


Nerezová ocel je technický materiál s vysokou hodnotou. Díky své odolnosti proti korozi se produkty z tohoto materiálu nacházejí prakticky všude: v turbomasinách a leteckém a kosmickém průmyslu, stejně jako v ropném a plynárenském průmyslu, medicínské technice, potravinářském průmyslu nebo v kuchyňském nádobí. Vzhledem k jejich různým vlastnostem však obrábění nerezových ocelí není zcela triviální.


Nerezová ocel není stejná nerezová ocel: V závislosti na slitině a struktuře lze materiál rozdělit do různých skupin. Tato klasifikace určuje, jak dobře se dá materiál obrábět a jaké nástroje jsou k tomu vhodné. Rozhodující pro zpracování je především složení slitiny a struktura zrna.
Výzvy při obrábění
Nejvyšší překážku představuje skupina ISO-S. Zahrnuje vysoce tepelně odolné superlegury, stejně jako titan a titanové slitiny, ale také speciální slitiny na bázi železa. Tyto materiály jsou sice zvlášť odolné vůči teplu a korozi, vyžadují však maximální přesnost při výběru nástrojů a obrábění. Ferritické a martensitické nerezové oceli se dají zpracovávat podobně dobře jako vysoce legované oceli, a proto jsou podle ISO 513 zařazeny do skupiny ISO-P. Náročnější jsou naopak austenitické, duplexní a PH-oceli, které patří do skupiny ISO-M.
Speciální fyzikální a chemické vlastnosti austenitických nerezových ocelí kladou vysoké nároky na nástroje a procesy. Zejména vysoká pevnost a houževnatost ztěžují obrábění. Nerezová ocel má obrovskou mez kluzu, která při řezání vyžaduje velké síly. To silně zatěžuje břit a vede k zvýšenému opotřebení nástrojů.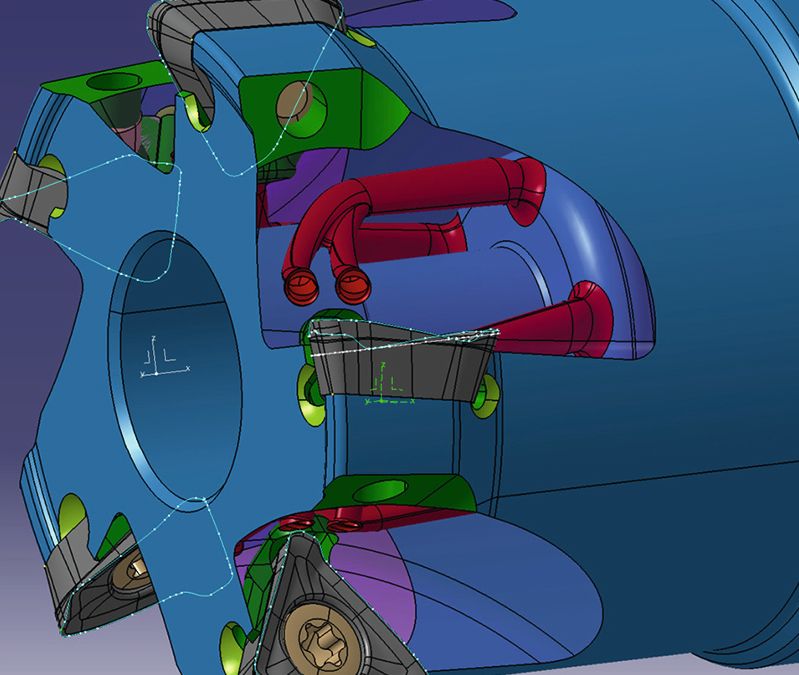
K tomu se přidává nízká tepelná vodivost. Teplo, které vzniká při obrábění, se téměř neodvádí, ale koncentruje se v nástroji a obrobku. To zvyšuje teploty na břitu, což dále snižuje životnost nástroje. Současně se nerezová ocel vyznačuje výraznou tendencí k studené zpevnění: Pod mechanickým zatížením se materiál během obráběcího procesu dále zpevňuje, což ztěžuje řezání a urychluje opotřebení nástroje. Další výzvou je vznik nánosových hran.
Vznikají, když se materiálové částice usazují na břitu. To nejenže ovlivňuje kvalitu povrchu obrobku, ale také zvyšuje opotřebení nástroje. Tuto výzvu ještě zhoršují legované prvky, jako je chrom a nikl, které sice zajišťují vynikající odolnost proti korozi nerezové oceli, ale zároveň činí materiál houževnatějším a hůře obrobitelným.
Kombinace to zvládá.
„Při konstrukci obráběcích nástrojů pro frézování, vrtání a soustružení hraje typ obráběné nerezové oceli klíčovou roli,“ říká Herbert Volk, produktový manažer frézování ve společnosti ISCAR. „Podstatně ovlivňuje, která kombinace geometrie břitu, řezného materiálu a způsobu dodávky chladicího média funguje efektivně.“
Pro zpracování nerezové oceli se doporučují břity z TiAlN PVD potažené jemnozrnnou třídou IC908, AlTiCrSiN potaženého PVD řezného materiálu IC608 a IC882 z houževnatého substrátu s TiSiN-PVD povlakem a povrchovou úpravou. „Jsou navrženy pro procesy se střední až vysokou řeznou rychlostí a jsou zvlášť odolné vůči opotřebení a tvorbě nárůstů,“ uvádí Herbert Volk. Frederik Schmalbach, produktový manažer pro neotáčivé nástroje ve společnosti ISCAR, doplňuje: „Pro soustružení nerezové oceli jsou také k dispozici řezné materiály IC1010 a IC1030. Ty jsou vybaveny vrstvou AlTiN+TiN, která je činí ještě odolnějšími proti opotřebení a výrazně zvyšuje životnost systémů DOGRIP a TANGGRIP.“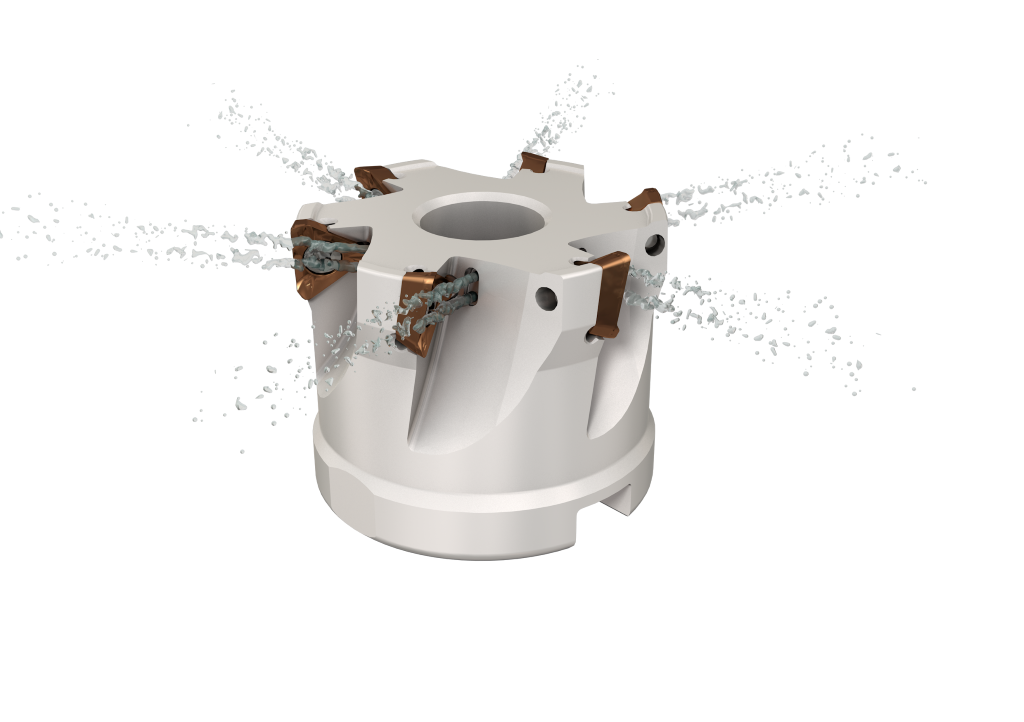
Aby bylo možné zvládnout vysoký příkon tepla, chránit břity, prodloužit životnost a zároveň zlepšit kontrolu třísek, je nezbytné efektivní chlazení. „Jako zvlášť účinné se ukázalo vysokotlaké chlazení s cíleným přívodem chladicího média přímo do řezné zóny. Cílem je vždy chladit co nejblíže k jednotlivým břitům a co nejrychleji přivést co nejvíce chladicího média s maximálním tlakem do řezné zóny,“ říká Anton Kress, produktový specialista na frézování ve společnosti ISCAR.
Díky 3D tiskovým metodám může ISCAR optimalizovat vnitřní chladicí kanály svých nástrojů a dále zvyšovat tlak, množství a účinnost chladicí kapaliny, například u plochých a rohových fréz.
Efektivní hrubování a dokončování nerezové oceli
Plánovací a rohové frézy s optimalizovaným prouděním a cíleným chlazením, tzv. JHP nástroje, jsou k dispozici v sériích HELI2000, HELIALU, HELI3MILL, HELIDO, HELIQUAD, HELITANG a XQUAD. Uživatelé mohou s těmito nástroji dosahovat vyšších řezných hodnot, je možné delší doby zásahu, dosahují větší procesní bezpečnosti a zvyšují životnost, navíc se tvoří méně nánosových hran.
Speciálně pro efektivní hrubování ramen v materiálech ISO-S a ISO-M představuje ISCAR nový tangenciální vřetenový frézovací nástroj HELITANG-SM. Je vybaven nově vyvinutými vyměnitelnými řeznými destičkami. Obvodové WSP nabízejí čtyři, čelní WSP dvě řezné hrany. Jejich speciální tvarování třísky zajišťuje vynikající kontrolu třísky. Pro dokončení základů dutin lze HELITANG také použít k rampování a vrtání kruhovým frézováním. Jeho cílené dodávání chladicí kapaliny přivádí chladicí kapalinu přímo do řezné zóny. Pro maximální efektivitu odvodu tepla má fréza vyměnitelné trysky na chladicí kapalinu. Díky tomu lze jejich průměr přizpůsobit výkonu čerpadla stroje. Uživatel profitoval z velmi dobrého odvodu třísky, vysoké procesní bezpečnosti, dlouhé životnosti a velmi vysoké kvality ramen. Polostandardní řešení je k dispozici jako nasazovací fréza a také jako monobloková varianta v průměru 50 milimetrů se čtyřmi a pěti, a v průměrech 63 a 80 milimetrů s pěti a šesti efektivními zuby.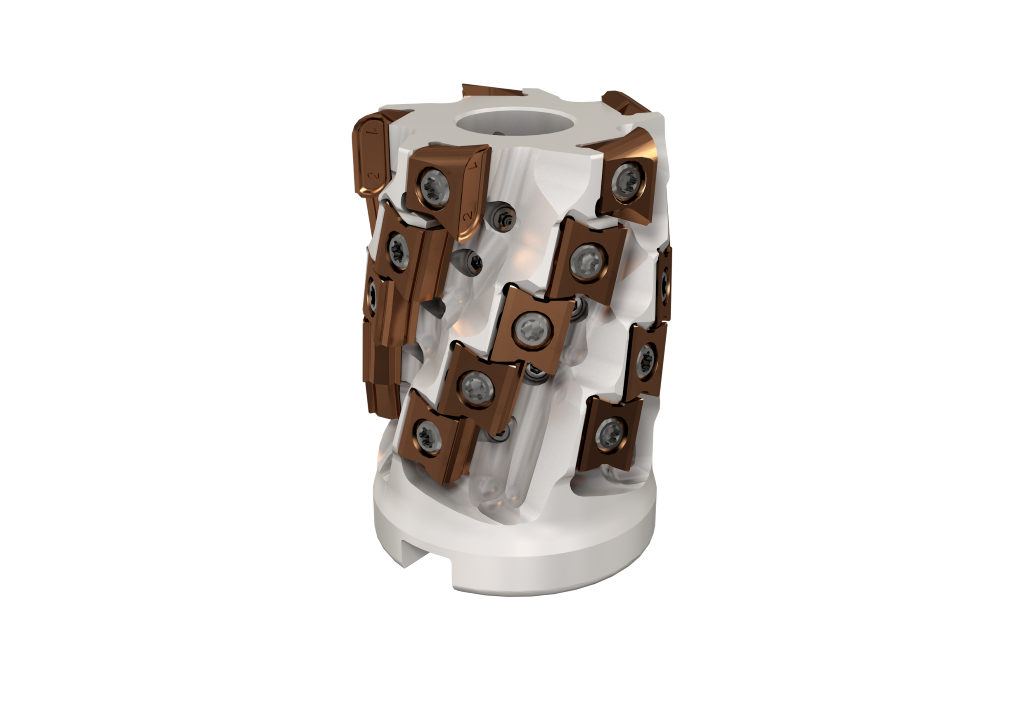
Frézy CHATTERFREE z plného karbidu od společnosti ISCAR jsou vhodné pro hrubování a dokončování materiálů ISO-M a ISO-P. Nástroje s geometrií ECY-S5 mají pět břitů s variabilním rozestupem a dodatečným prostorem pro třísku. Jejich různé úhly břitu umožňují velmi jemné řezání, zvláštní design zpomaluje opotřebení a zvyšuje životnost. Geometrie EC-E4M-CF je určena pro střední a rychlé obrábění materiálů ISO-S, -M a -H.
Čtyřbřité frézy s 38stupňovou šroubovicí, variabilním rozestupem a řadou variant poloměru rohů umožňují hloubky řezu až 2xD. Jejich malý přesah a design CHATTERFREE zabraňují drnčení nebo vibracím a umožňují vynikající kvalitu povrchu.
„Při vrtání, soustružení a frézování nerezové oceli čelí obráběči stejným výzvám jako při frézování,“ říká Herbert Volk. „I pro tyto procesy má ISCAR vhodné nástroje v nabídce.“
Vrtání do všech hloubek
„Při vrtání nerezové oceli záleží na správné směsi,“ říká Patrick Muller, produktový manažer vrtání ve společnosti ISCAR. „Pro přesvědčivé výsledky je rozhodující kombinace dobrého chlazení, vhodného řezného materiálu a správné geometrie břitu.“
Pro otvory s průměry od pěti do 32,9 milimetrů a hloubkami až 12xD v ISO-M a ISO-S materiálech je výměnný vrták SUMOCHAM s dvoubřitým ICM vrtacím hlavou první volbou.
Má úhel špičky 140 stupňů, ochrannou fazetu na řezné hraně a je vyroben z opotřebení odolného, TiAlN PVD potaženého jemnozrného typu IC908. Interní chladicí kanály přivádějí chladicí médium přímo do řezné zóny. To optimalizuje odvod tepla a evacuaci třísek, zajišťuje vysokou kvalitu povrchu a umožňuje dlouhé životnosti.
„Pokud jsou potřeba hlubší vrtání, doporučují se jednoramenné hluboké vrtáky z rodiny TRIDEEP,“ říká Patrick Muller. „Ve standardu jsou k dispozici v průměrech od osmi do třiceti dvou milimetrů a délkách až 25xD. Jako speciální nástroj jsou možné také celkové délky až 4,5 metru.“ Speciálně broušené tříbřité WSP s širokým Wiper dokončovacím úhlem a geometrií tříštícího prvku zajišťují stabilní procesy, zabraňují tvorbě náběhových hran a zlepšují odvod třísek. Uživatelé profitují vedle šetrného a nákladově efektivního uspořádání z efektivních procesů v nerezových ocelích.
Také ISCARův třířezný systém výměnných hlav QUICK3CHAM funguje bezchybně v nerezové oceli, například nový plochý vrták F3B při zvětšování excentricky umístěných otvorů. Geometrie hlavního řezu s broušeným třískovým deflektorem vytváří velmi malé třískové segmenty. Vedlejší řez s Wiper zajišťuje optimální geometrii otvoru a velmi dobrou kvalitu povrchu.
Soustružení a vrtání nerezové oceli
„Při soustružení nerezové oceli je chlazení jedním z rozhodujících faktorů,“ říká Frederik Schmalbach, produktový manažer pro nástroje bez rotace ve společnosti ISCAR. Proto například u držáků nástrojů JETRTURN z ISCARovy řady JETCUT pro standardní vyměnitelné břitové destičky CNMG, WNMG a DNMG probíhá chladicí médium již mnoho let skrze upínací prsty. „Tím nejen stabilně upínáme soustružnické břitové destičky, ale zároveň transportujeme chladicí médium přímo do řezné zóny,“ vysvětluje produktový manažer.
Pro ekonomické soustružení nerezové oceli představila společnost ISCAR v rámci své kampaně LOGIQUICK nástroj LOGIQ6TURN. Trojúhelníková, pozitivní WSP se šesti 55stupňovými břity je vhodná pro (před)obrábění ISO-M materiálů až do hloubky řezu tři milimetry. Její speciální design s optimalizovanými tříštidly a stabilním upínáním umožňuje jemný řez, snižuje vznikající síly, zajišťuje velmi dobré tříštění třísek a tím i vynikající jakost povrchu.
Díky robustnímu sedlu TNMG může uživatel bezpečně používat WSP. V kombinaci s chlazením přímo v řezné zóně přispívá stabilita k dlouhé životnosti. Speciálně pro miniaturizaci rozšířil ISCAR rodinu LOGIQ4TURN o oboustranné 80-stupňové WSP ve velikosti 06. Kloubové upínání zajišťuje stabilní uchycení a spolu s geometrií na lámání třísek umožňuje jemné řezy, velmi dobrou kontrolu třísek a vynikající kvalitu povrchu.
Pro ještě lepší kontrolu třísky při frézování ISCAR rozšířil možné geometrie třískových forem pro řezné destičky DOGRIP, TANGGRIP a PENTACUT. Nyní mohou být také vybaveny T- a NX-třískovými formami a novým B-třískovým formátorem. Uživatelé tak dosahují krátkých a čistě zakřivených třísek. To zabraňuje lámání nástrojů a zvyšuje kvalitu povrchu na součásti.
Kontakt:


