


La técnica de perforación para la construcción profunda y la geotermia es el campo de negocio de Sysbohr GmbH. La empresa había hecho fabricar todos los componentes por contratistas durante mucho tiempo. Cuando hace tres años se estableció una producción propia, la fabricación automatizada inicialmente presentó problemas. INGERSOLL WERKZEUGE GMBH luego reformó el proceso de fabricación de roscas y estableció la seguridad del proceso.

Desde su fundación como oficina de diseño en 2004, la empresa con sede en Fulda ha tenido un buen desarrollo. Con la creación de su propia producción en Hünenfeld, no se pretendía reemplazar a los contratistas, sino aumentar la capacidad de producción. Los proveedores externos que han estado suministrando a Sysbohr durante más de 20 años continuarán haciéndolo. Con la producción en Hünenfeld, el fabricante puede reaccionar de manera más flexible y tiene un mejor control sobre sus tiempos de entrega.
‘Si un cliente, por ejemplo, necesita un orificio adicional en su herramienta de perforación, se rediseña en Fulda y se fabrica de acuerdo a nuestras especificaciones’, describe el director de producción Sebastian Reith una de las grandes fortalezas de la empresa: las ejecuciones especiales a medida pueden realizarse aquí de manera individual y rápida. Sysbohr acompaña proyectos desde el diseño hasta el sistema terminado y adapta los sistemas de perforación óptimamente a las condiciones del suelo y a los requisitos del sitio de construcción. La venta de herramientas y accesorios se realiza a nivel mundial.
El portafolio de productos, en su mayoría propios, incluye coronas de perforación, tubos de perforación, cabezales de perforación y unidades de accionamiento. Las cantidades típicas para herramientas especiales están en el rango de una sola cifra, pero para coronas de perforación para el comercio mayorista también se alcanzan tamaños de lote de hasta 200 piezas.
Los clientes provienen en su mayoría de la industria de la construcción, donde las herramientas se utilizan principalmente para la seguridad de excavaciones y túneles. En algunas aplicaciones, la punta de perforación permanece en el agujero y se considera perdida. En la mayoría de los casos, la corona de perforación y las varillas de perforación están equipadas con roscas en lugar de un cierre de bayoneta de fácil liberación.
Producción rápidamente ampliada

La producción en Hünenfeld comenzó con una máquina de DMG MORI y se amplió rápidamente para alcanzar la capacidad de producción deseada. Actualmente, seis centros de torneado y fresado de este fabricante ocupan el taller. Se adquirió además un torno revolver de Okuma específicamente para el procesamiento de tubos grandes, que cuenta con un mayor diámetro de husillo.
En todas las máquinas hay robots. A pesar de las cantidades relativamente bajas, la automatización es rentable debido a los largos tiempos de funcionamiento, como explica Sebastian Reith: ‘En las máquinas podemos completar nuestros productos, es decir, en el mejor de los casos, pieza bruta dentro, pieza terminada fuera. Para diez componentes, eso puede sumar cinco horas de tiempo de funcionamiento. Eso es un turno de tarde.’ El flujo de trabajo es tal que los diez empleados fabrican piezas individuales por la mañana y por la tarde todavía introducen una pieza por máquina. El resto lo hacen los robots en el turno de tarde y noche sin personal.
Lo que suena como una producción económica, sin embargo, inicialmente presentó grandes problemas a Sysbohr en la fabricación de roscas trapezoidales, que son necesarias para casi todos los componentes. Faltaba la seguridad del proceso requerida, ya que especialmente con grosores de material delgados, a menudo ocurrían vibraciones que dejaban marcas de vibración visibles en las roscas internas y producían malas calidades de superficie. A veces, la producción automática se detenía después de pocas piezas o continuaba a pesar de una placa de corte dañada y producía desechos.
‘Nunca supimos qué esperar cuando llegábamos a la empresa por la mañana. La paleta podría haberse procesado, pero tal vez no’, relata Reith sobre su frustración.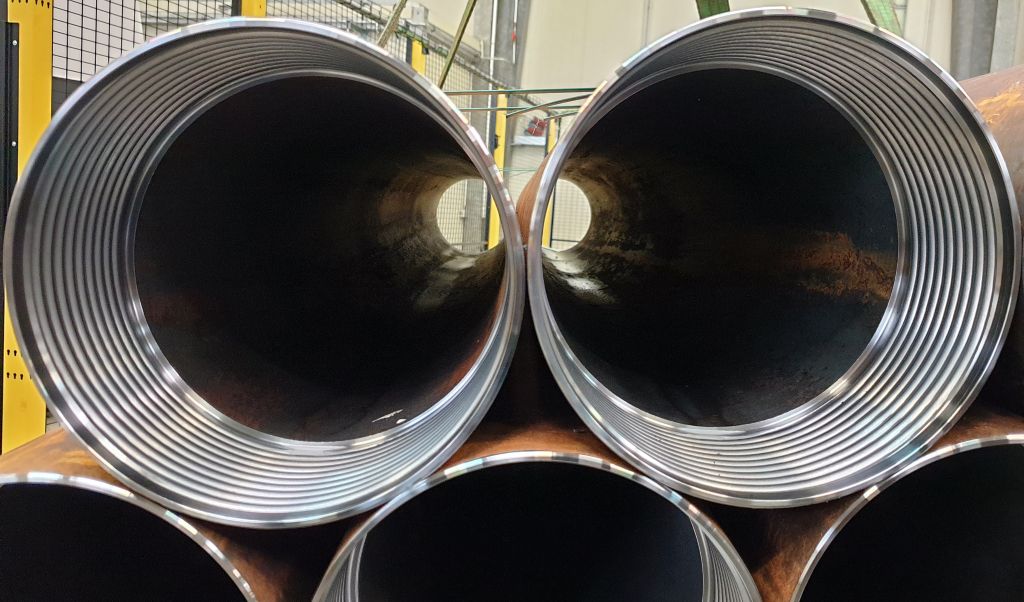
Los problemas comenzaron con la automatización
Los fabricantes probaron muchas cosas, experimentaron con diferentes entregas y velocidades. Sin embargo, la precisión de repetición en el proceso automatizado siempre dejaba mucho que desear. INGERSOLL estuvo presente desde el principio como proveedor de herramientas en Hünenfeld, pero las placas problemáticas provenían de otro fabricante.
Sysbohr había adoptado el proceso, incluidas las placas de rosca en versiones especiales, de un proveedor que nunca tuvo problemas con ello. Sin embargo, una diferencia crucial es que en el contratista siempre hay un operador en cada máquina que puede intervenir ante irregularidades antes de que se conviertan en un problema. Esto se refiere tanto a las vibraciones que surgen como a los atascos de virutas, que también ocurrían con más frecuencia en Sysbohr.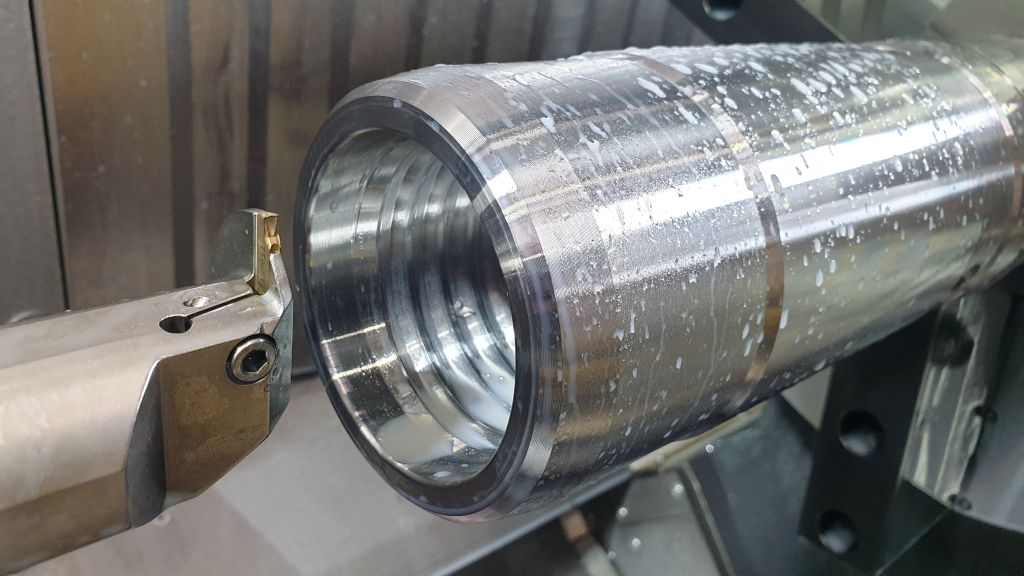
INGERSOLL debería proporcionar una solución. Daniel Rudolph, asesor técnico del fabricante de herramientas, analizó el problema: ‘La placa de rosca especial utilizada, con la que se giraba la rosca interna, provocaba vibraciones debido a su ancho de entrada y la relativamente larga distancia de sujeción, que se amplificaban en el proceso. En lugar de la placa de perfil completo que ejerce mucha presión, introdujimos una herramienta de corte que ejerce menos presión.’
Dado que Sysbohr ya había tenido buenas experiencias con la placa de corte de INGERSOLL, se probó de inmediato. Sin embargo, dado que el corte de roscas se diferencia fundamentalmente del torneado, los flujos de proceso existentes no podían simplemente adoptarse. La velocidad de procesamiento inicialmente alcanzada resultó ser demasiado lenta. Por lo tanto, no se trataba solo de un simple cambio de herramienta.
Proceso completamente analizado
‘La seguridad del proceso solo se logró mediante la reestructuración completa del proceso’, informa Daniel Rudolph. ‘No solo cambiamos la placa, sino que también revisamos y evaluamos todo el proceso, desde el ciclo hasta la placa de corte. El procesamiento se modificó y ahora realizamos más bien corte de rosca en lugar de torneado de rosca.’ El cambio a un vástago de herramienta de 40 mm se mostró como muy eficiente, como explica el técnico de aplicaciones Christopher Hees:
"INGERSOLL ha elegido una barra de perforación más grande para obtener una mejor relación longitud-diámetro. Esto permitió un avance significativamente mayor y se pudieron alcanzar velocidades de corte más altas. En comparación con los primeros intentos de mecanizado en el proceso de torneado, el mecanizado se pudo realizar con menos cortes en la mitad del tiempo. Hemos optado por esta plaquita de corte sinterizada de precisión TDXU 3E-0.3 para poder mantener la precisión en el proceso. En términos de ajuste, las roscas ahora siempre salen de la máquina con la misma calidad."
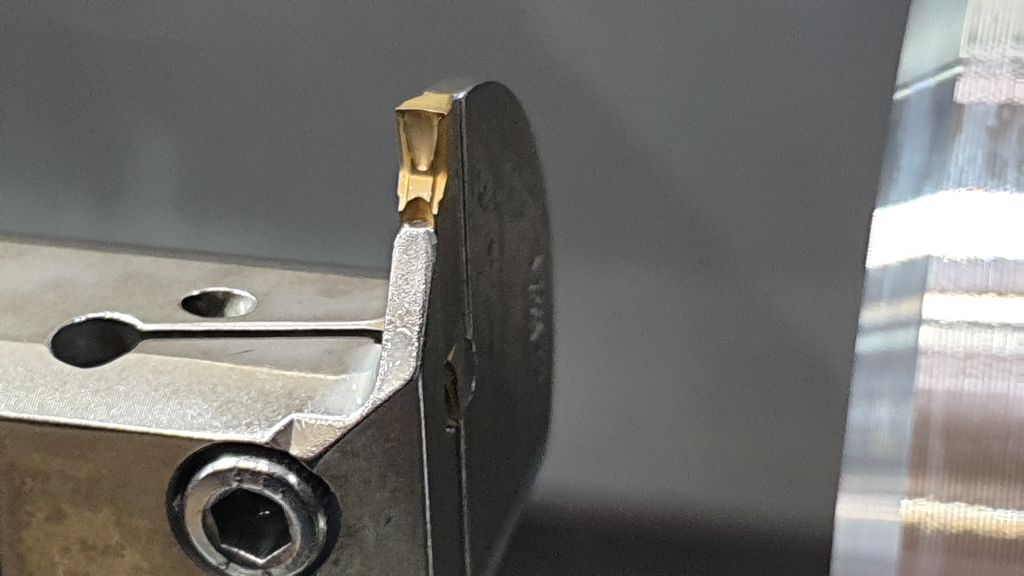
La plaquita de desbaste multifuncional es adecuada para el desbaste radial, axial y de interior. Con su corte suave, es adecuada para avances medios a altos. Además, genera virutas pequeñas que ya no se quedan atrapadas en el cambiador de herramientas o en el mandril, lo que contribuye a la seguridad del proceso en la producción sin operador. A diferencia de las plaquetas de perfil completo utilizadas anteriormente, es una herramienta estándar que INGERSOLL puede entregar al día siguiente si es necesario. En el caso de las plaquetas de rosca especiales fabricadas a medida, los plazos de entrega eran de tres a cuatro semanas.
Una plaquita de corte para todo

Los fabricantes también obtuvieron otra ventaja: la plaquita a utilizar es siempre idéntica y reemplaza varias soluciones especiales que anteriormente eran necesarias para diferentes roscas. Sysbohr necesita las roscas de superficie completa para todos los diámetros de componentes entre 50 y 600 mm con diferentes pasos. El mecanizado universal también se hizo posible gracias a optimizaciones programáticas. DMG MORI ha adaptado, en estrecha colaboración con INGERSOLL y Sysbohr, un ciclo de roscado existente en la máquina a los requisitos especiales.
Una forma de rosca métrica normal, como se suele utilizar para la fabricación de roscas, no era una opción para Sysbohr debido a las a menudo duras condiciones de uso de sus productos. "No podemos usar tales roscas puntiagudas, porque en la construcción siempre hay que contar con arena y suciedad. Sin embargo, una excavadora debe poder girar las piezas de manera confiable", explica Reith. Esto también deja claro por qué para la fabricación, las buenas superficies de las roscas redondas son más importantes que el último micrómetro de precisión.
El usuario está muy satisfecho con los resultados alcanzados. El tiempo de mecanizado ha permanecido prácticamente idéntico, y se han logrado ligeras mejoras en la vida útil de la herramienta de INGERSOLL. Pero, sobre todo, ahora también se puede trabajar de manera segura en el proceso durante el turno de tarde y de noche sin operador. Esto ha creado la capacidad de producción deseada y al mismo tiempo ha aumentado la calidad.
Contacto:


