


Bojna tehnika za specialno globoko gradnjo in geotermalno energijo je poslovna dejavnost podjetja Sysbohr GmbH. Podjetje je dolgo časa vse komponente naročalo pri zunanjih proizvajalcih. Ko so pred tremi leti postavili lastno proizvodnjo, je avtomatizirana proizvodnja sprva povzročala težave. INGERSOLL WERKZEUGE GMBH je nato preoblikoval proces za proizvodnjo navojev in zagotovil procesno varnost.
Odkar je bilo leta 2004 ustanovljeno kot konstrukcijski biro, se je podjetje s sedežem v Fuldi dobro razvilo. Z vzpostavitvijo lastne proizvodnje v Hünfeldu niso želeli nadomestiti zunanjih proizvajalcev, temveč povečati proizvodne kapacitete. Zunanje podjetja, ki dobavljajo Sysbohr že več kot 20 let, bodo to še naprej počela. S proizvodnjo v Hünfeldu lahko proizvajalec bolj fleksibilno reagira in bolje obvladuje dobavne roke.
Če na primer stranka potrebuje dodatno luknjo na svojem vrtalnem orodju, se to v Fuldi preoblikuje in pri nas ustvari v skladu z zahtevami, opisuje vodja proizvodnje Sebastian Reith eno od velikih prednosti podjetja: po meri izdelane specialne izvedbe lahko tukaj izvedemo individualno in hitro. Sysbohr spremlja projekte od konstrukcije do končnega sistema in optimalno prilagaja vrtalne sisteme danim talnim razmeram in zahtevam gradbišča. Prodaja orodij in dodatkov poteka po vsem svetu.
Portfelj večinoma lastnih izdelkov vključuje vrtalne krone, vrtalne cevi, špiralne glave in pogonske enote. Tipične količine za posebna orodja so enomestne, pri vrtalnih kronah za veleprodajo pa se dosežejo tudi serije do 200 kosov.
Stranke prihajajo večinoma iz gradbene industrije, kjer se orodja predvsem uporabljajo za varovanje gradbenih jarkov in predorov. Pri nekaterih aplikacijah ostane vrtalna konica v vrtini in velja za izgubljeno. V večini primerov pa sta vrtalna krona in vrtalne palice opremljene z navoji namesto z enostavno odstranljivim bajonetnim zapiranjem.
Proizvodnja hitro razširjena

Proizvodnja v Hünfeldu se je začela z napravo DMG MORI in se je zelo hitro razširila, da bi dosegla želeno proizvodno kapaciteto. Zdaj šest obdelovalnih centrov za struženje in rezkanje tega proizvajalca zapolnjuje dvorano. Posebej za obdelavo velikih cevi so pridobili še revolversko stružnico Okuma, ki ima večji premer vretena.
Na vseh strojih so roboti. Kljub razmeroma nizkim količinam se zaradi dolgih časov delovanja avtomatizacija izplača, kot pojasnjuje Sebastian Reith: 'Na strojih lahko naše izdelke popolnoma dokončamo, torej v idealnem primeru surovina notri, končni izdelek ven. Pri desetih komponentah se že nabere pet ur delovanja. To je potem nočna izmena.' Delovni postopek je tak, da deset zaposlenih zjutraj izdeluje posamezne dele in proti večeru še en del na stroj. Preostalo opravijo roboti v brezposelni pozni in nočni izmeni.
Kar se sliši kot cenovno ugodna proizvodnja, je podjetju Sysbohr sprva predstavljalo velike težave pri izdelavi trapeznih navojev, ki so potrebni za skoraj vse komponente. Manjkala je potrebna procesna varnost, saj je pri tankih debelinah materiala pogosto prihajalo do vibracij, ki so pustile opazne sledi na notranjih navojev in povzročile slabo kakovost površine. Včasih se je avtomatska proizvodnja ustavila po nekaj delih ali pa je kljub poškodovani rezalni plošči delovala naprej in proizvajala odpadke.
'Nikoli nismo vedeli, kaj nas čaka, ko smo zjutraj prišli v obrat. Morda je bila paleta obdelana, morda pa tudi ne,' poroča Reith o svojem frustracijah.
Šele z avtomatizacijo so prišle težave
Proizvajalci so preizkusili marsikaj, eksperimentirali z različnimi dostavami in hitrostmi. Natančnost ponavljanja v avtomatiziranem procesu pa je vedno puščala veliko željo. INGERSOLL je bil sicer kot dobavitelj orodij prisoten v Hünfeldu od samega začetka, težavne plošče pa so prišle od drugega proizvajalca.
Sysbohr je prevzel proces, vključno z navojnimi ploščami v posebni izvedbi, od dobavitelja, ki nikoli ni imel težav. Vendar pa obstaja odločilna razlika, da pri zunanjih proizvajalcih vedno stoji operater pri vsakem stroju, ki lahko ob nepravilnostih takoj posreduje, preden se težava pojavi. To zadeva tako prihajajoče vibracije kot tudi zamašitev, ki se je pri Sysbohr prav tako pogosto pojavljala.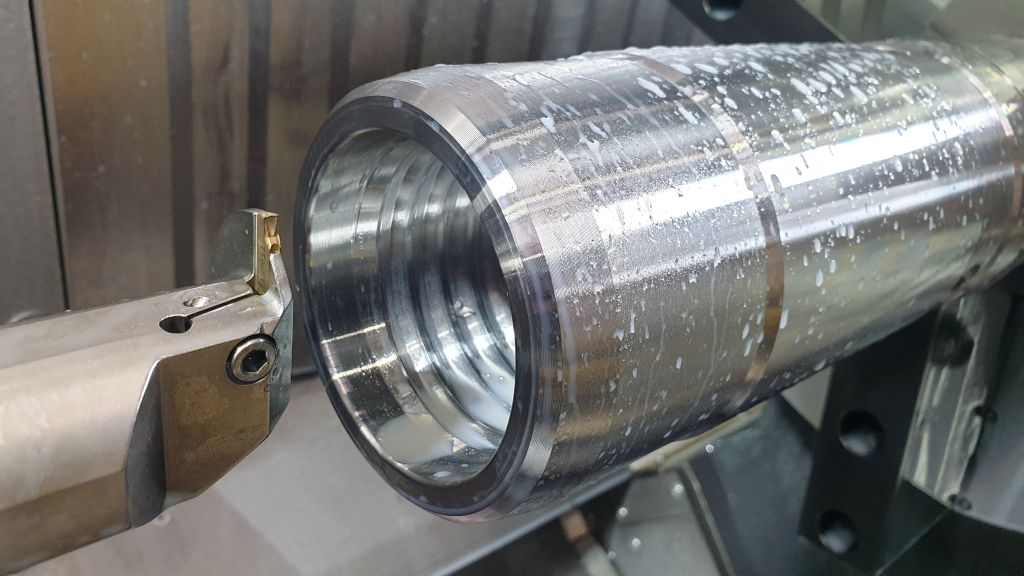
Rešitev naj bi prinesel INGERSOLL. Daniel Rudolph, tehnični svetovalec pri proizvajalcu orodij, je analiziral težavo: 'Uporabljena posebna navojna plošča, s katero je bil obrnjen notranji navoj, je zaradi svoje širine in razmeroma dolgega odklopa povzročala vibracije, ki so se v procesu stopnjevale. Namesto močne polne profilne plošče smo uvedli rezalno orodje, ki izvaja manj pritiska.'
Ker je imel Sysbohr že dobre izkušnje z rezalno ploščo INGERSOLL, so jo preizkusili. Ker se rezanje navojev načeloma razlikuje od struženja, pa obstoječih procesov ni bilo mogoče preprosto prevzeti. Sprva dosežena hitrost obdelave se je izkazala za prepočasno. Z enostavno zamenjavo orodja torej ni bilo dovolj.
Proces popolnoma analiziran
'Procesna varnost je bila dosežena šele s popolno preobrazbo procesa,' poroča Daniel Rudolph. 'Nismo samo zamenjali plošče, temveč smo si ogledali in ocenili celoten proces, od cikla do rezalne plošče. Obdelava je bila pri tem spremenjena in zdaj namesto vrtenja navojev raje izvajamo rezanje navojev.' Prehod na 40 mm orodja se je izkazal za zelo učinkovit, kot opisuje aplikacijski tehnik Christopher Hees:
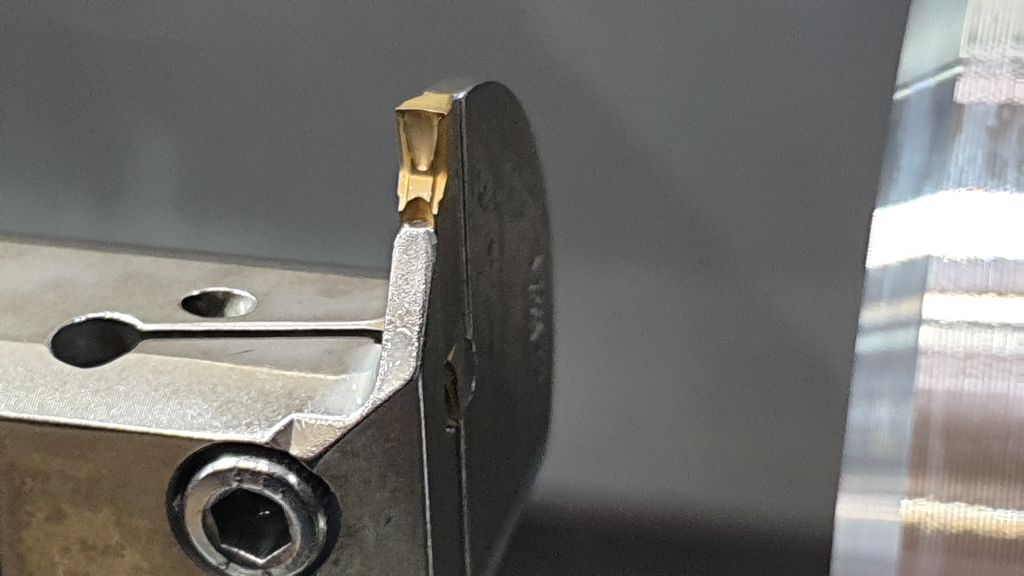
„INGERSOLL je izbral večjo vrtalno palico, da bi dosegel boljšo razmerje med dolžino in premerom. S tem je bilo mogoče doseči znatno večjo globino rezanja in višje hitrosti rezanja. V primerjavi s prvimi poskusi obdelave v postopku struženja je bilo obdelavo mogoče izvesti z manj rezi v polovici časa. Prešli smo na to precizno sintrano vstavno rezilo TDXU 3E-0.3, da bi ohranili natančnost v procesu. Glede na natančnost prileganja sedaj navoji vedno prihajajo iz stroja v isti kakovosti.“
Večfunkcijska rezalna plošča je primerna za radialno, aksialno in notranje rezanje. S svojim mehkim rezom je primerna za srednje do visoke pomike. Poleg tega ustvarja majhne chips, ki se ne zagozdijo več na menjavalniku orodij ali v sponki, kar prispeva k procesni varnosti v brezosebni proizvodnji. V nasprotju s prej uporabljenimi polnoprofili je to standardno orodje, ki ga lahko INGERSOLL po potrebi dostavi že naslednji dan. Pri posebej izdelanih posebnih navojevih ploščah so bili dobavni roki od tri do štiri tedne.
Eno rezalno orodje za vse

Izvajalci so pridobili še eno prednost: uporabljen plošča je vedno identična in nadomešča več posebnih rešitev, ki so bile prej potrebne za različne navoje. Sysbohr potrebuje polne navoje za vse premer delov med 50 in 600 mm z različnimi nakloni. Univerzalno obdelavo je omogočilo tudi programersko optimiziranje. DMG MORI je v tesnem sodelovanju z INGERSOLL in Sysbohr prilagodil obstoječi navojski cikel na stroju posebnim zahtevam.
Običajna metrična navoja, kot se običajno uporablja za izdelavo navojev, ni prišla v poštev za Sysbohr zaradi pogosto grobih delovnih pogojev njegovih izdelkov. „Takšni ostri navoji nam ne ustrezajo, ker je treba pri gradnji vedno računati na pesek in umazanijo. Kljub temu mora bager zanesljivo vijačiti in odvijačiti dele,“ pojasnjuje Reith. Tako je jasno, zakaj so za proizvodnjo dobre površine okroglih navojev pomembnejše od zadnjega µ natančnosti.
Z doseženimi rezultati je uporabnik zelo zadovoljen. Čas obdelave je praktično ostal enak, pri življenjski dobi orodja INGERSOLL pa so bile dosežene manjše izboljšave. Predvsem pa je zdaj mogoče tudi v brezposadni pozni in nočni izmeni procesno varno delati. S tem je bila ustvarjena želena proizvodna kapaciteta in hkrati povečana kakovost.
Kontakt:


