


Tehnologia de forare pentru construcțiile speciale și geotermie este domeniul de activitate al Sysbohr GmbH. Compania a lăsat mult timp toate componentele să fie fabricate de subcontractori. Când acum trei ani a fost înființată o producție proprie, fabricația automatizată a întâmpinat inițial probleme. INGERSOLL WERKZEUGE GMBH a revizuit apoi procesul de fabricare a filetelor și a asigurat siguranța procesului.

De când a fost înființată ca birou de proiectare în 2004, compania cu sediul în Fulda s-a dezvoltat bine. Prin înființarea propriei producții în Hünfeld, nu s-a dorit înlocuirea subcontractorilor, ci creșterea capacității de producție. Furnizorii externi, care livrează către Sysbohr de mai bine de 20 de ani, vor continua să facă acest lucru. Cu producția din Hünfeld, producătorul poate reacționa mai flexibil și are un control mai bun asupra timpilor de livrare.
„Dacă un client, de exemplu, are nevoie de o gaură de spălare suplimentară pentru uneltele sale de foraj, aceasta este reproiectată în Fulda și fabricată conform cerințelor noastre“, descrie directorul de producție Sebastian Reith una dintre marile puncte forte ale companiei: execuțiile speciale personalizate pot fi realizate aici rapid și individual. Sysbohr însoțește proiectele de la construcție până la sistemul final și adaptează sistemele de foraj optim la condițiile de sol existente și cerințele șantierului. Vânzarea uneltelor și accesoriilor se desfășoară la nivel mondial.
Portofoliul produselor predominant proprii include coroane de foraj, tuburi de foraj, capete de spălare și unități de acționare. Numărul tipic de piese pentru unelte speciale se află în domeniul cifrelor de o singură unitate, dar pentru coroanele de foraj destinate comerțului angro se ating și loturi de până la 200 de bucăți.
Clienții provin în mare parte din industria construcțiilor, unde uneltele sunt folosite în principal pentru asigurarea șantierelor și tunelurilor. În unele aplicații, vârful de foraj rămâne în găurile de foraj și este considerat pierdut. În cele mai multe cazuri, coroana de foraj și tijele de foraj sunt dotate cu filete în loc de un sistem de închidere cu baionetă ușor de desfăcut.
Producția extinsă rapid.

Producția din Hünfeld a început cu o mașină de la DMG MORI și a fost extinsă foarte rapid pentru a ajunge la capacitatea de producție dorită. Între timp, șase centre de frezare și turnare ale acestui producător de mașini umplu hala. În special pentru prelucrarea țevilor mari, a fost achiziționată și o mașină de tăiere cu revolver de la Okuma, care dispune de un diametru mai mare al arborelui.
Pe toate mașinile sunt roboți. În ciuda numărului relativ scăzut de piese, automatizarea este rentabilă datorită timpilor lungi de funcționare, așa cum explică Sebastian Reith: „Pe mașini putem finaliza complet produsele noastre, adică, în ideal, materie primă intră, produs finit iese. La zece componente, se adună deja cinci ore de funcționare. Aceasta este o tură de seară.” Fluxul de lucru arată astfel: cei zece angajați fabrică piese individuale dimineața și, spre seară, introduc încă o piesă pe mașină. Restul este asigurat de roboți în turele de seară și de noapte fără personal.
Ceea ce sună ca o producție rentabilă a ridicat, totuși, inițial mari probleme pentru Sysbohr în fabricarea filetelor trapezoidale, care sunt necesare pentru aproape toate componentele. A lipsit siguranța procesului necesară, deoarece, în special la grosimi de material subțiri, au apărut frecvent vibrații care lăsau urme vizibile de zgâriere pe filetele interioare și generau calități slabe ale suprafeței. Uneori, producția automată se oprea după câteva piese sau continua complet, în ciuda unei plăci de tăiere deteriorate, și producea rebuturi.
„Nu am știut niciodată ce ne așteaptă când venim dimineața la serviciu. Paleta poate că a fost finalizată, dar poate că nu“, povestește Reith despre frustrarea sa.
Numai odată cu automatizarea au apărut problemele.
Producătorii au încercat multe lucruri, experimentând cu diferite livrări și viteze. Totuși, precizia de repetare în procesul automatizat a lăsat întotdeauna de dorit. INGERSOLL a fost prezent ca furnizor de unelte în Hünfeld încă de la început, dar plăcile problematice proveneau de la un alt producător.
Sysbohr a preluat procesul, inclusiv plăcile de filet, într-o execuție specială de la un furnizor care nu a avut niciodată probleme. Totuși, o diferență esențială constă în faptul că la furnizorul de servicii există întotdeauna un operator la fiecare mașină, care poate interveni imediat în caz de nereguli, înainte ca acestea să devină o problemă. Acest lucru se referă atât la vibrațiile apărute, cât și la acumularea de așchii, care a fost de asemenea mai frecventă la Sysbohr.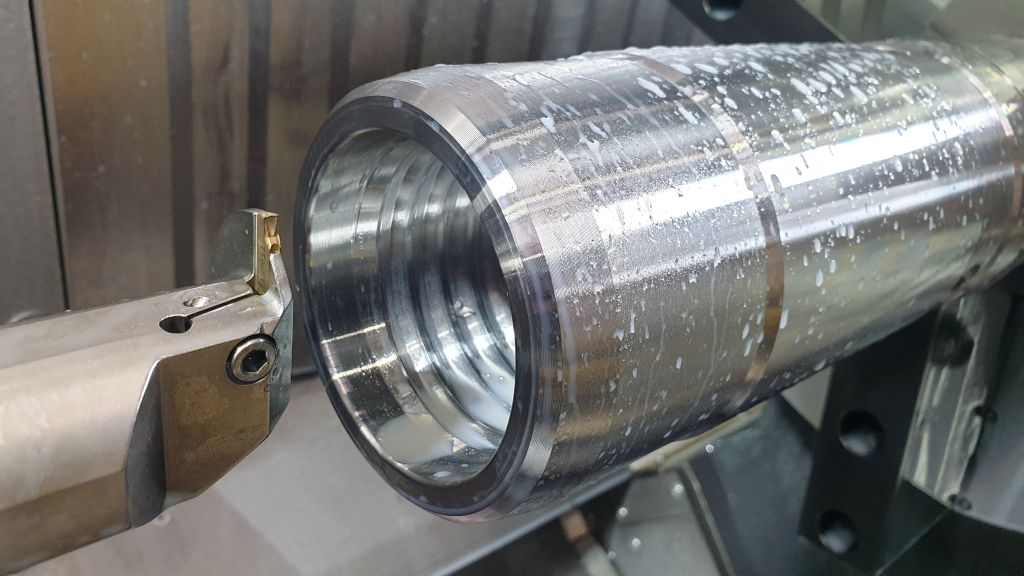
O soluție ar trebui să aducă INGERSOLL. Daniel Rudolph, consultant tehnic la producătorul de unelte, a analizat problema: „Placa specială de filet utilizată, cu care a fost tăiat filetul interior, a dus la vibrații din cauza lățimii de contact și a prelungirii relativ lungi, care s-au amplificat în proces. În locul plăcii cu profil complet, care exercita o presiune mare, am introdus un instrument de tăiere care exercită o presiune mai mică.”
Deoarece la Sysbohr au avut anterior experiențe bune cu plăcuța de tăiere de la INGERSOLL, aceasta a fost testată rapid. Deoarece tăierea filetelor se deosebește în mod fundamental de strunjirea axială, procesele existente nu au putut fi preluate pur și simplu. Viteza de prelucrare inițial obținută s-a dovedit a fi mult prea lentă. Așadar, nu a fost suficient să se schimbe simplu uneltele.
Proces complet analizat
„Siguranța procesului a fost realizată doar printr-o schimbare completă a procesului“, raportează Daniel Rudolph. „Nu am schimbat doar placa, ci ne-am uitat și am evaluat întregul proces, de la ciclu până la placa de tăiere. Prelucrarea a fost modificată și acum facem, în loc de tăierea filetelor, mai degrabă strunjirea filetelor.“ Trecerea la un știft de unelte de 40 mm s-a dovedit a fi foarte eficientă, așa cum povestește tehnicianul de aplicații Christopher Hees:
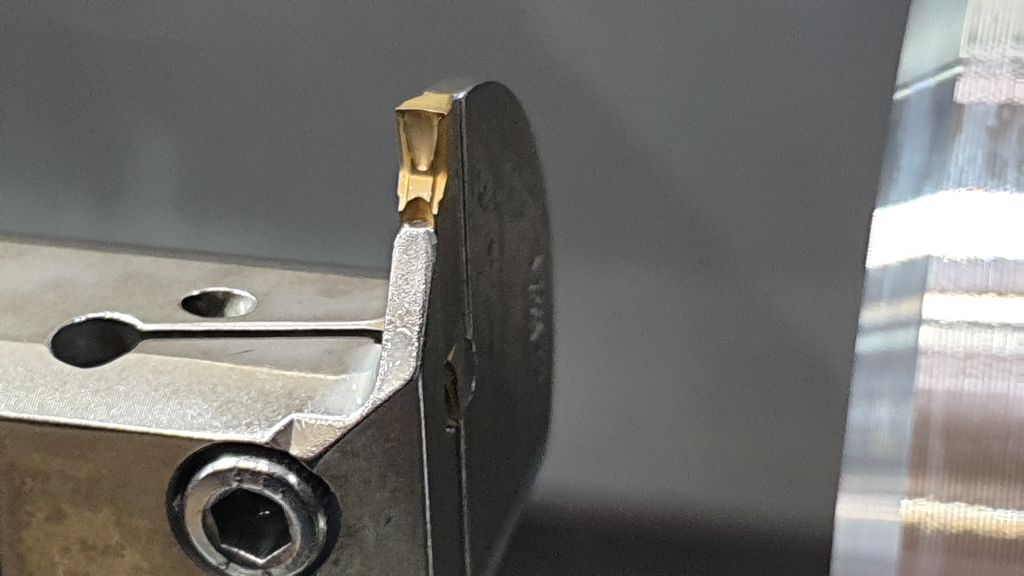
„INGERSOLL a ales o bară de foraj mai mare pentru a obține un raport mai bun între lungime și diametru. Astfel, s-a putut realiza o avansare semnificativ mai mare și au fost posibile viteze de tăiere mai mari. Comparativ cu primele încercări de prelucrare în procesul de strunjire, prelucrarea a putut fi efectuată cu mai puține tăieturi în jumătate din timp. Am optat pentru această placă de tăiere sinterizată de precizie TDXU 3E-0.3 pentru a menține acuratețea în proces. Din punct de vedere al preciziei, filetele ies acum întotdeauna din mașină cu aceeași calitate.”
Placa multifuncțională de strunjire este potrivită pentru strunjirea radială, axială și interioară. Cu tăierea sa fină, este adecvată pentru avansuri medii până la mari. De asemenea, produce chipsuri mici, care nu mai rămân blocate la schimbătorul de unelte sau nu se pot prinde în mandrină, ceea ce contribuie la siguranța procesului în producția fără operator. Spre deosebire de plăcile cu profil complet utilizate anterior, aceasta este un instrument standard pe care INGERSOLL îl poate livra, dacă este necesar, chiar a doua zi. Pentru plăcile speciale de filet fabricate la comandă, timpii de livrare erau de trei până la patru săptămâni.
O placă de tăiere pentru toate

Producătorii au obținut un alt avantaj: placa de utilizat este întotdeauna identică și înlocuiește mai multe soluții speciale care erau necesare anterior pentru diferite filete. Sysbohr are nevoie de filete cu suprafață completă pentru toate diametrele componentelor între 50 și 600 mm cu diferite pasuri. Prelucrarea universală a fost posibilă și datorită optimizărilor programatice. DMG MORI a adaptat, în strânsă colaborare cu INGERSOLL și Sysbohr, un ciclu de filet existent pe mașină la cerințele speciale.
O formă normală de filet metric, așa cum este utilizată de obicei pentru fabricarea filetelor, nu a fost o opțiune pentru Sysbohr din cauza condițiilor de utilizare adesea dure ale produselor sale. „Nu putem folosi astfel de filete ascuțite, deoarece pe șantier trebuie să ne așteptăm întotdeauna la nisip și murdărie. Totuși, un excavator trebuie să poată introduce și scoate părțile în mod fiabil”, explică Reith. Astfel, devine clar de ce pentru fabricare, suprafețele bune ale filetelor rotunde sunt mai importante decât ultimul μ de precizie.
Cu rezultatele obținute, utilizatorul este foarte mulțumit. Timpul de prelucrare a rămas practic identic, iar cu uneltele de la INGERSOLL s-au realizat îmbunătățiri ușoare în ceea ce privește durata de viață. În special, acum se poate lucra în mod sigur în turele de seară și de noapte fără operator. Astfel, s-a creat capacitatea de producție dorită și, în același timp, s-a îmbunătățit calitatea.
Contact:


