


Technika wiercenia dla budownictwa specjalistycznego i geotermii to obszar działalności firmy Sysbohr GmbH. Przez długi czas przedsiębiorstwo zlecało produkcję wszystkich komponentów zewnętrznym wykonawcom. Kiedy trzy lata temu uruchomiono własną produkcję, zautomatyzowana produkcja początkowo sprawiała problemy. Firma INGERSOLL WERKZEUGE GMBH zrewolucjonizowała proces produkcji gwintów, zapewniając bezpieczeństwo procesu.
Od momentu założenia w 2004 roku jako biuro konstrukcyjne, firma z siedzibą w Fulda dobrze się rozwija. Budując własną produkcję w Hünfeld, nie chodziło o zastąpienie zewnętrznych wykonawców, lecz o zwiększenie zdolności produkcyjnych. Zewnętrzni wykonawcy, którzy dostarczają Sysbohr częściowo od ponad 20 lat, będą to robić również w przyszłości. Dzięki produkcji w Hünfeld producent może elastyczniej reagować i lepiej kontrolować czasy dostaw.
„Kiedy klient na przykład potrzebuje dodatkowego otworu spłukującego w swoim narzędziu wiertniczym, jest on przebudowywany w Fulda i produkowany zgodnie z naszymi wymaganiami“, opisuje dyrektor produkcji Sebastian Reith jedną z wielkich sił firmy: dostosowane do potrzeb specjalne wersje mogą być tutaj realizowane indywidualnie i szybko. Sysbohr towarzyszy projektom od konstrukcji po gotowy system i optymalnie dostosowuje systemy wiertnicze do panujących warunków gruntowych oraz wymagań placu budowy. Sprzedaż narzędzi i akcesoriów odbywa się na całym świecie.
Portfolio głównie własnych produktów obejmuje wiertła koronowe, rury wiertnicze, głowice płuczące i jednostki napędowe. Typowe ilości dla narzędzi specjalnych mieszczą się w jednocyfrowym zakresie, jednak w przypadku wierteł koronowych dla hurtu osiągane są również wielkości partii do 200 sztuk.
Klienci pochodzą głównie z branży budowlanej, gdzie narzędzia są wykorzystywane przede wszystkim do zabezpieczania wykopów budowlanych i tuneli. W niektórych zastosowaniach wiertło pozostaje w otworze wiertniczym i uznawane jest za stracone. W większości przypadków korona wiertnicza i pręty wiertnicze są jednak wyposażone w gwinty zamiast łatwego do rozwiązania zamka bagnetowego.
Produkcja szybko rozwinięta

Produkcja w Hünfeld rozpoczęła się od maszyny DMG MORI i szybko została rozbudowana, aby osiągnąć pożądaną zdolność produkcyjną. Obecnie sześć centrów tokarsko-frezarskich tego producenta wypełnia halę. Specjalnie do obróbki dużych rur zakupiono również tokarkę rewolwerową firmy Okuma, która ma większą średnicę wrzeciona.
Na wszystkich maszynach znajdują się roboty. Mimo stosunkowo niskich nakładów, automatyzacja opłaca się ze względu na długie czasy pracy, jak wyjaśnia Sebastian Reith: „Na maszynach możemy w pełni wyprodukować nasze produkty, czyli w idealnym przypadku surowiec wchodzi, gotowy produkt wychodzi. Przy dziesięciu elementach zbiera się już pięć godzin czasu pracy. To jest wtedy druga zmiana.” Przepływ pracy wygląda tak, że dziesięciu pracowników rano produkuje pojedyncze części, a wieczorem wprowadza jeszcze jeden element na maszynę. Resztę załatwiają roboty w bezzałogowej drugiej i nocnej zmianie.
To, co brzmi jak kosztowna produkcja, początkowo stawiało Sysbohr przed dużymi problemami z wytwarzaniem gwintów trapezowych, które są potrzebne w prawie wszystkich elementach. Brakowało wymaganej pewności procesu, ponieważ zwłaszcza przy cienkich grubościach materiału wielokrotnie występowały drgania, które pozostawiały wyraźne ślady wibracji na gwintach wewnętrznych i powodowały złe jakości powierzchni. Czasami automatyczna produkcja zatrzymywała się po kilku częściach lub działała pomimo uszkodzonej płytki skrawającej, produkując odpady.
„Nigdy nie wiedzieliśmy, co nas czeka, gdy rano przychodziliśmy do pracy. Paleta mogła być już zrealizowana, a może i nie“, relacjonuje Reith o swoim frustracji.
Dopiero z automatyzacją pojawiły się problemy.
Producenci próbowali wielu rzeczy, eksperymentowali z różnymi dostawami i prędkościami. Jednakże dokładność powtarzalności w zautomatyzowanym procesie zawsze pozostawiała wiele do życzenia. INGERSOLL był obecny jako dostawca narzędzi w Hünfeld od samego początku, ale problemowe płyty pochodziły od innego producenta.
Sysbohr przejął proces, w tym specjalnie wykonane płyty gwintowe, od dostawcy, który nigdy nie miał z tym problemów. Istotną różnicą jest jednak to, że w zakładzie kontraktowym przy każdej maszynie stoi na stałe operator, który może natychmiast interweniować w przypadku nieprawidłowości, zanim stanie się to problemem. Dotyczy to zarówno pojawiających się wibracji, jak i zatorów wiórów, które również występowały częściej w Sysbohr.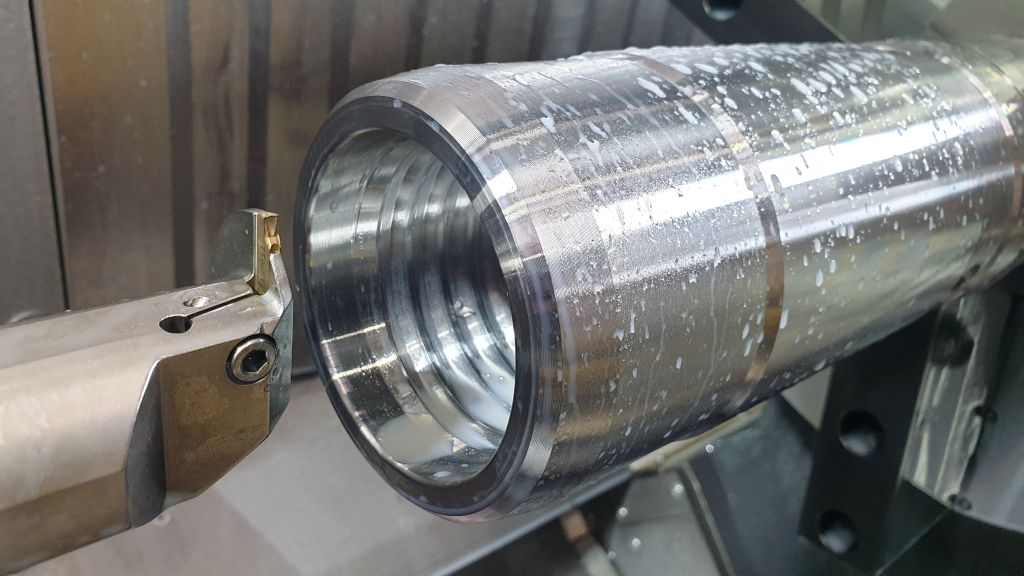
Rozwiązanie powinno przynieść INGERSOLL. Daniel Rudolph, doradca techniczny w firmie produkującej narzędzia, przeanalizował problem: „Używana specjalna płyta gwintowa, za pomocą której obrabiano gwint wewnętrzny, powodowała wibracje z powodu swojej szerokości wejścia i stosunkowo długiego wystawienia. Zamiast mocno naciskającej płyty pełnoprofilowej wprowadziliśmy narzędzie skrawające, które wywiera mniejszy nacisk.”
Ponieważ firma Sysbohr wcześniej miała dobre doświadczenia z płytkami skrawającymi INGERSOLL, postanowiono je szybko wypróbować. Jednakże, ponieważ gwintowanie zasadniczo różni się od toczenia, istniejące procesy nie mogły być po prostu zaadoptowane. Początkowo osiągnięta prędkość obróbcza okazała się zbyt wolna. Zatem prosta wymiana narzędzia nie wystarczyła.
Proces całkowicie przeanalizowany
„Bezpieczeństwo procesu zostało osiągnięte dopiero po całkowitej zmianie procesu“, relacjonuje Daniel Rudolph. „Nie tylko wymieniliśmy płytkę, ale także przyjrzeliśmy się całemu procesowi i oceniliśmy go, od cyklu po płytkę skrawającą. Obróbka została zmieniona i teraz zamiast gwintowania wykonujemy raczej gwintowanie wstępne.“ Przejście na narzędzie o średnicy trzpienia 40 mm okazało się bardzo efektywne, jak opisuje technik aplikacji Christopher Hees:
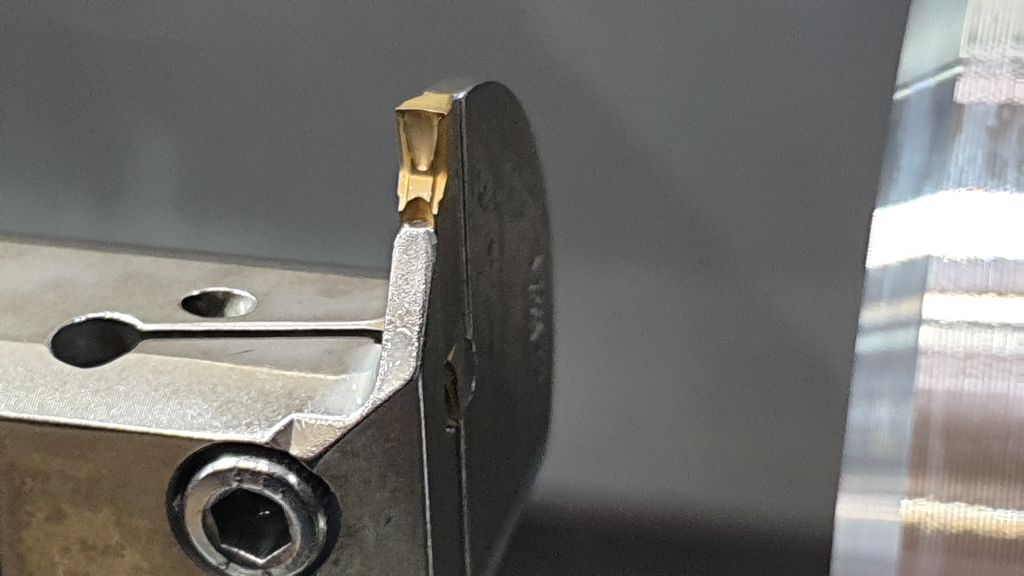
„INGERSOLL wybrał większą wiertnicę, aby uzyskać lepszy stosunek długości do średnicy. Dzięki temu można było znacznie zwiększyć posuw i osiągnąć wyższe prędkości skrawania. W porównaniu do pierwszych prób obróbczych w procesie toczenia, obróbka mogła być przeprowadzona z mniejszą liczbą cięć w połowie czasu. Przeszliśmy na tę precyzyjnie spiekaną wkładkę skrawającą TDXU 3E-0.3, aby utrzymać dokładność w procesie. Pod względem dopasowania gwinty teraz zawsze wychodzą z maszyny w tej samej jakości.”
Wielofunkcyjna wkładka skrawająca nadaje się do wcinania promieniowego, osiowego i wewnętrznego. Dzięki swojemu łagodnemu skrawaniu nadaje się do średnich i wysokich posuwów. Generuje również małe wióry, które nie pozostają już na wymienniku narzędzi ani nie mogą utknąć w uchwycie, co przyczynia się do bezpieczeństwa procesu w bezobsługowej produkcji. W przeciwieństwie do wcześniej używanych wkładek pełnoprofilowych, jest to narzędzie standardowe, które INGERSOLL może dostarczyć na następny dzień w razie potrzeby. W przypadku specjalnie wykonanych wkładek gwintowych czas dostawy wynosił od trzech do czterech tygodni.
Wkładka skrawająca do wszystkiego

Producenci zyskali jeszcze jedną zaletę: używana wkładka jest zawsze identyczna i zastępuje kilka rozwiązań specjalnych, które wcześniej były potrzebne do różnych gwintów. Sysbohr potrzebuje pełnoobwodowych gwintów dla wszystkich średnic elementów między 50 a 600 mm z różnymi skokami. Uniwersalna obróbka została również możliwa dzięki optymalizacjom programowym. DMG MORI dostosował istniejący cykl gwintów w maszynie do specjalnych wymagań w ścisłej współpracy z INGERSOLL i Sysbohr.
Normalna metryczna forma gwintu, jaką zazwyczaj stosuje się w produkcji gwintów, nie była odpowiednia dla Sysbohr z powodu często trudnych warunków użytkowania jego produktów. „Takie ostre gwinty są dla nas nieprzydatne, ponieważ na budowie zawsze trzeba liczyć się z piaskiem i brudem. Niemniej jednak koparka musi niezawodnie wkręcać i wykręcać części”, wyjaśnia Reith. W ten sposób staje się jasne, dlaczego dla produkcji dobre powierzchnie gwintów okrągłych są ważniejsze niż ostatnie μ pod względem dokładności.
Użytkownik jest bardzo zadowolony z osiągniętych wyników. Czas obróbki praktycznie pozostał taki sam, a przy użyciu narzędzia od INGERSOLL osiągnięto niewielkie poprawy w trwałości. Przede wszystkim jednak teraz również w bezobsługowej zmianie nocnej i późnej można pracować w sposób bezpieczny dla procesu. Dzięki temu stworzono pożądaną zdolność produkcyjną i jednocześnie zwiększono jakość.
Kontakt:


