


Нержавіюча сталь є технічним матеріалом з високою цінністю. Оскільки вона стійка до корозії, вироби з цього матеріалу можна знайти практично скрізь: в турбомашинах та авіаційній і космічній техніці, а також в нафтовій і газовій промисловості, медичній техніці, харчовій промисловості або в кухонному посуді. Однак через їх різні властивості обробка нержавіючих сталей не є зовсім тривіальною.


Нержавіюча сталь не є однією і тією ж нержавіючою сталлю: залежно від сплаву та структури матеріал можна поділити на різні групи. Ця класифікація визначає, наскільки добре обробляється матеріал деталі та який інструмент для цього підходить. Важливими для обробки є, перш за все, склад сплаву та структурна будова.
Виклики в обробці матеріалів
Найвищу перешкоду становить група ISO-S. Вона включає в себе високо термостійкі суперсплави, а також титанові та титанові сплави, а також спеціальні залізоосновні сплави. Ці матеріали, хоча й особливо стійкі до тепла та корозії, вимагають максимальної точності при виборі інструментів та обробці. Феритні та мартенситні нержавіючі сталі обробляються так само добре, як і високолеговані сталі, тому вони відносяться до групи ISO-P відповідно до ISO 513. Натомість більш складними є аустенітні, дуплексні та PH-сталі, які належать до групи ISO-M.
Особливі фізичні та хімічні властивості аустенітних нержавіючих сталей ставлять високі вимоги до інструментів та процесів. Особливо висока міцність і пластичність ускладнюють обробку. Нержавіюча сталь має величезну міцність на розтяг, що під час різання вимагає великих зусиль. Це сильно навантажує ріжучу кромку і призводить до збільшеного зносу інструментів.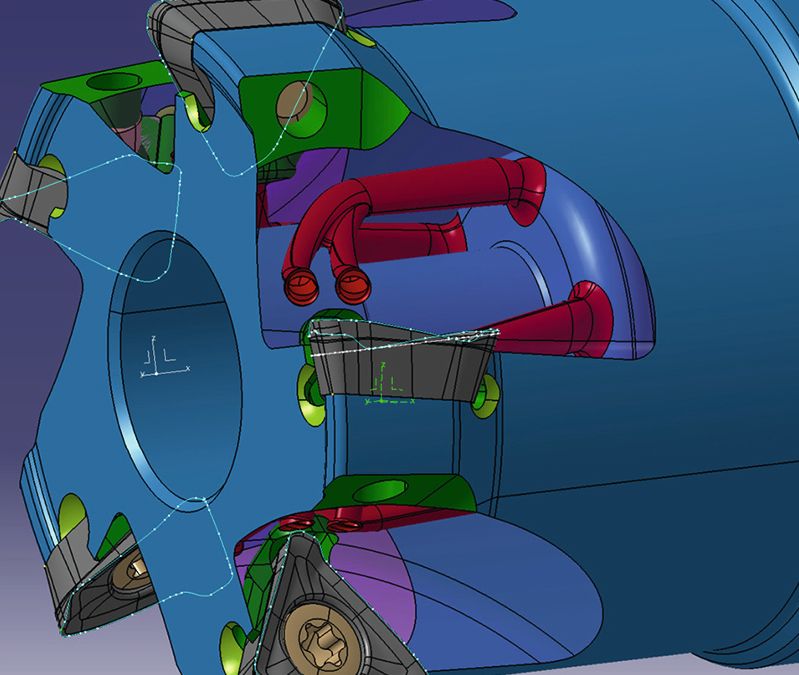
До цього додається низька теплопровідність. Тепло, що виникає під час обробки, майже не відводиться, а концентрується в інструменті та заготовці. Це призводить до підвищення температури на різці, що додатково зменшує термін служби. Паралельно нержавіюча сталь демонструє виражену схильність до холодного зміцнення: під механічним навантаженням матеріал під час обробки далі затверджується, що ускладнює різання і прискорює зношування інструменту. Ще однією проблемою є утворення наростів на різці.
Вони виникають, коли частинки матеріалу накопичуються на ріжучій кромці. Це не лише погіршує якість поверхні деталі, але й збільшує знос інструмента. Цю проблему посилюють легуючі елементи, такі як хром і нікель, які, хоча й забезпечують відмінну корозійну стійкість нержавіючої сталі, одночасно роблять матеріал більш крихким і важчим для обробки.
Комбінація робить своє.
„При проектуванні інструментів для обробки металів, таких як фрезерування, свердління та токарні роботи, тип оброблюваної нержавіючої сталі відіграє центральну роль“, - говорить Герберт Фольк, менеджер з продуктів фрезерування в ISCAR. „Він суттєво впливає на те, яка комбінація геометрії різання, різального матеріалу та способу подачі охолоджуючої рідини буде ефективною.“
Для обробки нержавіючої сталі рекомендуються різці з TiAlN PVD-обробленого дрібнозернистого сорту IC908, AlTiCrSiN покритого PVD-ріжучого матеріалу IC608, а також IC882 з міцного субстрату з TiSiN-PVD-покриттям та обробкою поверхні. "Вони призначені для процесів із середньою до високою швидкістю різання і особливо стійкі до зносу від надрізів та утворення наростів", пояснює Герберт Фольк. Фредерік Шмальбах, менеджер продукту Non-Rotating Tools в ISCAR, додає: "Для процесів різання в нержавіючій сталі також є сорти ріжучих матеріалів IC1010 і IC1030. Вони оснащені шаром AlTiN+TiN, що робить їх ще більш зносостійкими та значно підвищує тривалість служби систем DOGRIP і TANGGRIP."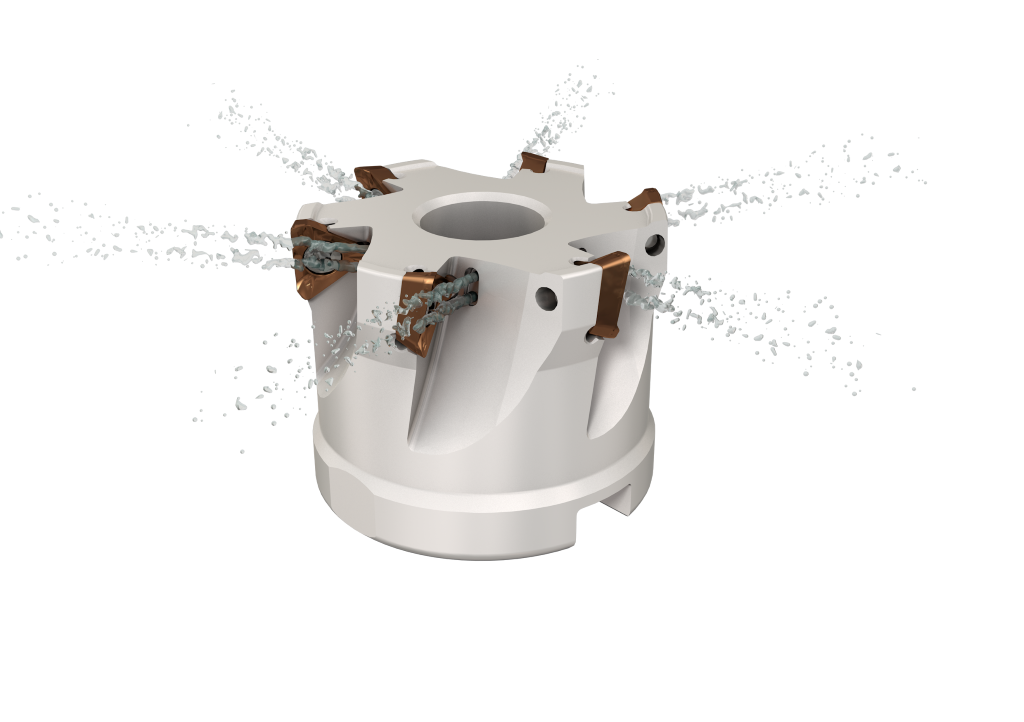
Щоб впоратися з високим тепловим навантаженням, зберегти ріжучі кромки, збільшити тривалість служби та одночасно покращити контроль за стружкою, необхідне ефективне охолодження. "Особливо ефективним виявилося високонапірне охолодження з цілеспрямованим подаванням охолоджуючого засобу безпосередньо в зону різання. Мета полягає в тому, щоб охолоджувати якомога ближче до кожної окремої ріжучої кромки та максимально швидко подавати якомога більше охолоджуючого засобу під максимальним тиском у зону різання", - говорить Антон Кресс, спеціаліст з продуктів фрезерування в ISCAR.
Завдяки 3D-друку компанія ISCAR може оптимізувати потік внутрішніх охолоджуючих каналів у своїх інструментах та підвищити тиск, об'єм і ефективність охолоджуючої рідини, наприклад, у фрезах для площин і кутів.
Ефективне оброблення та фінішна обробка нержавіючої сталі
Планові та кутові фрези з оптимізованим потоком, так звані інструменти JHP, доступні в серіях HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG та XQUAD. Користувачі можуть досягати вищих значень різання з цими інструментами, можливі довші часи обробки, вони забезпечують більшу процесуальну безпеку та підвищують термін служби, а також утворюється менше наростів.
Спеціально для ефективного оброблення плечей у матеріалах ISO-S та ISO-M компанія ISCAR представляє новий тангенціальний фрезер HELITANG-SM. Він оснащений новорозробленими змінними різцями. Бічні різці мають чотири, а торцеві - два ріжучі краї. Їх спеціальний формувач стружки забезпечує відмінний контроль за стружкою. Для остаточної обробки основи порожнин HELITANG також можна використовувати для рампового та свердлильного кругового фрезерування. Його цілеспрямоване подавання охолоджуючої рідини доставляє охолоджуючу рідину безпосередньо в зону різання. Для максимальної ефективності відведення тепла фреза має змінні форсунки для охолоджуючої рідини. Це дозволяє регулювати їхній діаметр відповідно до продуктивності насоса машини. Користувач отримує переваги у вигляді дуже хорошого відведення стружки, високої процесуальної безпеки, тривалого терміну служби та дуже високої якості плеча. Напівстандартне рішення доступне у вигляді насадного фрезера, а також у варіанті моноблока діаметром 50 міліметрів з чотирма та п’ятьма, а також у діаметрах 63 та 80 міліметрів з п’ятьма та шістьма ефективними зубцями відповідно.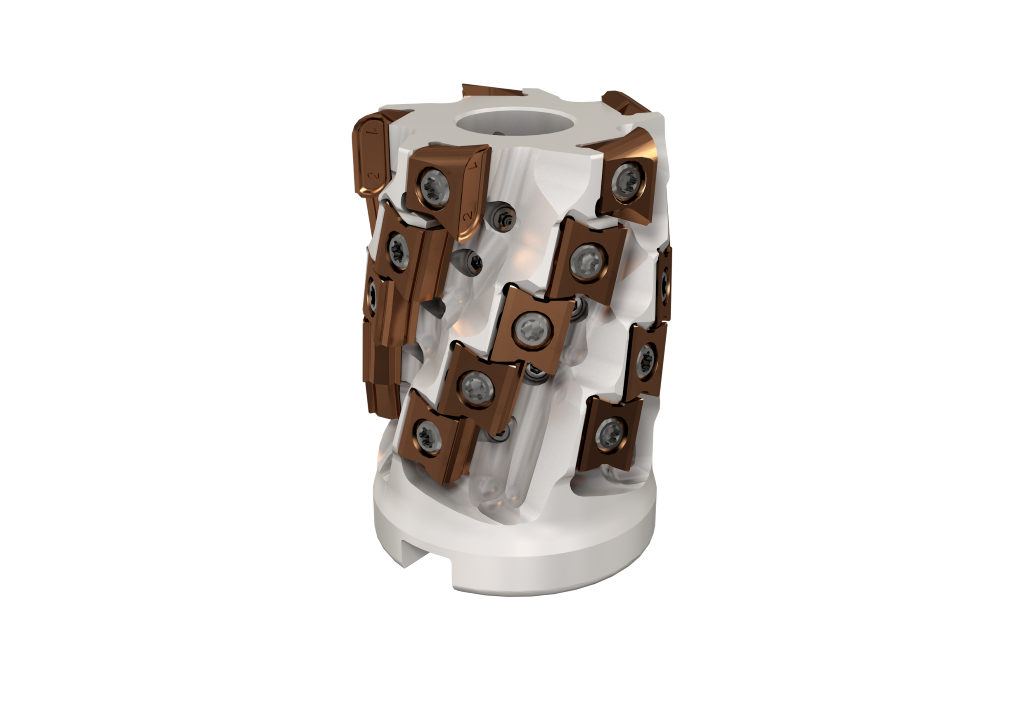
Фрези з твердого сплаву CHATTERFREE від ISCAR підходять для грубої та фінішної обробки матеріалів ISO-M та ISO-P. Інструменти з геометрією ECY-S5 мають п’ять ріжучих крайок з варіабельним кроком та додатковим простором для стружки. Їх різні кути різання забезпечують дуже м’яке різання, а особливий дизайн уповільнює зношування та підвищує тривалість служби. Геометрія EC-E4M-CF призначена для середньої та швидкої обробки матеріалів ISO-S, -M та -H.
Чотириріжучі фрези з гвинтовим валом 38 градусів з варіабельним кроком та численними варіантами радіусів кутів дозволяють досягати глибин різання до 2xD. Їх невелика виступаюча частина та дизайн CHATTERFREE запобігають вібраціям або трясці, що забезпечує відмінну якість поверхні.
„При свердлінні, різанні та токарній обробці нержавіючої сталі обробники стикаються з тими ж викликами, що й під час фрезерування“, - говорить Герберт Фольк. „Для цих процесів ISCAR також має відповідні інструменти в асортименті.“
Свердління на всі глибини
«При свердлінні нержавіючої сталі важливе правильне поєднання», говорить Патрік Мюллер, менеджер з продуктів у сфері свердління в ISCAR. «Для переконливих результатів важливими є поєднання хорошого охолодження, відповідного різального матеріалу та правильної геометрії ріжучих кромок».
Для отворів діаметром від п'яти до 32,9 міліметрів та глибиною до 12xD у матеріалах ISO-M та ISO-S, свердло з змінним головкою SUMOCHAM з двостороннім ICM-свердлом є першим вибором.
Воно має кут вершини 140 градусів, захисний фас на ріжучій кромці і виготовлене з найбільш зносостійкого, TiAlN PVD-покритого дрібнозернистого матеріалу IC908. Внутрішні канали охолоджуючої рідини доставляють охолоджуючу рідину безпосередньо в зону різання. Це оптимізує відведення тепла та евакуацію стружки, забезпечує високу якість поверхні та дозволяє довгі терміни служби.
«Якщо потрібні глибші отвори, варто розглянути однолопатеві глибокосвердлові свердла з родини TRIDEEP», говорить Патрік Мюллер. «У стандарті вони доступні в діаметрах від восьми до 32 міліметрів і довжинах до 25xD. Як спеціальний інструмент можливі також загальні довжини до 4,5 метрів». Спеціально заточені трьохріжучі WSP з широким фасом Wiper та геометрією розподілу стружки забезпечують стабільні процеси, запобігають утворенню наростів і покращують евакуацію стружки. Користувачі отримують вигоду від ресурсозберігаючого та економічного підходу до ефективних процесів у нержавіючих сталях.
Також трьохріжуча система свердління з змінним головкою QUICK3CHAM від ISCAR працює бездоганно в нержавіючій сталі, наприклад, новий плоский свердло F3B при розширенні також ексцентрично розташованих отворів. Геометрія основної ріжучої кромки з заточеним дефлектором стружки створює дуже маленькі сегменти стружки. Бічна ріжуча кромка з Wiper забезпечує оптимальну геометрію отвору та дуже хорошу якість поверхні.
Точіння та свердління нержавіючої сталі
«При точінні нержавіючої сталі охолодження є одним з вирішальних факторів», говорить Фредерік Шмальбах, менеджер продуктів Non-Rotating Tools в ISCAR. Тому, наприклад, у затискних патронах JETRTURN з лінії JETCUT від ISCAR для стандартних змінних ріжучих пластин CNMG, WNMG та DNMG канали охолоджуючої рідини проходять через затискні лапки вже багато років. «Таким чином, ми не тільки стабільно затискаємо ріжучі пластини, але й одночасно транспортуємо охолоджуючу рідину безпосередньо в зону різання», пояснює менеджер продуктів.
Для економічного точіння нержавіючої сталі ISCAR представив LOGIQ6TURN у рамках своєї кампанії інструментів LOGIQUICK. Трикутна, позитивна ріжуча пластина з шістьма 55-градусними ріжучими кромками підходить для (попереднього) оброблення матеріалів ISO-M до глибини різання трьох міліметрів. Її спеціальний дизайн з оптимізованими стружколомами та стабільним затиском дозволяє м'яке різання, зменшує виникаючі сили, забезпечує дуже хороший розлам стружки і, отже, відмінну якість поверхні.
Завдяки міцному TNMG-утримувачу користувач може надійно використовувати ріжучу пластину. У поєднанні з охолодженням безпосередньо в зоні різання стабільність забезпечує довгі терміни служби. Спеціально для мікрообробки ISCAR розширив сімейство LOGIQ4TURN двосторонніми ріжучими пластинами 80 градусів розміру 06. Затиск у формі ластівчиного хвоста забезпечує стабільне кріплення і разом з геометрією стружколомів дозволяє м'які різання, дуже добру контроль стружки та відмінну якість поверхні.
Для ще кращого контролю стружки при свердлінні ISCAR розширив можливі геометрії формування стружки для ріжучих вставок DOGRIP, TANGGRIP та PENTACUT. Тепер їх також можна оснастити T- та NX-формувачами стружки та новим B-формувачем стружки. Користувачі досягають короткої та чисто нарізаної стружки. Це запобігає поломці інструментів і підвищує якість поверхні на деталі.
Контакт:


