


Nerjaveče jeklo je tehnični material z visokim pomenom. Ker so odporni na korozijo, se izdelki iz tega materiala praktično nahajajo povsod: v turbomasinah in letalski ter vesoljski tehniki, prav tako v industriji nafte in plina, medicinski tehniki, industriji hrane ali v kuhinjskem posodju. Zaradi svojih različnih lastnosti pa obdelava nerjavečih jekel ni povsem preprosta.


Nerjaveče jeklo ni enako nerjavečemu jeklu: Glede na zlitino in mikrostrukturo je mogoče material razvrstiti v različne skupine. Ta klasifikacija določa, kako dobro se lahko obdelovalni material obdeluje in katero orodje je za to primerno. Ključni dejavniki za obdelavo so predvsem sestava zlitine in mikrostrukturna struktura.
Izzivi pri obdelavi z rezanjem
Največjo oviro predstavlja skupina ISO-S. Ta vključuje visoko toplotno odporne superlegure ter titan in titanove zlitine, pa tudi posebne zlitine na osnovi železa. Ti materiali so sicer posebej odporni proti vročini in koroziji, vendar zahtevajo maksimalno natančnost pri izbiri orodij in obdelavi. Ferritične in martensitične nerjaveče jeklene se obdelujejo podobno dobro kot visoko legirana jekla, zato so po ISO 513 razvrščena v skupino ISO-P. Zahtevnejši pa so austenitni, duplexni in PH-jekleni, ki spadajo v skupino ISO-M.
Posebne fizikalne in kemijske lastnosti austenitnih nerjavnih jekel postavljajo visoke zahteve za orodja in procese. Še posebej visoka trdnost in žilavost otežujeta obdelavo. Nerjavno jeklo ima ogromno natezno trdnost, ki pri rezanju zahteva velike sile. To močno obremenjuje rezilo in povzroča povečano obrabo orodja.
Poleg tega je tu še nizka toplotna prevodnost. Toplota, ki nastane med obdelavo, se komaj odvede, temveč se koncentrira v orodju in obdelovancu. Zaradi tega se temperature na rezilu zvišujejo, kar dodatno zmanjšuje življenjsko dobo. Hkrati pa se nerjaveče jeklo izkazuje za izrazito nagnjeno k hladni strditvi: pod mehansko obremenitvijo se material med obdelovalnim procesom še dodatno strdi, kar otežuje rezanje in pospešuje obrabo orodja. Še en izziv je nastanek nabranih robov.
Pojavijo se, ko se delci materiala nalagajo na rezilo. To ne vpliva le na kakovost površine obdelovanca, temveč tudi povečuje obrabo orodja. To izziv še dodatno povečuje zaradi legiranih elementov, kot sta krom in nikelj, ki sicer zagotavljata odlično odpornost proti koroziji nerjavnega jekla, a hkrati material naredijo bolj žilav in težje obdelovalen.
Kombinacija naredi svoje
„Pri načrtovanju orodij za obdelavo, kot so struženje, vrtanje in frezanje, ima vrsta obdelovanca iz nerjavečega jekla ključno vlogo,“ pravi Herbert Volk, vodja izdelkov za frezanje pri ISCAR. „To pomembno vpliva na to, katera kombinacija geometrije rezil, rezalnega materiala in načina dovoda hladilne tekočine učinkovito deluje.“
Za obdelavo nerjavnega jekla se priporočajo rezila iz TiAlN PVD-prevlečenega finega zrnatega materiala IC908, PVD-rezalnega materiala IC608 s prevleko AlTiCrSiN ter IC882 iz trdne podlage s TiSiN-PVD-prevleko in obdelavo površine. „Namenjeni so procesom z zmerno do visoko hitrostjo rezanja in so še posebej odporni proti obrabi zaradi žlebov in nastajanju nabranih rezil,“ pojasnjuje Herbert Volk. Frederik Schmalbach, vodja izdelkov za nerotacijska orodja pri ISCAR, dodaja: „Za proces rezanja v nerjavnem jeklu so na voljo tudi vrste rezalnih materialov IC1010 in IC1030. Opremljene so s plastjo AlTiN+TiN, kar jih še dodatno povečuje odpornost proti obrabi in znatno podaljšuje življenjsko dobo sistemov DOGRIP in TANGGRIP.“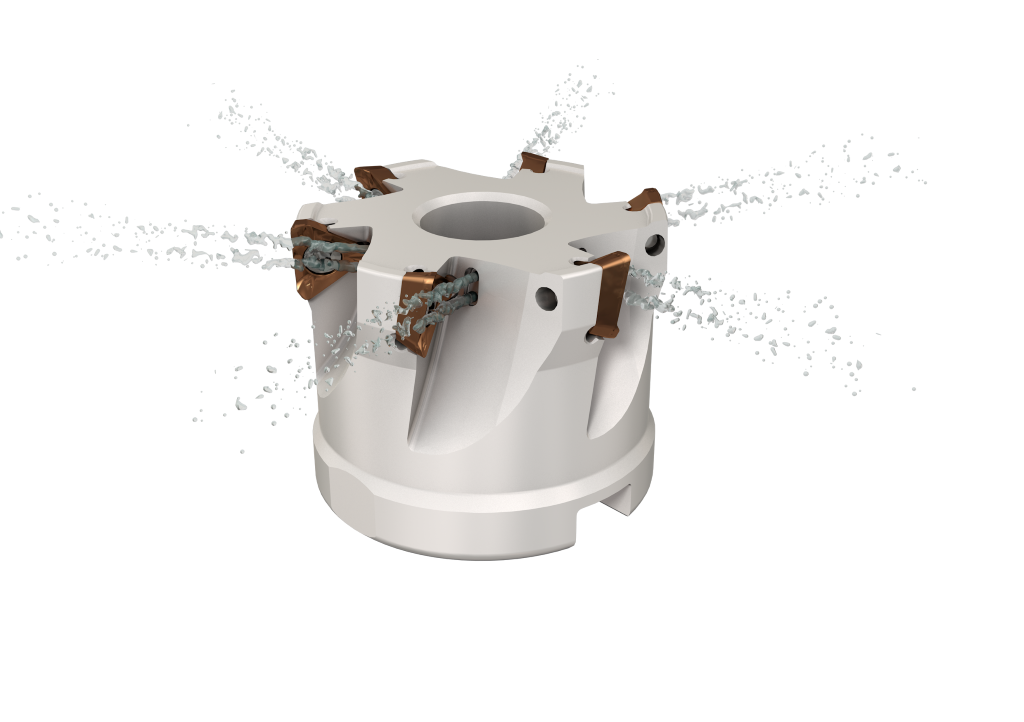
Za obvladovanje visokih toplotnih vložkov, zaščito rezil, podaljšanje življenjske dobe in hkrati izboljšanje nadzora nad odrezki je potrebna učinkovita hlajenje. „Kot še posebej učinkovita se je izkazala visokotlačna hlajenje s ciljno oskrbo s hladilno tekočino neposredno v rezno območje. Cilj je vedno hlajenje čim bližje vsakemu posameznemu rezilu in čim več hladilne tekočine z maksimalnim pritiskom čim hitreje pripeljati v rezno območje,“ pravi Anton Kress, specialist za izdelke za frezanje pri ISCAR.
Zahvaljujoč postopkom 3D-tiska lahko ISCAR pri svojih orodjih optimizira notranje kanale za hlajenje in še poveča tlak, količino in učinkovitost hladilne tekočine, na primer pri ravnih in kotnih rezkalnikih.
Učinkovito obdelovanje in finiširanje nerjavečega jekla
Načrtni in vogalni rezkarji z optimizirano, usmerjeno hlajenjem, imenovani JHP-orodja, so na voljo v serijah HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG in XQUAD. Uporabniki lahko z orodji dosežejo višje vrednosti rezanja, omogočajo daljše čase obdelave, dosegajo večjo procesno varnost in podaljšujejo življenjsko dobo orodij, poleg tega pa se tvori manj nabranih robov.
Posebej za učinkovito obdelavo ramen v materialih ISO-S in ISO-M predstavlja ISCAR nov tangencialni rezkar HELITANG-SM. Opremljen je z novorazvitimi zamenljivimi rezalnimi ploščicami. Obodna rezalna ploščica ponuja štiri, medtem ko sprednja rezalna ploščica ponuja dve rezalni robovi. Njegov poseben oblikovalec chipov zagotavlja odlično kontrolo chipov. Za dokončanje osnovnih votlin se lahko HELITANG uporablja tudi za rampanje in krožno rezkanje. Njegov usmerjen dovod hladilne tekočine prinaša hladilno sredstvo neposredno v območje rezanja. Za maksimalno učinkovitost odvajanja toplote ima rezkar zamenljive šobe za hladilno tekočino. Tako se lahko njihov premer prilagodi zmogljivosti črpalke stroja. Uporabnik ima koristi od zelo dobrega odvajanja chipov, visoke procesne varnosti, dolge življenjske dobe in zelo visoke kakovosti ramen. Polstandardna rešitev je na voljo kot nastavljiv rezkar ter kot monoblok različica s premerom 50 milimetrov s štirimi in petimi ter v premerih 63 in 80 milimetrov s petimi in šestimi učinkovitimi zobmi.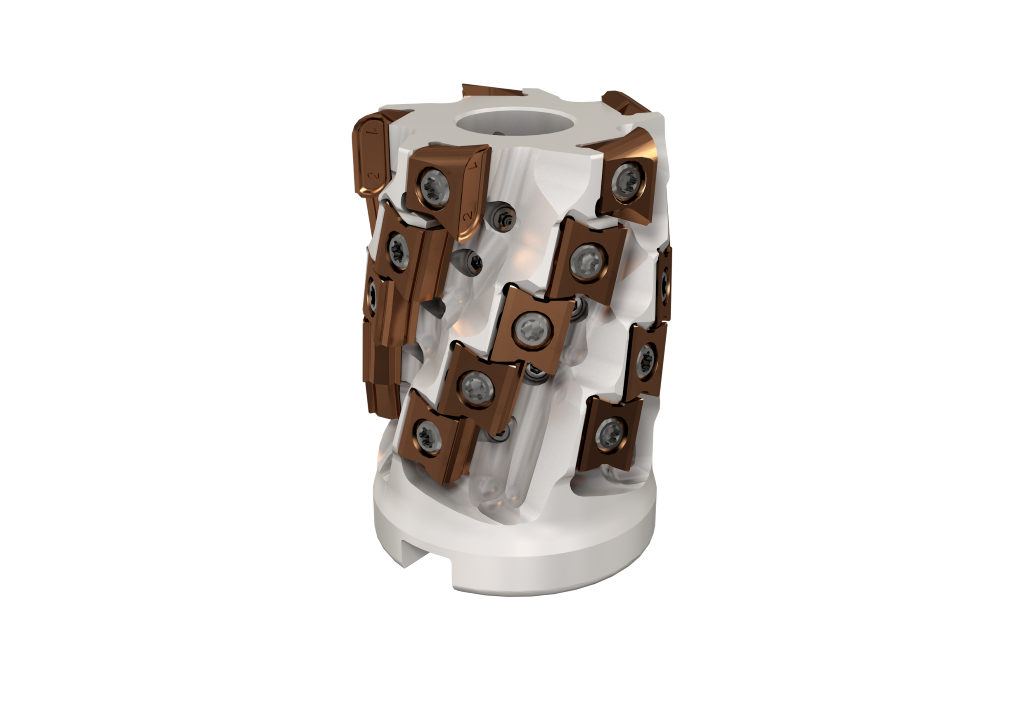
Frizerski orodja CHATTERFREE iz trdnega karbida podjetja ISCAR so primerna za grobo in fino obdelavo materialov ISO-M in ISO-P. Orodja z geometrijo ECY-S5 imajo pet rezil z variabilnim razmikom in dodatnim prostorom za chip. Njihovi različni koti rezanja omogočajo zelo mehko rezanje, posebna zasnova pa upočasnjuje obrabo in podaljšuje življenjsko dobo. Geometrija EC-E4M-CF je zasnovana za srednje in hitro obdelavo materialov ISO-S, -M in -H.
Štirikratni 38-stopinjski heliks rezkarji z variabilnim razmikom in številnimi različicami radija robov omogočajo globine rezanja do 2xD. Njihova majhna izbočenost in CHATTERFREE oblikovanje preprečujeta tresenje ali vibracije ter omogočata vrhunsko kakovost površin.
„Pri vrtanju, rezanju in struženju nerjavečega jekla se obdelovalci soočajo z enakimi izzivi kot pri frezanju,“ pravi Herbert Volk. „Tudi za te procese ima ISCAR v ponudbi ustrezna orodja.“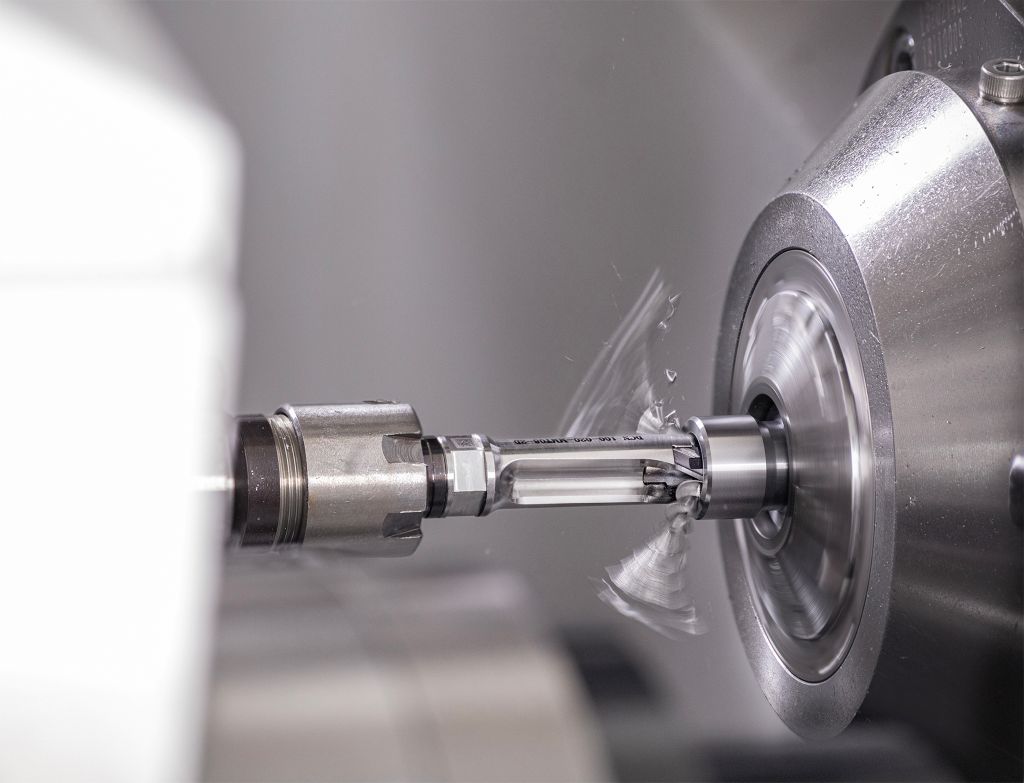
Vrtanje v vse globine
»Pri vrtanju nerjavnega jekla šteje prava mešanica«, pravi Patrick Muller, vodja produktov za vrtanje pri ISCAR. »Za prepričljive rezultate je kombinacija dobre hlajenja, ustreznega rezalnega materiala in prave geometrije rezil odločilna.«
Za vrtine s premeri od pet do 32,9 milimetrov in globinami do 12xD v ISO-M- in ISO-S-materialih je SUMOCHAM zamenljiv sveder z dvojnim rezilom ICM prva izbira.
Ima vršni kot 140 stopinj, zaščitno fazo na rezilni robu in je izdelan iz najtršega, TiAlN PVD-prevlečenega finega zrnatega IC908. Notranji kanali za hlajenje pripeljejo hladilno sredstvo neposredno v rezalno območje. To optimizira odvajanje toplote in evakuacijo chips, zagotavlja visoke kakovosti površin in omogoča dolge življenjske dobe.
»Če so potrebne globlje vrtine, so na voljo enorezni globoki svedri iz družine TRIDEEP«, pravi Patrick Muller. »V standardu so na voljo v premerih od osem do 32 milimetrov in dolžinah do 25xD. Kot posebna orodja so možne tudi skupne dolžine do 4,5 metra.« Specifično brušeni trojno rezilni WSP z široko Wiper-fazo in geometrijo za delitev chips zagotavljajo stabilne procese, preprečujejo nastanek rezilnih robov in izboljšujejo odvajanje chips. Uporabniki koristijo poleg varčnega in stroškovno učinkovitega postopka učinkovite procese pri nerjavnih jeklih.
Tudi ISCAR-ov trojno rezilni sistem zamenljivih svedrov QUICK3CHAM deluje brezhibno v nerjavnem jeklu, na primer nov F3B ravni sveder pri vrtanju tudi ekscentrično nameščenih vrtin. Geometrija glavnega rezila z brušenim deflektorjem chips ustvarja zelo majhne segmente chips. Stransko rezilo z Wiper zagotavlja optimalno geometrijo vrtine in zelo dobro kakovost površine.
Obdelava in rezanje nerjavnega jekla
»Pri obdelavi nerjavnega jekla je hlajenje ena od odločilnih točk«, pravi Frederik Schmalbach, vodja produktov za orodja, ki se ne vrtijo pri ISCAR. Zato na primer pri JETRTURN držalih orodij iz ISCAR-ove JETCUT linije za CNMG-, WNMG- in DNMG-standardne zamenljive rezalne ploščice potekajo kanali za hlajenje že vrsto let skozi držala. »Tako ne le stabilno držimo rezalne ploščice, temveč hkrati transportiramo hladilno sredstvo neposredno v rezalno območje«, pojasnjuje vodja produktov.
Za ekonomično obdelavo nerjavnega jekla je ISCAR v okviru svoje kampanje orodij LOGIQUICK predstavil LOGIQ6TURN. Trojno pozitivno WSP z šestimi 55-stopinjskimi rezili je primerna za (pred)obdelavo ISO-M-materialov do globine reza treh milimetrov. Njihova posebna zasnova z optimiziranimi razbijači chips in stabilnim držalom omogoča mehak rez, zmanjšuje nastale sile, omogoča zelo dober razbitje chips in s tem odlične kakovosti površin.
Zahvaljujoč robustnemu TNMG sedežu ploščice lahko uporabnik WSP uporablja procesno varno. V sodelovanju s hlajenjem neposredno v rezalnem območju stabilnost omogoča dolge življenjske dobe. Še posebej za mini obdelavo je ISCAR razširil družino LOGIQ4TURN z dvojnimi 80-stopinjskimi WSP v velikosti 06. Vtičnica v obliki repa zagotavlja stabilno prileganje in omogoča skupaj z geometrijo za razbitje chips mehke reze, zelo dobro kontrolo chips in odlične kakovosti površin.
Za še boljšo kontrolo chips pri rezanju je ISCAR razširil možne geometrije za oblikovanje chips za DOGRIP-, TANGGRIP- in PENTACUT-rezalne vložke. Zdaj jih je mogoče opremiti tudi s T- in NX-oblikovalci chips ter novim B-oblikovalcem chips. Uporabniki tako dosežejo kratke in čiste chips. To preprečuje lom orodja in povečuje kakovosti površin na komponentah.
Kontakt:


