


Stal nierdzewny to materiał techniczny o dużym znaczeniu. Dzięki swojej odporności na korozję, produkty z tego materiału można znaleźć praktycznie wszędzie: w turbinach, w technice lotniczej i kosmicznej, a także w przemyśle naftowym i gazowym, technologii medycznej, przemyśle spożywczym czy w naczyniach kuchennych. Ze względu na swoje różnorodne właściwości, obróbka skrawaniem stali nierdzewnej nie jest całkowicie trywialna.


Stal nierdzewny to nie to samo, co stal nierdzewny: w zależności od stopu i struktury materiał można podzielić na różne grupy. Ta klasyfikacja określa, jak dobrze można obrabiać materiał i jakie narzędzie jest do tego odpowiednie. Kluczowe dla obróbki są przede wszystkim skład stopu i struktura mikrokrystaliczna.
Wyzwania w obróbce skrawaniem
Najwyższą przeszkodą jest grupa ISO-S. Obejmuje ona superstopów odpornych na wysoką temperaturę, a także tytan i stopy tytanu, jak również specjalne stopy na bazie żelaza. Materiały te są co prawda szczególnie odporne na ciepło i korozję, wymagają jednak maksymalnej precyzji przy doborze narzędzi i obróbce skrawaniem. Stale ferrytyczne i martenzytyczne można obrabiać równie dobrze jak stale wysokostopowe, dlatego według ISO 513 są klasyfikowane do grupy ISO-P. Z kolei bardziej wymagające są stale austenityczne, duplexowe i PH, które należą do grupy ISO-M.
Szczególne właściwości fizyczne i chemiczne austenitycznych stali nierdzewnych stawiają wysokie wymagania narzędziom i procesom. Przede wszystkim wysoka wytrzymałość i ciągliwość utrudniają obróbkę. Stal nierdzewna ma ogromną wytrzymałość na rozciąganie, co podczas cięcia wymaga dużych sił. To mocno obciąża ostrze i prowadzi do zwiększonego zużycia narzędzi.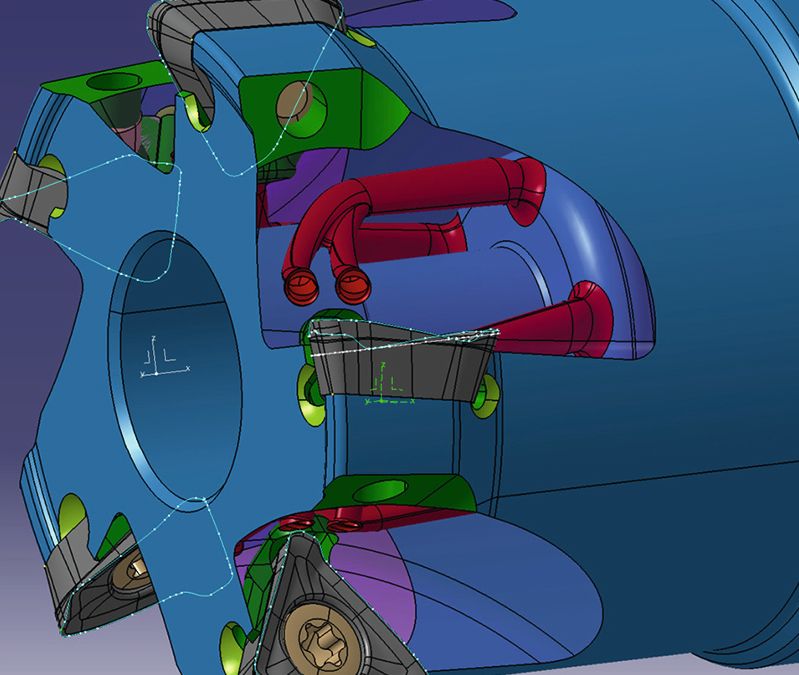
Dodatkowo występuje niska przewodność cieplna. Ciepło generowane podczas obróbki jest słabo odprowadzane, a koncentruje się w narzędziu i obrabianym przedmiocie. W rezultacie temperatura na ostrzu wzrasta, co dodatkowo skraca żywotność narzędzia. Równolegle stal nierdzewna wykazuje wyraźną tendencję do utwardzania na zimno: pod wpływem obciążenia mechanicznego materiał twardnieje w trakcie procesu obróbczy, co utrudnia cięcie i przyspiesza zużycie narzędzia. Kolejnym wyzwaniem jest powstawanie wiórów.
Powstają, gdy cząstki materiału osadzają się na ostrzu. To wpływa nie tylko na jakość powierzchni obrabianego elementu, ale także zwiększa zużycie narzędzia. To wyzwanie potęgują takie pierwiastki stopowe jak chrom i nikiel, które zapewniają doskonałą odporność na korozję stali nierdzewnej, ale jednocześnie czynią materiał bardziej ciągliwym i trudniejszym do obróbki skrawaniem.
Kombinacja to klucz.
„Podczas projektowania narzędzi skrawających do frezowania, wiercenia i toczenia kluczową rolę odgrywa rodzaj obrabianej stali nierdzewnej” – mówi Herbert Volk, menedżer produktu ds. frezowania w ISCAR. „Ma to istotny wpływ na to, która kombinacja geometrii ostrza, materiału skrawającego i sposobu podawania chłodziwa działa efektywnie.”
Do obróbki stali nierdzewnej zaleca się narzędzia skrawające z powłoką TiAlN PVD z drobnoziarnistego gatunku IC908, narzędzia skrawające PVD z powłoką AlTiCrSiN IC608 oraz IC882 z wytrzymałego podłoża z powłoką TiSiN PVD i wykończeniem powierzchniowym. „Są one zaprojektowane do procesów o średniej do wysokiej prędkości skrawania i są szczególnie odporne na zużycie krawędzi i tworzenie się wiórów” - wyjaśnia Herbert Volk. Frederik Schmalbach, menedżer produktu Non-Rotating Tools w ISCAR, dodaje: „Dla procesów wkręcania w stali nierdzewnej dostępne są również gatunki narzędzi skrawających IC1010 i IC1030. Posiadają one powłokę AlTiN+TiN, co czyni je jeszcze bardziej odpornymi na zużycie i znacznie wydłuża żywotność systemów DOGRIP i TANGGRIP.”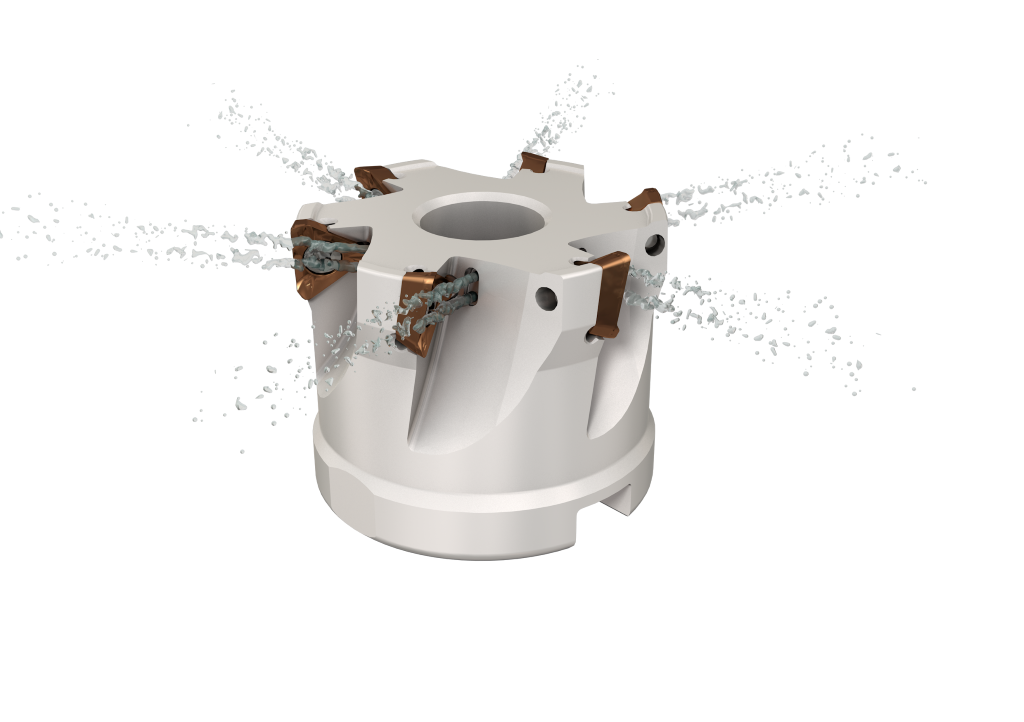
Aby poradzić sobie z wysokim wprowadzeniem ciepła, chronić ostrza, wydłużyć czas eksploatacji i jednocześnie poprawić kontrolę wiórów, konieczne jest efektywne chłodzenie. „Szczególnie skuteczne okazało się chłodzenie pod wysokim ciśnieniem z ukierunkowanym doprowadzeniem medium chłodzącego bezpośrednio do strefy skrawania. Celem jest zawsze chłodzenie jak najbliżej każdego pojedynczego ostrza i jak najszybsze dostarczenie jak największej ilości medium chłodzącego pod maksymalnym ciśnieniem do strefy skrawania,” mówi Anton Kress, specjalista ds. produktów w dziedzinie frezowania w ISCAR.
Dzięki procesom druku 3D firma ISCAR może optymalizować przepływ wewnętrznych kanałów chłodzących w swoich narzędziach oraz zwiększać ciśnienie, ilość i efektywność chłodziwa, na przykład w przypadku frezów płaskich i kątowych.
Efektywne wstępne i wykończeniowe frezowanie stali nierdzewnej
Frezarki planarne i narożne z optymalnym przepływem, zwane narzędziami JHP, są dostępne w seriach HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG oraz XQUAD. Użytkownicy mogą dzięki tym narzędziom osiągać wyższe wartości skrawania, możliwe są dłuższe czasy obróbcze, osiągają większe bezpieczeństwo procesu oraz wydłużają żywotność narzędzi, a także powstaje mniej zadziorów.
Specjalnie do efektywnego szlifowania barków w materiałach ISO-S i ISO-M firma ISCAR wprowadza nowy frez tangencjalny z wałem HELITANG-SM. Jest on wyposażony w nowo opracowane wkładki skrawające. Wkładki skrawające na obwodzie oferują cztery, a wkładki skrawające czołowe dwie krawędzie skrawające. Ich specjalny kształt wióra zapewnia doskonałą kontrolę wiórów. Aby dokładnie obrabiać dno wnęk, HELITANG można również wykorzystać do frezowania rampowego i otworowego. Jego ukierunkowane zasilanie chłodziwem dostarcza chłodziwo bezpośrednio do strefy skrawania. Aby maksymalnie efektywnie odprowadzać ciepło, frez posiada wymienne dysze chłodziwa. Dzięki temu można dostosować ich średnicę do wydajności pompy maszyny. Użytkownik korzysta z bardzo dobrej odprowadzania wiórów, wysokiej bezpieczeństwa procesu, długich czasów eksploatacji oraz bardzo wysokiej jakości barków. Rozwiązanie semistandardowe dostępne jest jako frez nasadzany oraz w wersji monoblokowej o średnicy 50 milimetrów z czterema i pięcioma, a także w średnicach 63 i 80 milimetrów z pięcioma i sześcioma efektywnymi zębami.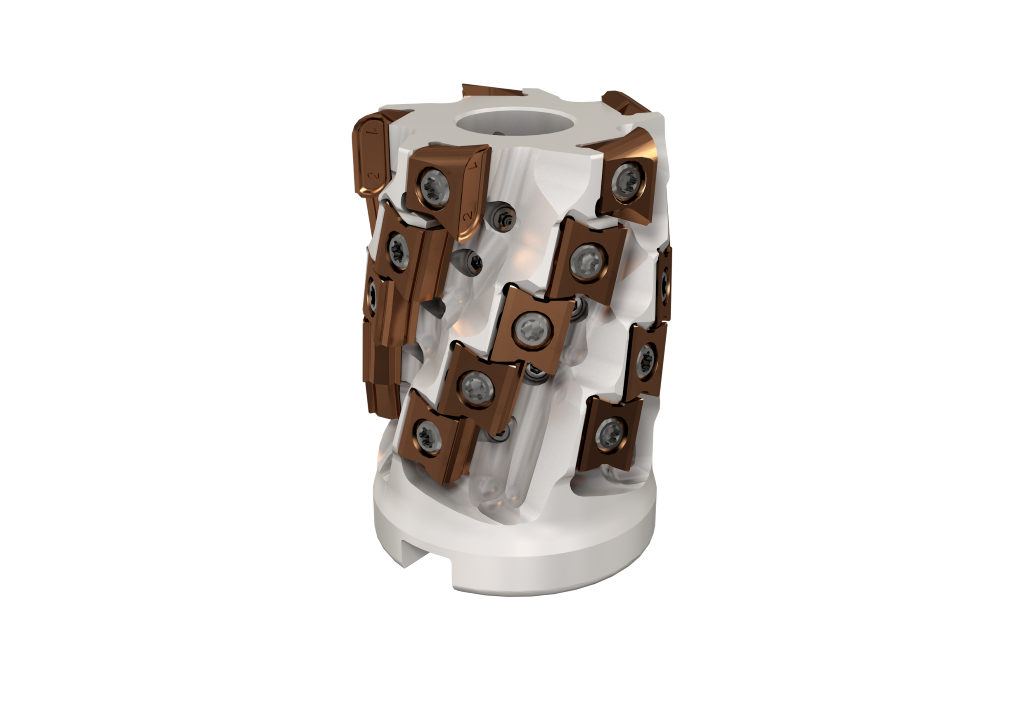
Frezy pełnowęglowe CHATTERFREE firmy ISCAR nadają się do roughing i finishing materiałów ISO-M i ISO-P. Narzędzia z geometrią ECY-S5 mają pięć ostrzy o zmiennym skoku i dodatkowej przestrzeni wiórowej. Ich różne kąty natarcia pozwalają na bardzo łagodne cięcie, a specjalny design opóźnia zużycie i zwiększa żywotność. Geometria EC-E4M-CF jest zaprojektowana do średniej i szybkiej obróbki materiałów ISO-S, -M i -H.
Czterozębne frezy o średnicy 38 stopni z zmiennym skokiem i licznymi wariantami promienia narożnika umożliwiają głębokości skrawania do 2xD. Ich niewielkie wystawienie oraz konstrukcja CHATTERFREE zapobiegają drganiom i wibracjom, co pozwala uzyskać doskonałą jakość powierzchni.
„Podczas wiercenia, skrawania i toczenia stali nierdzewnej skrawacze stają przed tymi samymi wyzwaniami, co przy frezowaniu“ – mówi Herbert Volk. „Dla tych procesów ISCAR również ma odpowiednie narzędzia w ofercie.“
Wiercenie na wszelkie głębokości
„Podczas wiercenia stali nierdzewnej kluczowa jest odpowiednia mieszanka”, mówi Patrick Muller, menedżer produktu ds. wiercenia w ISCAR. „Dla przekonujących wyników kluczowe jest połączenie dobrej chłodzenia, odpowiedniego materiału skrawającego i właściwej geometrii ostrza.”
Dla otworów o średnicach od pięciu do 32,9 milimetrów i głębokościach do 12xD w materiałach ISO-M i ISO-S, wiertło wymienne SUMOCHAM z dwuskrzydłym wiertłem ICM jest pierwszym wyborem.
Posiada kąt wierzchołkowy 140 stopni, fazę ochronną na krawędzi skrawającej i wykonane jest z najtrwalszego, pokrytego TiAlN PVD, drobnoziarnistego materiału IC908. Wewnętrzne kanały chłodzące dostarczają chłodziwo bezpośrednio do strefy skrawania. To optymalizuje odprowadzanie ciepła i usuwanie wiórów, zapewnia wysoką jakość powierzchni i umożliwia długie czasy eksploatacji.
„Gdy potrzebne są głębsze otwory, warto rozważyć wiertła głębokie z rodziny TRIDEEP”, mówi Patrick Muller. „W standardzie dostępne są w średnicach od ośmiu do 32 milimetrów i długościach do 25xD. Jako narzędzie specjalne możliwe są także całkowite długości do 4,5 metra.” Specjalnie szlifowane trójnożne WSP z szeroką fazą wykończeniową i geometrią podziału wiórów zapewniają stabilne procesy, zapobiegają tworzeniu się wiórów i poprawiają usuwanie wiórów. Użytkownicy korzystają z oszczędzających zasoby i kosztowo efektywnych procesów w stalach nierdzewnych.
Również trójnożny system wierteł wymiennych ISCAR QUICK3CHAM działa doskonale w stali nierdzewnej, na przykład nowa głowica wiertarska F3B przy wierceniu również ekscentrycznie umieszczonych otworów. Geometria głównego ostrza z szlifowanym deflektorem wiórów generuje bardzo małe segmenty wiórów. Ostrze boczne z funkcją wiper zapewnia optymalną geometrię otworu i bardzo dobrą jakość powierzchni.
Toczenie i wytaczanie stali nierdzewnej
„Podczas toczenia stali nierdzewnej chłodzenie jest jednym z kluczowych punktów”, mówi Frederik Schmalbach, menedżer produktu Non-Rotating Tools w ISCAR. Dlatego na przykład w uchwytach narzędziowych JETRTURN z linii JETCUT ISCAR dla standardowych wkładek skrawających CNMG, WNMG i DNMG kanały chłodzące przebiegają przez uchwyty od wielu lat. „W ten sposób nie tylko stabilnie mocujemy wkładki skrawające, ale także transportujemy chłodziwo bezpośrednio do strefy skrawania”, wyjaśnia menedżer produktu.
Aby ekonomicznie toczyć stal nierdzewną, ISCAR w ramach swojej kampanii narzędziowej LOGIQUICK zaprezentował LOGIQ6TURN. Trójkątna, pozytywna wkładka skrawająca z sześcioma krawędziami 55-stopniowymi nadaje się do (wstępnego) wykańczania materiałów ISO-M do głębokości skrawania trzech milimetrów. Jej specjalny design z optymalizowanymi łamańcami wiórów i stabilnym mocowaniem pozwala na łagodne cięcie, zmniejsza występujące siły, umożliwia bardzo dobry łamanie wiórów, a tym samym doskonałą jakość powierzchni.
Dzięki solidnemu gniazdu wkładki TNMG użytkownik może bezpiecznie stosować wkładki skrawające. W połączeniu z chłodzeniem bezpośrednio w strefie skrawania stabilność zapewnia długie czasy eksploatacji. Specjalnie dla obróbki miniaturowej ISCAR rozszerzył rodzinę LOGIQ4TURN o dwustronne wkładki skrawające 80-stopniowe w rozmiarze 06. Mocowanie w kształcie ogona jaskółki zapewnia stabilne osadzenie i w połączeniu z geometrią łamań wiórów umożliwia łagodne cięcia, bardzo dobrą kontrolę wiórów i doskonałą jakość powierzchni.
Dla jeszcze lepszej kontroli wiórów podczas wytaczania ISCAR rozszerzył możliwe geometrie formujące wióry dla wkładek DOGRIP, TANGGRIP i PENTACUT. Mogą być teraz również wyposażone w formujące wióry T- i NX oraz nowy formujący wióry B. Użytkownicy osiągają w ten sposób krótkie i czysto wcięte wióry. To zapobiega łamaniu narzędzi i zwiększa jakość powierzchni elementu.
Kontakt:


