


Nehrđajući čelik je tehnički materijal velike važnosti. Budući da su otporni na koroziju, proizvodi od ovog materijala nalaze se praktički svugdje: u turbomjašinama i zrakoplovnoj industriji, kao i u industriji nafte i plina, medicinskoj tehnologiji, prehrambenoj industriji ili u posuđu. Zbog svojih različitih svojstava, obrada nehrđajućih čelika nije sasvim trivijalna.


Nehrđajući čelik nije isto što i nehrđajući čelik: Ovisno o leguri i strukturi, materijal se može podijeliti u različite skupine. Ova klasifikacija određuje koliko se dobro materijal obradivao i koji je alat za to prikladan. Ključni faktori za obradu su prvenstveno sastav legure i struktura zrna.
Izazovi u obradnoj tehnologiji
Najveća prepreka predstavlja ISO-S grupa. Ona obuhvaća visoko otpornije superlegure, kao i titan i titanove legure, ali i specijalne legure na bazi željeza. Ovi materijali su iako posebno otporni na toplinu i koroziju, zahtijevaju maksimalnu preciznost pri odabiru alata i obradnji. Ferritični i martenzitni nehrđajući čelici mogu se obrađivati slično dobro kao i visoko legirani čelici, zbog čega su prema ISO 513 svrstani u grupu ISO-P. Međutim, zahtjevniji su austenitni, duplexni i PH čelici, koji pripadaju ISO-M grupi.
Posebne fizičke i kemijske osobine austenitnih nehrđajućih čelika postavljaju visoke zahtjeve za alate i procese. Osobito visoka čvrstoća i žilavost otežavaju obradu. Nehrđajući čelik ima ogromnu čvrstoću na vuču, koja prilikom rezanja zahtijeva velike sile. To snažno opterećuje rezni rub i dovodi do povećanog trošenja alata.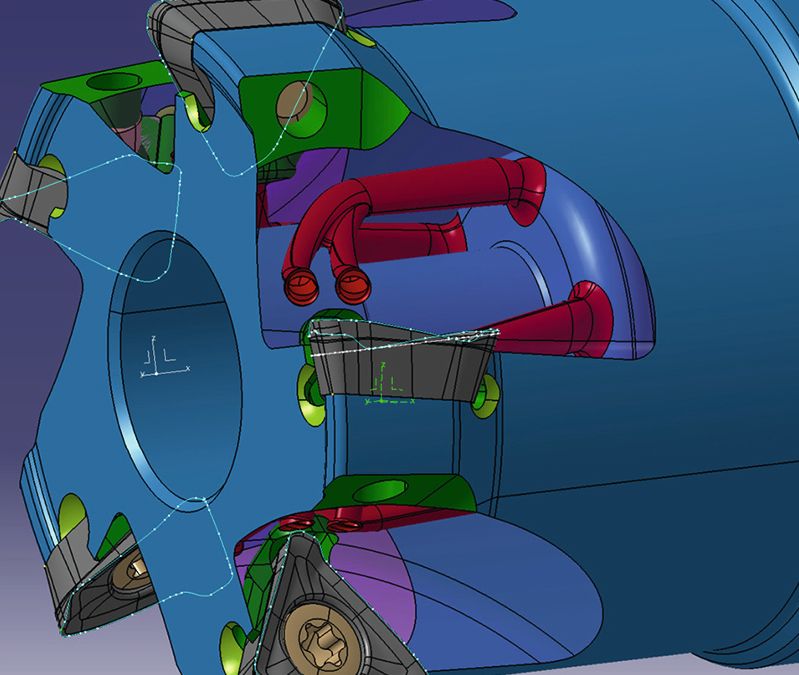
Uz to, tu je i niska toplinska vodljivost. Toplina koja nastaje tijekom obrade jedva se odvodi, već se koncentrira u alatu i radnom komadu. Zbog toga se temperature na reznoj ivici povećavaju, što dodatno smanjuje trajnost. Paralelno, nehrđajući čelik pokazuje izraženu sklonost hladnom učvršćivanju: pod mehaničkim opterećenjem materijal se tijekom procesa obrade dodatno učvršćuje, što otežava rezanje i ubrzava trošenje alata. Još jedan izazov je stvaranje naslaga na reznoj ivici.
Oni nastaju kada se čestice materijala nakupljaju na reznoj ivici. To ne samo da utiče na kvalitet površine obradka, već i povećava trošenje alata. Ova izazov dodatno pojačavaju legirani elementi poput hroma i nikla, koji, iako osiguravaju izvrsnu otpornost na koroziju nehrđajućeg čelika, čine materijal istovremeno žilavijim i teže obradivim.
Kombinacija čini sve.
„Prilikom konstrukcije alata za obradu metala za frezanje, bušenje i okretanje, vrsta nehrđajućeg čelika koji se obrađuje igra središnju ulogu“, kaže Herbert Volk, voditelj proizvoda za frezanje u ISCAR-u. „Ona značajno utječe na to koja kombinacija geometrije rezanja, materijala za rezanje i načina dovoda hladila učinkovito funkcionira.“
Za obradu nehrđajućeg čelika preporučuju se rezni alati od TiAlN PVD-obložene fine zrnate sorte IC908, AlTiCrSiN obloženog PVD-reznog materijala IC608, kao i IC882 od žilavog supstrata s TiSiN-PVD oblogom i površinskom obradom. „Namijenjeni su procesima s srednjom do visokom brzinom rezanja i posebno su otporni na habanje zbog utora i stvaranje naslaga“, objašnjava Herbert Volk. Frederik Schmalbach, voditelj proizvoda za nerotirajuće alate u ISCAR-u, dodaje: „Za rezne procese u nehrđajućem čeliku postoje i vrste reznog materijala IC1010 i IC1030. Ove su obložene AlTiN+TiN slojem, što ih čini još otpornijima na habanje i značajno povećava vijek trajanja DOGRIP i TANGGRIP sustava.“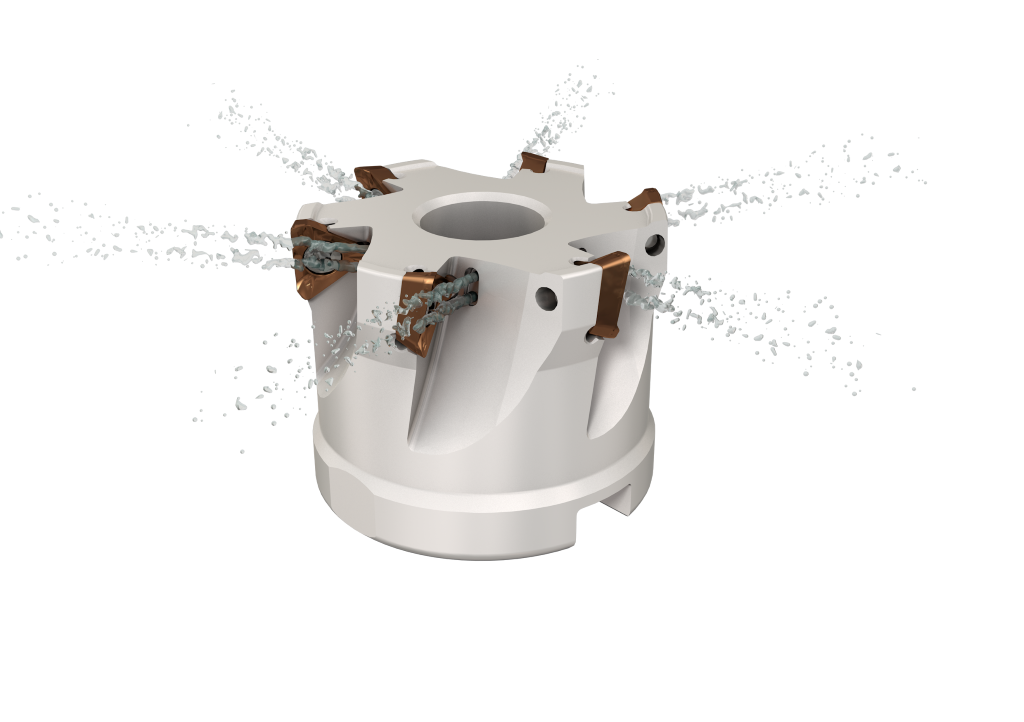
Kako bi se nosili s visokim unosom topline, zaštitili oštrice, povećali trajnost i istovremeno poboljšali kontrolu strugotine, potrebna je učinkovita hlađenja. „Visokotlačno hlađenje s usmjerenim dovodom rashladne tekućine izravno u reznu zonu pokazalo se kao posebno učinkovito. Cilj je uvijek hlađenje što bliže svakoj pojedinačnoj oštrici i što je moguće brži dovod što više rashladne tekućine pod maksimalnim pritiskom u reznu zonu“, kaže Anton Kress, specijalist za proizvode za frezanje u ISCAR-u.
Zahvaljujući 3D ispisnim postupcima, ISCAR može optimizirati unutarnje kanale za hlađenje svojih alata, te dodatno povećati tlak, količinu i učinkovitost rashladne tekućine, primjerice kod ravnih i kutnih freza.
Učinkovito grubno i fini obrađivanje nehrđajućeg čelika
Planer i kutni rezači s optimiziranim protokom i ciljanom hlađenjem, takozvani JHP alati, dostupni su u serijama HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG i XQUAD. Korisnici mogu s tim alatima ostvariti veće vrijednosti rezanja, omogućuju duže vrijeme obrade, postižu veću procesnu sigurnost i produžuju vijek trajanja, a također se formira manje naslaga.
Posebno za učinkovito struganje ramena u ISO-S i ISO-M materijalima, ISCAR predstavlja novi tangencijalni rezni alat HELITANG-SM. Opremljen je novorazvijenim izmjenjivim reznih pločama. Pločice za rezanje na obodu nude četiri, a pločice za rezanje na kraju dva reza. Njihov specijalni oblik strugotine osigurava izvrsnu kontrolu strugotine. Kako bi se završile osnove šupljina, HELITANG se može koristiti i za rampanje i kružno frezanje. Njegovo usmjereno dovod hladila dovodi hladilo izravno u područje rezanja. Za maksimalnu učinkovitost odvođenja topline, rezač ima zamjenjive mlaznice za hladilo. Tako se njihov promjer može prilagoditi pumpnoj snazi stroja. Korisnik ima koristi od vrlo dobre odvodnje strugotine, visoke procesne sigurnosti, dugih radnih vremena i vrlo visoke kvalitete ramena. Polustandardno rješenje dostupno je kao nadogradni rezač, kao i u monoblok varijanti promjera 50 milimetara s četiri i pet, te u promjerima 63 i 80 milimetara s po pet i šest učinkovitih zuba.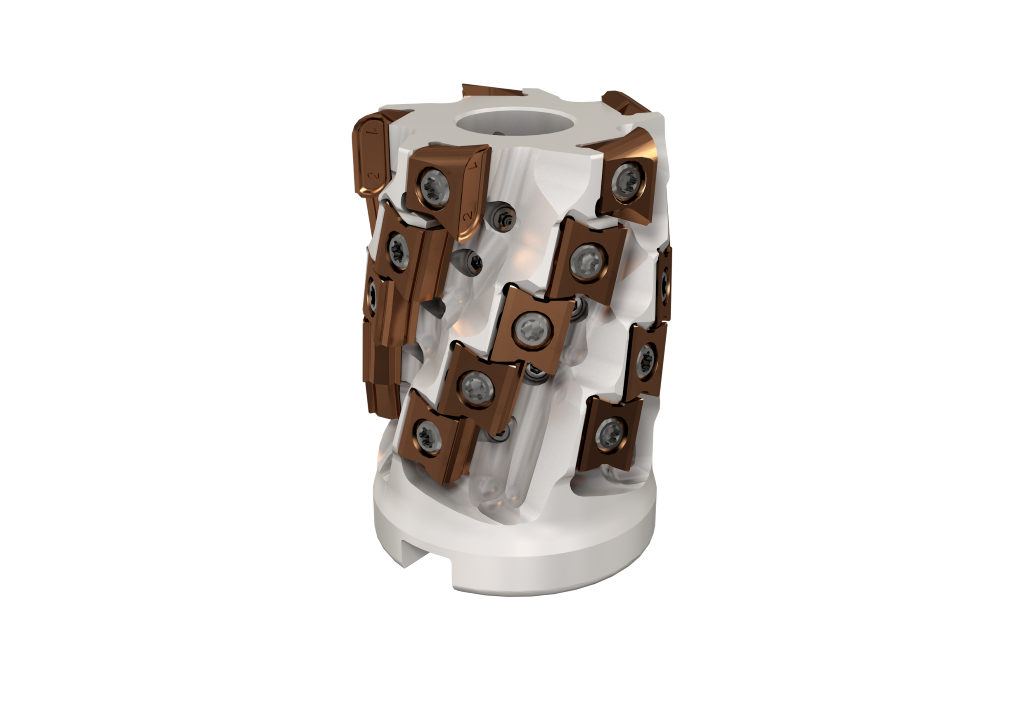
CHATTERFREE punokarbonski rezači tvrtke ISCAR prikladni su za grubinsku i fini obradu ISO-M i ISO-P materijala. Alati s ECY-S5 geometrijom imaju pet oštrica s varijabilnim razmakom i dodatnim prostorom za strugotine. Njihovi različiti kutovi strugotine omogućuju vrlo nježno rezanje, a poseban dizajn usporava trošenje i povećava trajnost. EC-E4M-CF geometrija namijenjena je srednjoj i brzoj obradi ISO-S, -M i -H materijala.
Četverorezni 38-stupnjeviti spiralni rezači s varijabilnim razmakom i brojnim varijantama radijusa kutova omogućuju dubine rezanja do 2xD. Njihova mala izbočina i CHATTERFREE dizajn sprječavaju podrhtavanje ili vibracije i omogućuju vrhunske površinske kvalitete.
„Prilikom bušenja, rezanja i okretanja nehrđajuće čelika, obrađivači se suočavaju s istim izazovima kao i kod frezanja“, kaže Herbert Volk. „I za ove procese ISCAR ima odgovarajuće alate u ponudi.“
Bušenje u sve dubine
„Kod bušenja nehrđajućeg čelika, prava mješavina je ključna“, kaže Patrick Muller, voditelj proizvoda za bušenje u ISCAR-u. „Za uvjerljive rezultate kombinacija dobre hlađenja, odgovarajućeg materijala za rezanje i ispravne geometrije rezača je presudna.“
Za bušenja s promjerima od pet do 32,9 milimetara i dubinama do 12xD u ISO-M i ISO-S materijalima, SUMOCHAM izmjenjivi svrdlo s dvostrukim ICM vrhom je prvi izbor.
Ima kut vrha od 140 stupnjeva, zaštitni faza na reznom rubu i izrađen je od najotpornijeg, TiAlN PVD premazanog finog zrna IC908. Unutarnji kanali za hlađenje dovode hladilo izravno u zonu rezanja. To optimizira odvođenje topline i evakuaciju strugotina, osigurava visoke kvalitete površine i omogućuje duge radne cikluse.
„Ako su potrebna dublja bušenja, preporučuju se bušači s jednim reznim rubom iz TRIDEEP obitelji“, kaže Patrick Muller. „Standardno su dostupni u promjerima od osam do 32 milimetra i duljinama do 25xD. Kao specijalni alat, moguće su i ukupne duljine do 4,5 metra.“ Specijalno brušeni trokraki WSP s širokom Wiper završnom fazom i geometrijom za razdvajanje strugotina osiguravaju stabilne procese, sprječavaju nakupljanje strugotina i poboljšavaju odvod strugotina. Korisnici profitiraju pored resursno štedljivog i ekonomičnog postavljanja od učinkovitih procesa u nehrđajućim čelicima.
Također ISCAR-ov trokraki izmjenjivi svrdlo sustav QUICK3CHAM savršeno funkcionira u nehrđajućem čeliku, poput novog F3B ravnog svrdla prilikom bušenja i ekscentrično postavljenih rupa. Geometrija glavnog rezača s brušenim deflektorom strugotina stvara vrlo male segmente strugotina. Sporedni rezač s Wiper-om osigurava optimalnu geometriju bušenja i vrlo dobru kvalitetu površine.
Tokarenje i rezanje nehrđajućeg čelika
„Kod tokarenja nehrđajućeg čelika, hlađenje je jedan od ključnih faktora“, kaže Frederik Schmalbach, voditelj proizvoda za ne-rotirajuće alate u ISCAR-u. Stoga, na primjer, kod JETRTURN držača alata iz ISCAR-ove JETCUT linije za CNMG, WNMG i DNMG standardne izmjenjive pločice, kanali za hlađenje već dugi niz godina prolaze kroz stezne prste. „Tako ne samo da stabiliziramo tokarske WSP, nego istovremeno transportiramo hladilo izravno u zonu rezanja“, objašnjava voditelj proizvoda.
Za ekonomično tokarenje nehrđajućeg čelika, ISCAR je predstavio LOGIQ6TURN u okviru svoje LOGIQUICK kampanje alata. Trokutasta, pozitivna WSP s šest 55-stupanjskih rezača pogodna je za (pred) završnu obradu ISO-M materijala do dubine rezanja od tri milimetra. Njen specijalni dizajn s optimiziranim razbijačima strugotina i stabilnom stegnom omogućuje glatko rezanje, smanjuje nastale sile, omogućuje vrlo dobar razbijanje strugotina i time izvrsne kvalitete površine.
Zahvaljujući robusnom TNMG sjedištu pločice, korisnik može sigurno koristiti WSP. U kombinaciji s hlađenjem izravno u zoni rezanja, stabilnost doprinosi dugim radnim ciklusima. Posebno za mini obradu, ISCAR je proširio obitelj LOGIQ4TURN s dvostrukim 80-stupanjskim WSP u veličini 06. Stezanje u obliku labuda osigurava stabilno sjedište i omogućuje, zajedno s geometrijom za razbijanje strugotina, glatka rezanja, vrlo dobru kontrolu strugotina i izvrsne kvalitete površine.
Za još bolju kontrolu strugotina prilikom rezanja, ISCAR je proširio moguće geometrije za oblikovanje strugotina za DOGRIP, TANGGRIP i PENTACUT rezne umetke. Sada se mogu opremiti i s T- i NX oblikovateljima strugotina i novim B oblikovateljem strugotina. Korisnici tako postižu kratke i čiste strugotine. To sprječava lomove alata i povećava kvalitete površine na dijelu.
Kontakt:


