


Paslanmaz çelik, yüksek öneme sahip bir teknik malzemedir. Korozyona karşı dayanıklı oldukları için bu malzemeden üretilen ürünler neredeyse her yerde bulunur: Turbomasinelerde, havacılık ve uzay mühendisliğinde, petrol ve gaz endüstrisinde, tıbbi teknolojide, gıda endüstrisinde veya mutfak eşyalarında. Farklı özellikleri nedeniyle, paslanmaz çeliklerin işlenmesi pek de basit değildir.


Paslanmaz çelik, paslanmaz çelik değildir: Alaşım ve mikro yapılarına bağlı olarak, malzeme farklı gruplara ayrılabilir. Bu sınıflandırma, iş parçası malzemesinin ne kadar iyi işlenebileceğini ve hangi aracın uygun olduğunu belirler. İşleme için en önemli olan, alaşımın bileşimi ve mikro yapı yapısıdır.
Kesme işlemlerindeki zorluklar
En yüksek engel ISO-S grubunu temsil etmektedir. Bu grup, yüksek ısıya dayanıklı süper alaşımlar ile titanyum ve titanyum alaşımlarını, ayrıca özel demir bazlı alaşımları da kapsamaktadır. Bu malzemeler ısıya ve korozyona karşı özellikle dayanıklı olmalarına rağmen, alet seçimi ve talaş kaldırma konusunda maksimum hassasiyet gerektirmektedir. Ferritik ve martensitik paslanmaz çelikler, yüksek alaşımlı çelikler kadar iyi işlenebilir, bu nedenle ISO 513'e göre ISO-P grubuna dahil edilirler. Ancak, ISO-M grubuna dahil olan austenitik, duplex ve PH çelikleri daha zorlu bir işleme sürecine sahiptir.
Austenitik paslanmaz çeliklerin özel fiziksel ve kimyasal özellikleri, aletler ve süreçler üzerinde yüksek talepler oluşturur. Özellikle yüksek dayanıklılık ve tokluk, işleme sürecini zorlaştırır. Paslanmaz çelik, kesim sırasında büyük kuvvetler gerektiren muazzam bir çekme dayanımına sahiptir. Bu, kesici uç üzerinde büyük bir yük oluşturur ve alet aşınmasını artırır.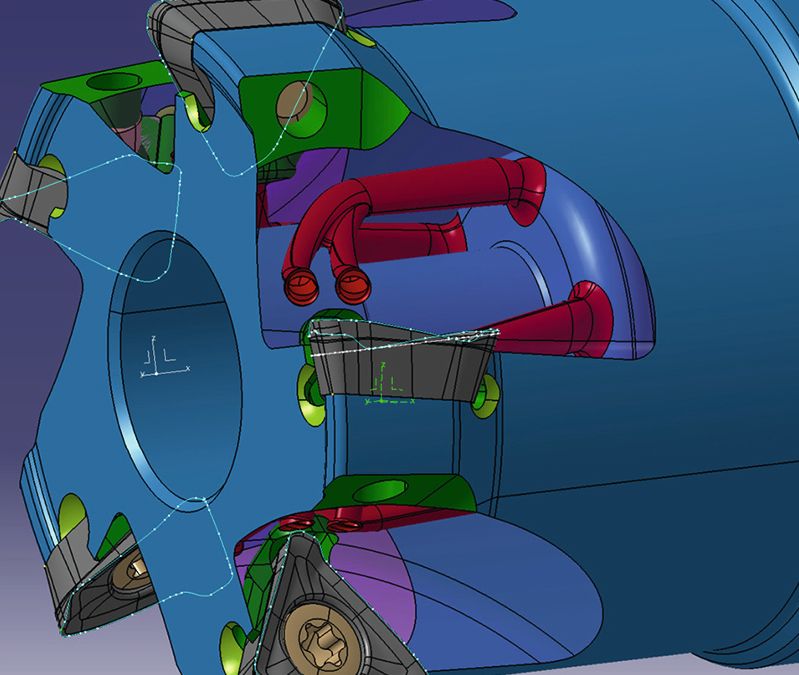
Buna ek olarak, düşük ısı iletkenliği de vardır. İşleme sırasında oluşan ısı neredeyse hiç iletilmez, bunun yerine alet ve iş parçasında yoğunlaşır. Bu, kesme kenarındaki sıcaklıkların artmasına neden olur ve bu da ömrü daha da kısaltır. Paralel olarak, paslanmaz çeliğin soğuk sertleşmeye karşı belirgin bir eğilimi vardır: Mekanik yük altında, malzeme işleme süreci boyunca daha da sertleşir, bu da kesimi zorlaştırır ve aletin aşınmasını hızlandırır. Bir diğer zorluk ise talaş oluşumudur.
Malzeme parçacıklarının kesme kenarına yapışmasıyla oluşurlar. Bu, yalnızca iş parçasının yüzey kalitesini etkilemekle kalmaz, aynı zamanda aletin aşınmasını da artırır. Bu zorluğu, paslanmaz çeliğin mükemmel korozyon direncini sağlarken malzemeyi daha dayanıklı ve zor işlenir hale getiren krom ve nikel gibi alaşım elementleri daha da artırır.
Kombinasyon yapar.
"Paslanmaz çeliğin işlenmesinde kullanılan kesme aletlerinin tasarımında, işlenecek paslanmaz çeliğin türü merkezi bir rol oynar," diyor ISCAR'dan Frezeleme Ürün Müdürü Herbert Volk. "Bu, kesme geometrisi, kesme malzemesi ve soğutma sıvısı besleme türü kombinasyonunun hangi şekilde verimli çalıştığını önemli ölçüde etkiler."
Paslanmaz çelik işleme için, TiAlN PVD kaplamalı ince taneli IC908, AlTiCrSiN kaplamalı PVD kesici malzeme IC608 ve TiSiN-PVD kaplama ve yüzey işleme ile dayanıklı bir alt yapıdan oluşan IC882 kesici uçları önerilmektedir. "Orta ile yüksek kesme hızı olan süreçler için tasarlanmışlardır ve özellikle çentik aşınmasına ve talaş birikimine karşı dayanıklıdırlar," diyor Herbert Volk. ISCAR'da Dönmeyen Aletler Ürün Müdürü Frederik Schmalbach ekliyor: "Paslanmaz çelikte delme işlemleri için ayrıca IC1010 ve IC1030 kesici malzeme türleri bulunmaktadır. Bu türler, aşınma direncini artıran AlTiN+TiN kaplaması ile donatılmıştır ve DOGRIP ile TANGGRIP sistemlerinin ömrünü önemli ölçüde uzatmaktadır."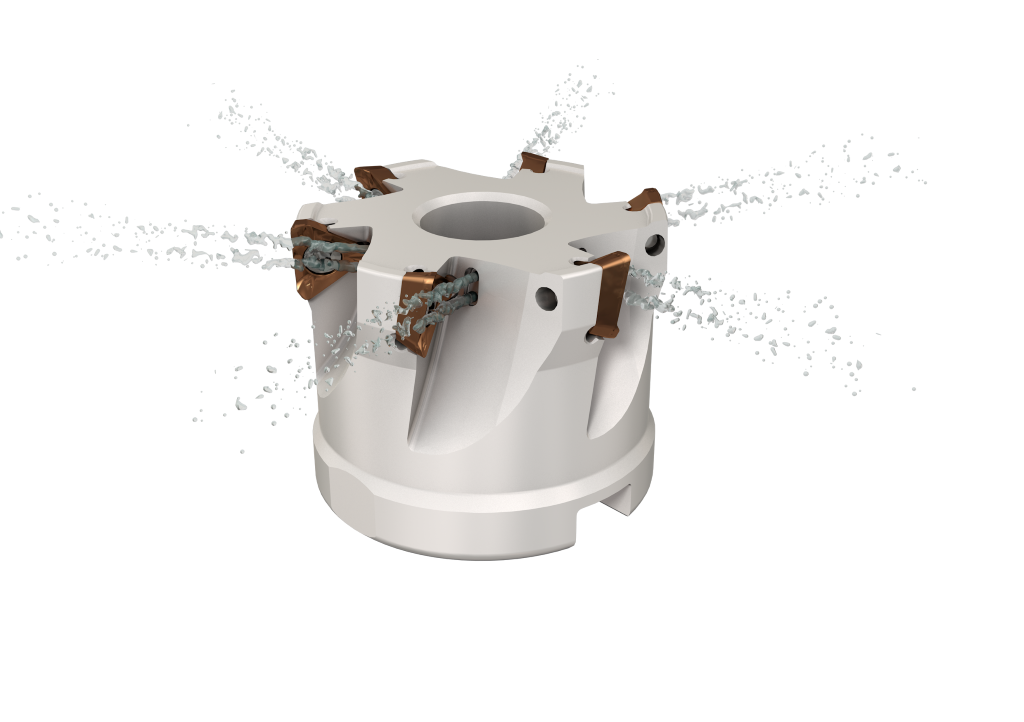
Yüksek ısı girişini kontrol altına almak, kesici uçları korumak, ömrünü uzatmak ve aynı zamanda talaş kontrolünü iyileştirmek için etkili bir soğutma gereklidir. "Özellikle etkili olan, kesim bölgesine doğrudan hedeflenmiş soğutma sıvısı ile yüksek basınçlı soğutmadır. Buradaki hedef, her bir kesici uca mümkün olduğunca yakın bir şekilde soğutma yapmak ve mümkün olan en fazla soğutma sıvısını maksimum basınçla çok hızlı bir şekilde kesim bölgesine ulaştırmaktır," diyor ISCAR'da frezeleme ürün uzmanı Anton Kress.
3D baskı yöntemleri sayesinde ISCAR, aletlerinde iç soğutma kanallarını akış optimizasyonu yapabilir ve soğutma sıvısı basıncını, miktarını ve etkinliğini artırabilir, örneğin düz ve köşe frezelerinde.
Paslanmaz çeliği verimli bir şekilde kaba işleme ve ince işleme yapmak.
Plan ve köşe frezeleri, akışkan dinamiklerine göre optimize edilmiş, hedefe yönelik soğutma sistemine sahip olan JHP aletleri, HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG ve XQUAD serilerinde mevcuttur. Kullanıcılar bu aletlerle daha yüksek kesim değerleri elde edebilir, daha uzun işleme süreleri sağlanabilir, daha fazla proses güvenliği elde edilir ve alet ömrü artırılır; ayrıca daha az birikim kenarları oluşur.
Özel olarak ISO-S ve ISO-M malzemelerinde omuzların etkili bir şekilde işlenmesi için ISCAR, yeni tangensiyel kesici frezeyi HELITANG-SM'yi tanıtıyor. Yeni geliştirilen değiştirilebilir kesici plaka ile donatılmıştır. Çevresel kesici plakalar dört, yüzey kesici plakalar ise iki kesme kenarı sunar. Özel talaş şekillendiricisi, mükemmel talaş kontrolü sağlar. Cebin tabanını işlemek için HELITANG, rampalama ve delik dairesel frezeleme için de kullanılabilir. Hedeflenmiş soğutma sıvısı beslemesi, soğutma sıvısını doğrudan kesim bölgesine getirir. Isı dağıtımının maksimum etkinliği için freze, değiştirilebilir soğutma sıvısı memelerine sahiptir. Böylece, memelerin çapı makinenin pompa kapasitesine göre ayarlanabilir. Kullanıcı, çok iyi talaş atma, yüksek proses güvenliği, uzun ömür ve çok yüksek omuz kalitesinden faydalanır. Yarı standart çözüm, 50 milimetre çapında dört ve beş, ayrıca 63 ve 80 milimetre çaplarında her biri beş ve altı verimli diş ile hem takma freze hem de monoblok versiyonu olarak mevcuttur.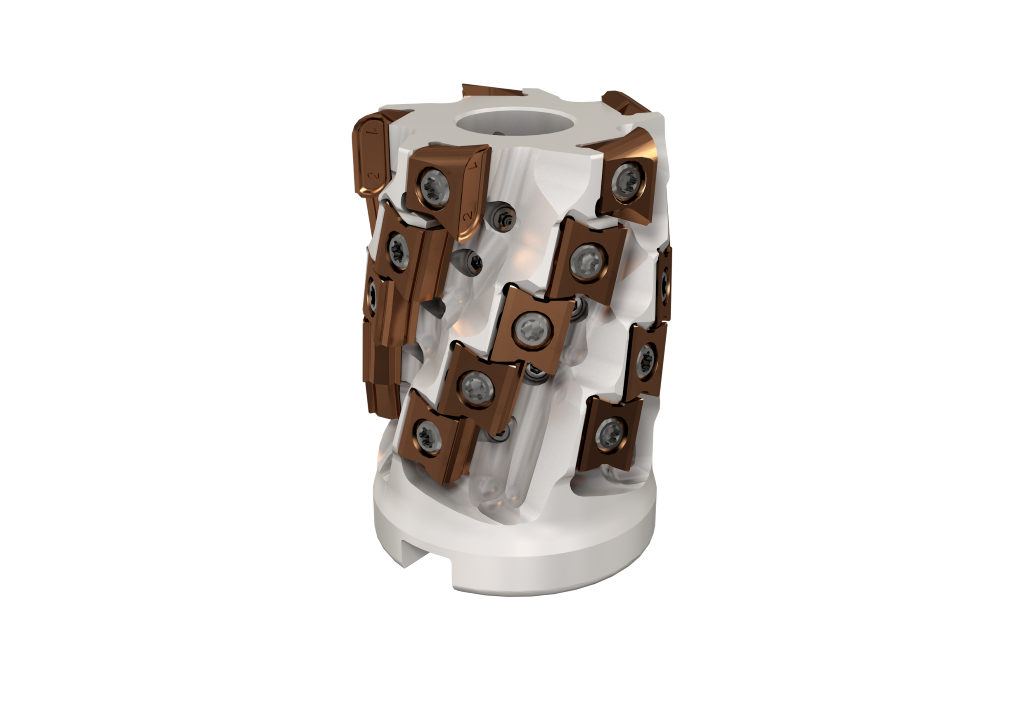
ISCAR'ın CHATTERFREE tam karbür frezeleri, ISO-M ve ISO-P malzemelerinin kaba ve ince işlenmesi için uygundur. ECY-S5 geometrisine sahip aletler, değişken aralıklı beş kesme kenarına ve ek bir talaş boşluğuna sahiptir. Farklı talaş açıları, çok yumuşak bir kesim sağlar; özel tasarım aşınmayı geciktirir ve ömrü uzatır. EC-E4M-CF geometrisi, ISO-S, -M ve -H malzemelerinin orta ve hızlı işlenmesi için tasarlanmıştır.
Dört kesici 38 derece helix şaft frezeler, değişken diş aralığı ve birçok köşe yarıçapı varyantı ile 2xD'ye kadar kesme derinlikleri sağlar. Düşük sarkma ve CHATTERFREE tasarımı, titreşim veya sarsıntıyı önler ve üst düzey yüzey kaliteleri sağlar.
"Paslanmaz çelik delme, kesme ve tornalama işlemlerinde, kesiciler frezeleme ile aynı zorluklarla karşı karşıya kalıyor," diyor Herbert Volk. "Bu süreçler için ISCAR'ın uygun araçları da mevcut."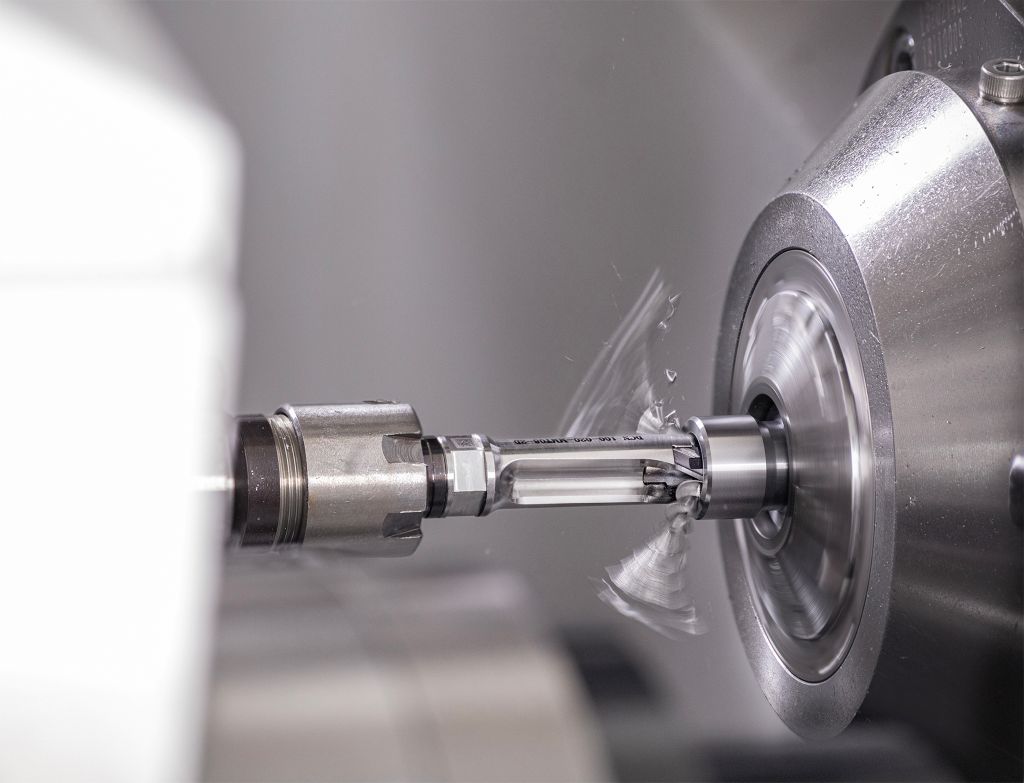
Tüm derinliklerde delme
Paslanmaz çelik delme sırasında doğru karışım önemlidir, diyor ISCAR'dan Delme Ürün Müdürü Patrick Muller. İkna edici sonuçlar için iyi soğutma, uygun kesici malzeme ve doğru kesme geometrisi kombinasyonu kritik öneme sahiptir.
Beş ile 32,9 milimetre çapında ve 12xD derinliğe kadar ISO-M ve ISO-S malzemelerinde delikler için SUMOCHAM değiştirilebilir başlıklı matkap, ilk tercihtir.
140 derece uç açısına sahip, kesme kenarında bir koruma fazı vardır ve aşınmaya dayanıklı, TiAlN PVD kaplamalı ince taneli IC908 malzemesinden yapılmıştır. Dahili soğutma kanalları soğutma sıvısını doğrudan kesim bölgesine getirir. Bu, ısı dağılımını ve talaş tahliyesini optimize eder, yüksek yüzey kaliteleri sağlar ve uzun ömürlü kullanım süreleri mümkün kılar.
Daha derin delikler gerektiğinde, TRIDEEP ailesinden tek kenarlı derin delik matkapları önerilir, diyor Patrick Muller. Standart olarak sekiz ile 32 milimetre çapında ve 25xD'ye kadar uzunluklarda mevcuttur. Özel alet olarak 4,5 metreye kadar toplam uzunluklar da mümkündür. Geniş Wiper yüzey fazı ve talaş paylaştırma geometrisine sahip özel kesilmiş üç kesici WSP, stabil süreçler sağlar, talaş birikimini önler ve talaş tahliyesini iyileştirir. Kullanıcılar, kaynakları koruyan ve maliyetleri azaltan yapıların yanı sıra paslanmaz çeliklerde verimli süreçlerden faydalanır.
Ayrıca ISCAR'ın üç kesici değiştirilebilir başlıklı matkap sistemi QUICK3CHAM, paslanmaz çelikte mükemmel çalışır, örneğin yeni F3B düz matkap başlığı, eksantrik yerleştirilmiş delikleri açmak için de kullanılabilir. Ana kesici geometrisi, kesilmiş talaş deflektörü ile çok küçük talaş segmentleri üretir. Wiper ile yan kesici, optimal delik geometrisi ve çok iyi yüzey kalitesi sağlar.
Paslanmaz çelikte torna ve delme
Paslanmaz çelikte torna işlemi sırasında soğutma, kritik noktalardan biridir, diyor ISCAR'dan Dönmeyen Aletler Ürün Müdürü Frederik Schmalbach. Bu nedenle, örneğin ISCAR'ın JETCUT serisindeki CNMG, WNMG ve DNMG standart değiştirilebilir kesici uçlar için JETRTURN alet tutucularında soğutma kanalları uzun yıllardır sıkıştırma kollarından geçmektedir. Böylece sadece torna WSP'lerini stabil bir şekilde sıkıştırmıyoruz, aynı zamanda soğutma sıvısını doğrudan kesim bölgesine taşıyoruz, diyor ürün müdürü.
Paslanmaz çelikte ekonomik torna işlemi için ISCAR, LOGIQUICK alet kampanyası kapsamında LOGIQ6TURN'u tanıttı. Üçgen, pozitif WSP, altı 55 derece kesici ile ISO-M malzemelerinde üç milimetre kesim derinliğine kadar (ön) yüzeyleme için uygundur. Özel tasarımı, optimize edilmiş talaş kırıcılar ve stabil sıkıştırma ile yumuşak bir kesim sağlar, oluşan kuvvetleri azaltır, çok iyi talaş kırılması ve dolayısıyla mükemmel yüzey kaliteleri sağlar.
Sağlam TNMG plaka yuvası sayesinde kullanıcı WSP'yi süreç güvenliği ile kullanabilir. Kesim bölgesindeki soğutma ile birlikte stabilite, uzun kullanım sürelerine katkıda bulunur. Özellikle miniatur işleme için ISCAR, LOGIQ4TURN ailesini çift taraflı 80 derece WSP'ler ile 06 boyutunda genişletti. Kelebek sıkıştırma, stabil bir oturuş sağlar ve talaş kırıcı geometrisi ile birlikte yumuşak kesimler, çok iyi talaş kontrolü ve mükemmel yüzey kaliteleri sağlar.
Daha iyi talaş kontrolü için ISCAR, DOGRIP, TANGGRIP ve PENTACUT kesici uçlar için mümkün olan talaş şekillendirme geometrilerini genişletti. Artık T ve NX talaş şekillendiriciler ve yeni B talaş şekillendirici ile de donatılabilirler. Kullanıcılar, kısa ve temiz kesilmiş talaşlar elde eder. Bu, alet kırılmalarını önler ve parçadaki yüzey kalitelerini artırır.
İletişim:


