


Tehnika bušenja za specijalnu dubinsku gradnju i geotermalnu energiju je poslovno područje tvrtke Sysbohr GmbH. Tvrtka je dugo vremena sve komponente proizvodila kod vanjskih proizvođača. Kada je prije tri godine pokrenuta vlastita proizvodnja, automatizirana proizvodnja je isprva izazvala probleme. INGERSOLL WERKZEUGE GMBH je potom preuredila proces proizvodnje navoja i osigurala sigurnost procesa.

Otkako je 2004. godine osnovana kao konstrukcijski ured, tvrtka sa sjedištem u Fuldi se dobro razvila. S uspostavom vlastite proizvodnje u Hünfeldu, cilj nije bio zamijeniti vanjske proizvođače, već povećati kapacitet proizvodnje. Vanjski proizvođači koji opskrbljuju Sysbohr već više od 20 godina nastavit će to raditi. S proizvodnjom u Hünfeldu, proizvođač može fleksibilnije reagirati i bolje kontrolirati svoje vrijeme isporuke.
„Ako kupac, na primjer, treba dodatno bušenje na svom alatu za bušenje, to se preuređuje u Fuldi i proizvodi se prema našim zahtjevima“, opisuje voditelj proizvodnje Sebastian Reith jednu od velikih snaga tvrtke: Prilagođena specijalna rješenja mogu se ovdje individualno i brzo izraditi. Sysbohr prati projekte od konstrukcije do gotovog sustava i optimalno prilagođava sustave bušenja danim uvjetima tla i zahtjevima gradilišta. Prodaja alata i pribora odvija se širom svijeta.
Portfelj većinom vlastitih proizvoda uključuje bušaće krunice, bušaće cijevi, šuplje glave i pogonske jedinice. Tipične količine za specijalne alate su u jednocifrenom rasponu, dok se za bušaće krunice za veleprodaju dosežu i serije do 200 komada.
Kupci većinom dolaze iz građevinske industrije, gdje se alati prvenstveno koriste za osiguranje gradilišta i tunela. U nekim primjenama, bušaća glava ostaje u bušotini i smatra se izgubljenom. U većini slučajeva, bušaća krunica i bušaće šipke su opremljene navojima umjesto lako otpuštenim bajonetnim spojem.
Proizvodnja brzo proširena

Proizvodnja u Hünfeldu započela je s mašinom DMG MORI i brzo se proširila kako bi se postigla željena proizvodna kapacitet. Sada šest centara za okretanje i frezanje ovog proizvođača ispunjava dvoranu. Posebno za obradu velikih cijevi nabavljena je revolverska okretna mašina od Okume koja ima veći promjer vretena.
Na svim mašinama nalaze se roboti. Unatoč relativno niskim količinama, automatizacija se isplati zbog dugih radnih vremena, objašnjava Sebastian Reith: „Na mašinama možemo potpuno završiti naše proizvode, dakle, u idealnom slučaju sirovina unutra, gotov proizvod van. To može značiti pet sati radnog vremena za deset dijelova. To je onda kasna smjena.“ Radni proces izgleda tako da deset zaposlenika ujutro proizvodi pojedinačne dijelove, a prema večeri svaki stroj unosi još jedan dio. Ostatak obavljaju roboti u bezposlenoj kasnoj i noćnoj smjeni.
Iako zvuči kao jeftina proizvodnja, Sysbohr se isprva suočio s velikim problemima u proizvodnji trapeznih navoja, koji su potrebni za gotovo sve komponente. Nedostajala je potrebna sigurnost procesa, jer su se posebno kod tankih debljina materijala često javljale vibracije koje su ostavljale vidljive tragove na unutarnjim navojima i stvarale lošu kvalitetu površine. Ponekad je automatska proizvodnja stajala nakon nekoliko dijelova ili je radila unatoč oštećenoj reznoj ploči i proizvodila otpad.
„Nikada nismo znali što nas očekuje kada ujutro dođemo u tvrtku. Paleta je možda bila obrađena, a možda i nije“, izvještava Reith o svom frustraciji.
Problemi su počeli s automatizacijom
Proizvođači su isprobali mnogo toga, eksperimentirali su s različitim dostavama i brzinama. Međutim, ponovljivost u automatiziranom procesu uvijek je ostavljala mnogo toga za poželjeti. INGERSOLL je bio prisutan kao dobavljač alata u Hünfeldu od samog početka, ali problematične ploče dolazile su od drugog proizvođača.
Sysbohr je preuzeo proces uključujući ploče za navoj u specijalnoj izvedbi od dobavljača koji nikada nije imao problema s tim. Međutim, ključna razlika je u tome što je kod vanjskog proizvođača uvijek bio prisutan operater na svakoj mašini koji može odmah reagirati na nepravilnosti prije nego što postanu problem. To se odnosi na vibracije koje se javljaju, kao i na zagušenja, koja su se također često događala kod Sysbohra.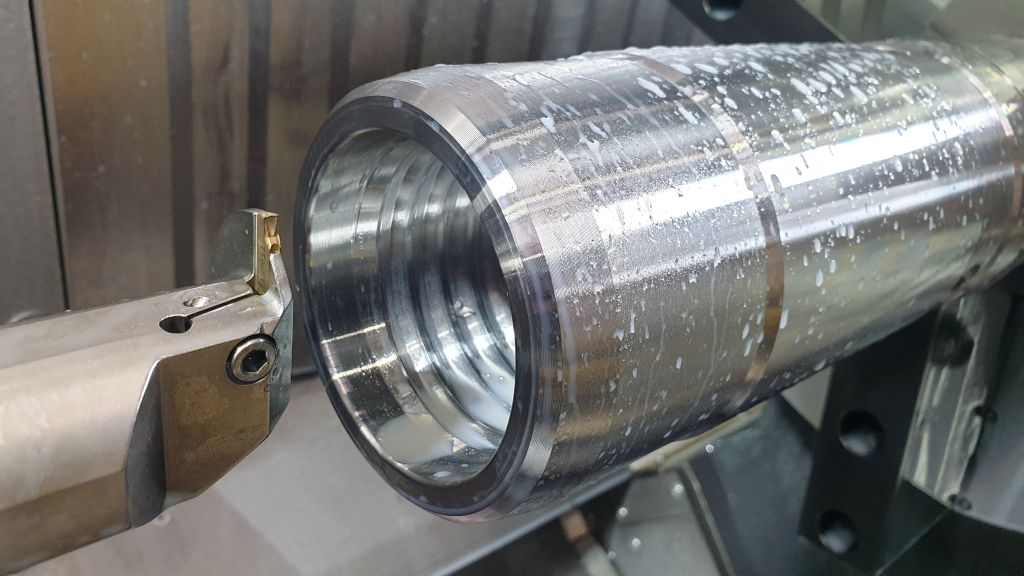
Rješenje bi trebala donijeti INGERSOLL. Daniel Rudolph, tehnički savjetnik kod proizvođača alata, analizirao je problem: „Korištena specijalna ploča za navoj, s kojom je unutarnji navoj bio obrađen, izazivala je vibracije zbog svoje širine zahvata i relativno dugog oslanjanja. Umjesto snažno pritisnute pune profilne ploče, uveli smo alat za rezanje koji vrši manji pritisak.“
Budući da je Sysbohr već imao dobra iskustva s reznom pločom od INGERSOLL, odmah je isprobana. Međutim, budući da se rezanje navoja osnovno razlikuje od rezanja, postojeći procesi nisu se mogli jednostavno preuzeti. Prvotno postignuta brzina obrade pokazala se kao previše spora. Dakle, jednostavna promjena alata nije bila dovoljna.
Proces potpuno analiziran
„Sigurnost procesa postignuta je tek potpunom promjenom procesa“, izvještava Daniel Rudolph. „Nismo samo zamijenili ploču, već smo također pregledali i ocijenili cijeli proces, od ciklusa do rezne ploče. Obrada je pritom promijenjena i sada umjesto rezanja navoja radimo više rezanje navoja.“ Kao vrlo učinkovita pokazala se promjena na alatnom držaču od 40 mm, kako opisuje tehnički stručnjak Christopher Hees:
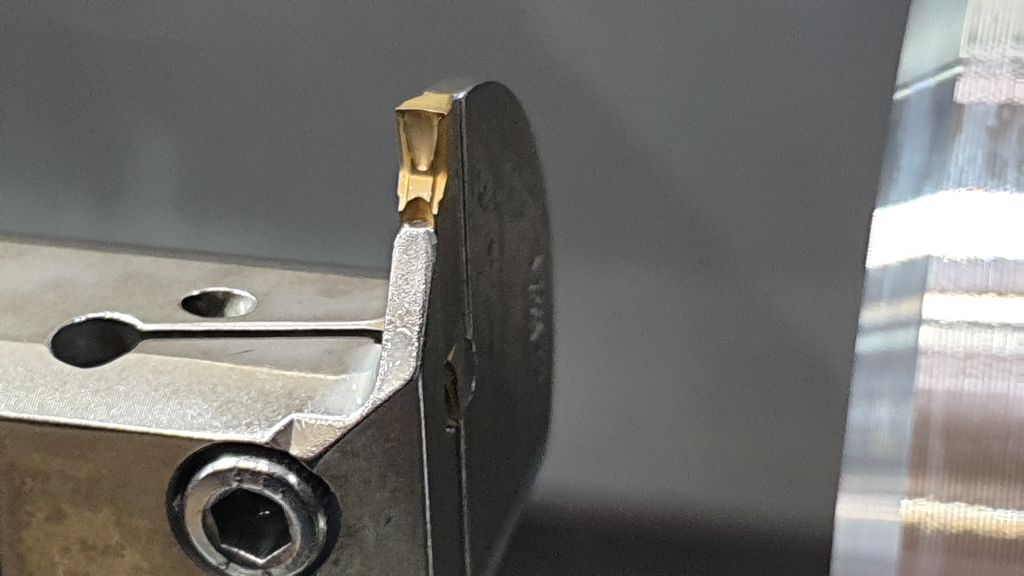
„INGERSOLL je odabrao veći svrdlo kako bi dobio bolji omjer dužine i promjera. Time je bilo moguće značajno povećati pomak i postići veće brzine rezanja. U usporedbi s prvim obradama u postupku rezanja, obrada je mogla biti izvršena s manje rezova u polovici vremena. Prešli smo na ovu precizno sinteriranu zamjensku reznu ploču TDXU 3E-0.3 kako bismo održali točnost u procesu. S obzirom na preciznost, navoji sada uvijek dolaze u istoj kvaliteti s mašine.
Multifunkcionalna rezna ploča pogodna je za radijalno, aksijalno i unutarnje rezanje. Sa svojim blagim rezom pogodna je za srednje do visoke pomake. Također stvara male strugotine koje se više ne zadržavaju na izmjenjivaču alata ili se ne zapliću u steznoj glavi, što doprinosi sigurnosti procesa u bezradnoj proizvodnji. Za razliku od prethodno korištenih punoprofilnih ploča, to je standardni alat koji INGERSOLL može isporučiti sljedeći dan ako je potrebno. Za posebno izrađene ploče s navojem bilo je vremena isporuke od tri do četiri tjedna.
Jedna rezna ploča za sve

Proizvođači su dobili još jednu prednost: korištena ploča je uvijek identična i zamjenjuje nekoliko posebnih rješenja koja su ranije bila potrebna za različite navoje. Sysbohr zahtijeva pune navoje za sve promjere dijelova između 50 i 600 mm s različitim nagibima. Univerzalna obrada postala je moguća i kroz programerske optimizacije. DMG MORI je u bliskoj suradnji s INGERSOLL i Sysbohr prilagodio postojeći ciklus navoja na mašini posebnim zahtjevima.
Normalna metrička forma navoja, koja se obično koristi za proizvodnju navoja, nije bila opcija za Sysbohr zbog često grubih uvjeta korištenja njihovih proizvoda. „Takvi oštri navoji nam nisu potrebni, jer se na gradilištu uvijek mora računati s pijeskom i prljavštinom. Ipak, bager mora pouzdano uvlačiti i izvlačiti dijelove“, objašnjava Reith. Također postaje jasno zašto su za proizvodnju dobre površine okruglih navoja važnije od posljednjeg μ u točnosti.
Korisnik je vrlo zadovoljan postignutim rezultatima. Vrijeme obrade praktički je ostalo isto, dok su s alatom INGERSOLL postignuta mala poboljšanja u trajnosti. Prije svega, sada se može sigurno raditi i u bezradnoj kasnoj i noćnoj smjeni. Time je stvorena željena proizvodna kapacitet i istovremeno povećana kvaliteta.
Kontakt:


