a DOGRIP és TANGGRIP rendszerek élettartamát.”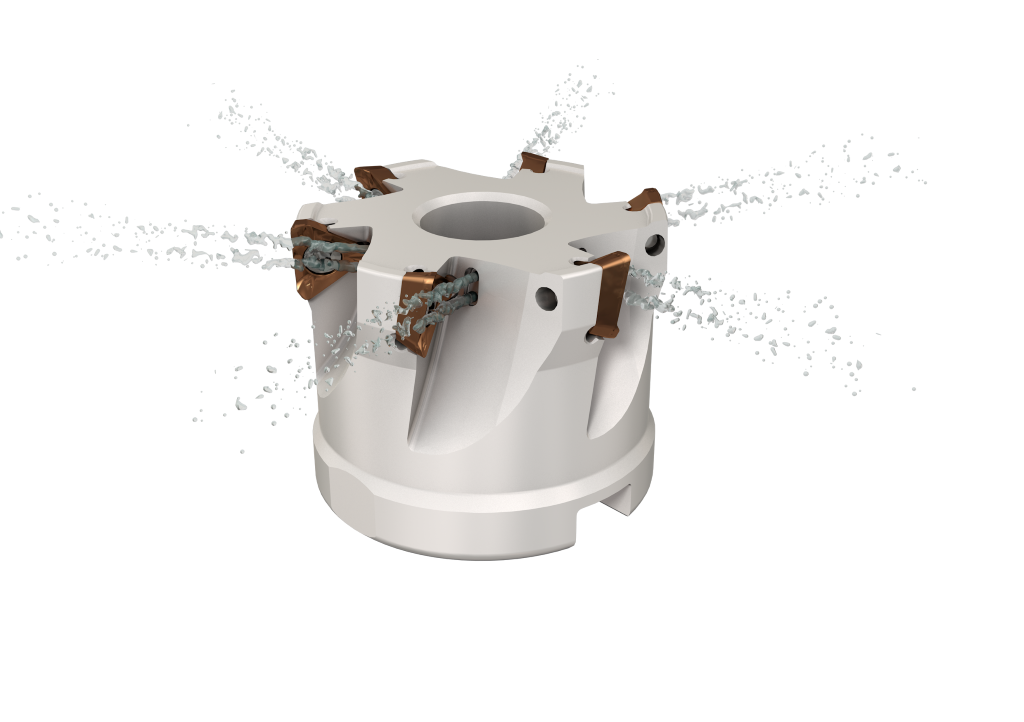
A magas hőbevitel kezeléséhez, a vágóélek védelméhez, a szerszám élettartamának növeléséhez és egyúttal a forgácsellenőrzés javításához hatékony hűtés szükséges. „Különösen hatékonynak bizonyult a nagy nyomású hűtés, amely célzott hűtőfolyadék-beszerelést végez közvetlenül a vágási zónában. A cél mindig az, hogy a lehető legközelebb hűtsük le az egyes vágóéleket, és a lehető legnagyobb nyomással, nagyon gyorsan juttassuk el a hűtőfolyadékot a vágási zónába” – mondja Anton Kress, az ISCAR marási termékek szakértője.
A 3D nyomtatási eljárásoknak köszönhetően az ISCAR a szerszámainál optimalizálni tudja a belső hűtőfolyadék-csatornákat, és tovább növelheti a hűtőfolyadék nyomását, mennyiségét és hatékonyságát, például a sík- és sarokmaróknál.
Rozsdamentes acél hatékony megmunkálása és simítása
A tervezett és sarokmarók, amelyek áramlásoptimalizált, célzott hűtéssel rendelkeznek, úgynevezett JHP szerszámok, megtalálhatók a HELI2000-, HELIALU-, HELI3MILL-, HELIDO-, HELIQUAD-, HELITANG- és XQUAD-sorozatokban. A felhasználók a szerszámokkal magasabb vágási értékeket érhetnek el, hosszabb behatolási időket tehetnek lehetővé, nagyobb folyamatbiztonságot érnek el, és növelik az élettartamot, emellett kevesebb felrakódás képződik.
Kifejezetten az ISO-S és ISO-M anyagok vállainak hatékony megmunkálására az ISCAR bemutatja az új tangenciális hengermarót, a HELITANG-SM-et. Újonnan kifejlesztett váltóéllel ellátott vágólemezekkel szerelik fel. A körkörös vágólemezek négy, míg a homlokvágó lemezek két vágóélt kínálnak. Különleges forgácsformálója kiváló forgácsellenőrzést biztosít. A mélyedések végső megmunkálásához a HELITANG használható rámpázásra és fúrókörmarásra is. Célzott hűtőfolyadék-ellátása közvetlenül a vágási zónába juttatja a hűtőfolyadékot. A hőelvezetés maximális hatékonysága érdekében a marón cserélhető hűtőfolyadék-fúvókák találhatók. Ezek átmérője a gép szivattyúteljesítményéhez igazítható. A felhasználó nagyon jó forgácseltávolítást, magas folyamatbiztonságot, hosszú élettartamot és nagyon magas vállminőséget élvezhet. A félszabványos megoldás felcsatolható maróként, valamint monoblokk változatban 50 milliméter átmérővel négy és öt, valamint 63 és 80 milliméter átmérővel öt és hat hatékony foggal érhető el.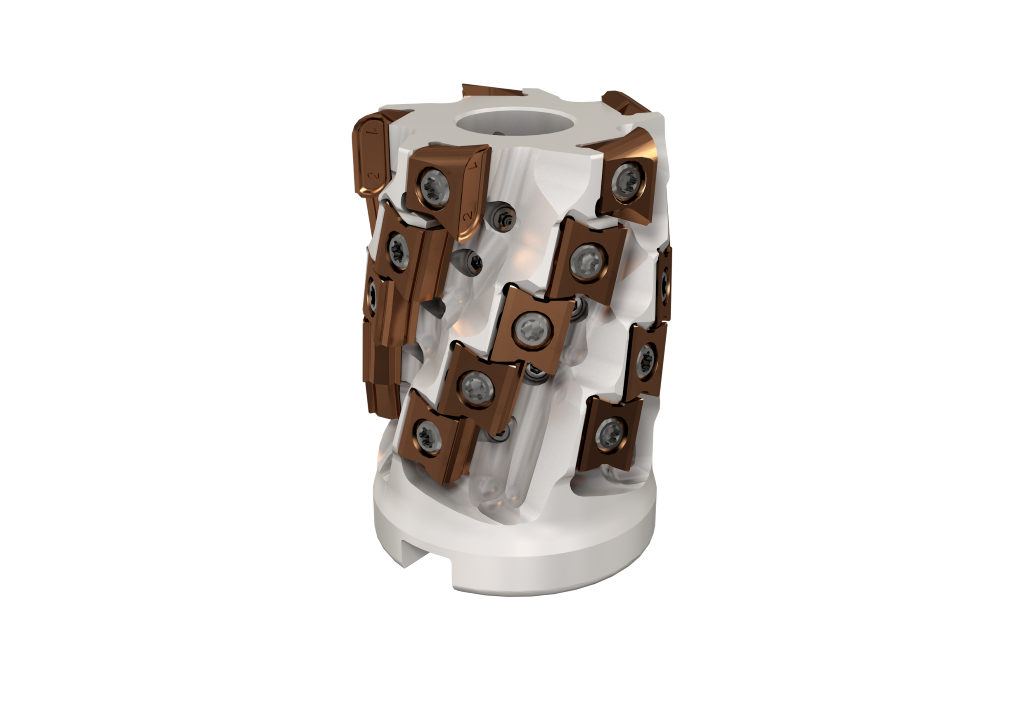
Az ISCAR CHATTERFREE teljes keményfém marói alkalmasak ISO-M és ISO-P anyagok durva és finom megmunkálására. Az ECY-S5 geometriával rendelkező szerszámok öt vágóéllel rendelkeznek, változó osztással és további forgácstérrel. Különböző forgácsszögeik nagyon sima vágást tesznek lehetővé, a különleges dizájn késlelteti a kopást és növeli az élettartamot. Az EC-E4M-CF geometria az ISO-S, -M és -H anyagok közepes és gyors megmunkálására lett tervezve.
A négyélű 38 fokos helix szármarók változó osztással és számos sarokrádiusz-változattal akár 2xD vágási mélységet is lehetővé tesznek. Alacsony kinyúlásuk és a CHATTERFREE dizájn megakadályozza a rezgéseket vagy vibrációkat, és lehetővé teszi a kiváló felületi minőséget.
„Rozsdamentes acél fúrása, marása és forgácsolása során a forgácsolók ugyanazokkal a kihívásokkal néznek szembe, mint a marásnál“ – mondja Herbert Volk. „Ezekhez a folyamatokhoz az ISCAR-nak is megfelelő szerszámai vannak a kínálatában.“
Fúrás minden mélységben
„Rozsdamentes acél fúrásakor a megfelelő keverék számít” – mondja Patrick Muller, az ISCAR fúrási termékmenedzsere. „A meggyőző eredményekhez a jó hűtés, a megfelelő vágóanyag és a megfelelő élgeometria kombinációja döntő fontosságú.”
Öt és 32,9 milliméter közötti átmérőjű és 12xD mélységű ISO-M és ISO-S anyagokhoz a SUMOCHAM cserélhető fejű fúró, kettős élű ICM fúrófejjel az első választás.
140 fokos csúcsdőléssel rendelkezik, védőfázissal a vágóél mentén, és a legkopásállóbb, TiAlN PVD bevonatú finom szemcsés IC908 anyagból készült. A belső hűtőfolyadék-csatornák közvetlenül a vágási zónába juttatják a hűtőfolyadékot. Ez optimalizálja a hőelvezetést és a forgács eltávolítását, magas felületi minőséget biztosít, és hosszú élettartamot tesz lehetővé.
„Ha mélyebb fúrásokra van szükség, a TRIDEEP család egyélű mélyfúrói ajánlottak” – mondja Patrick Muller. „Alapértelmezés szerint 8 és 32 milliméter közötti átmérőkkel és 25xD hosszúságokkal érhetők el. Különleges szerszámként akár 4,5 méteres teljes hosszúságok is lehetségesek.” A speciálisan élezett háromélű WSP széles Wiper simítófázissal és forgácsmegosztó geometriával stabil folyamatokat biztosít, elkerüli a forgácsépítést és javítja a forgács eltávolítását. A felhasználók a környezetbarát és költséghatékony felépítés mellett hatékony folyamatokban részesülnek rozsdamentes acélok esetén.
Az ISCAR háromélű cserélhető fejű fúró rendszere, a QUICK3CHAM, szintén tökéletesen működik rozsdamentes acélban, például az új F3B lapos fúrófej esetében, amely excentrikusan elhelyezett fúrások fúrására is alkalmas. A fővágó él geometriája, amely élezett forgácsdeflektorral rendelkezik, nagyon kis forgácsszegmenseket hoz létre. A másodlagos vágóél Wiper-rel optimális fúrási geometriát és nagyon jó felületi minőséget biztosít.
Forgatás és fúrás rozsdamentes acélban
„Rozsdamentes acél forgatásakor a hűtés az egyik kulcsfontosságú tényező” – mondja Frederik Schmalbach, az ISCAR Non-Rotating Tools termékmenedzsere. Ezért például az ISCAR JETCUT vonalából származó JETRTURN szerszámtartók hűtőfolyadék-csatornái már évek óta átfutnak a szorítófejeken. „Így nemcsak stabilan rögzítjük a forgó WSP-t, hanem a hűtőfolyadékot közvetlenül a vágási zónába is szállítjuk” – magyarázza a termékmenedzser.
A rozsdamentes acél gazdaságos forgatásához az ISCAR a LOGIQUICK szerszámkampány keretében bemutatta a LOGIQ6TURN-t. A háromszögletű, pozitív WSP hat 55 fokos vágóéllel alkalmas ISO-M anyagok (elő)simítására legfeljebb három milliméter vágási mélységig. A speciális dizájn, optimalizált forgácsbontókkal és stabil rögzítéssel, lágy vágást tesz lehetővé, csökkenti a fellépő erőket, és nagyon jó forgácsbontást biztosít, így kiváló felületi minőséget eredményez.
A robusztus TNMG lapkafoglalatnak köszönhetően a felhasználó a WSP-t folyamatbiztosan alkalmazhatja. A vágási zónában közvetlenül alkalmazott hűtés együttműködése a stabilitással hosszú élettartamot biztosít. Kifejezetten a miniaturizált megmunkáláshoz az ISCAR a LOGIQ4TURN családot kiegészítette a 06-os méretű, kétoldalas 80 fokos WSP-kkel. A fecskefarkú rögzítés stabil ülést biztosít, és a forgácsbontó geometriával együtt lágy vágásokat, nagyon jó forgácsellenőrzést és kiváló felületi minőséget tesz lehetővé.
A még jobb forgácsellenőrzés érdekében az ISCAR kibővítette a DOGRIP-, TANGGRIP- és PENTACUT vágóbetétekhez elérhető forgácsformáló geometriákat. Mostantól T- és NX-forgácsformálókkal és az új B-forgácsformálóval is elláthatók. A felhasználók így rövid és tiszta forgácsokat érhetnek el. Ez megakadályozza az eszköz törését és javítja a felületi minőséget az alkatrészen.
Kapcsolat:


