


La tecnologia di perforazione per le fondazioni speciali e la geotermia è il campo d'attività della Sysbohr GmbH. L'azienda ha a lungo fatto produrre tutti i componenti da produttori esterni. Quando tre anni fa è stata avviata una produzione interna, la produzione automatizzata ha inizialmente presentato problemi. La INGERSOLL WERKZEUGE GMBH ha quindi rivoluzionato il processo di produzione dei filetti e ha garantito la sicurezza del processo.
Dal suo avvio come ufficio di progettazione nel 2004, l'azienda con sede a Fulda si è sviluppata bene. Con l'avvio della propria produzione a Hünfeld, l'obiettivo non era sostituire i produttori esterni, ma aumentare la capacità produttiva. I fornitori esterni, che riforniscono Sysbohr da oltre 20 anni, continueranno a farlo. Con la produzione a Hünfeld, il produttore può reagire in modo più flessibile e ha un migliore controllo sui tempi di consegna.
"Se un cliente, ad esempio, ha bisogno di un foro supplementare nel suo strumento di perforazione, questo viene riprogettato a Fulda e prodotto secondo le nostre specifiche", descrive il responsabile della produzione Sebastian Reith una delle grandi forze dell'azienda: le soluzioni speciali su misura possono essere realizzate qui in modo individuale e rapido. Sysbohr accompagna i progetti dalla progettazione fino al sistema finito e adatta i sistemi di perforazione alle condizioni del terreno e alle esigenze del cantiere. La vendita di strumenti e accessori avviene a livello mondiale.
Il portafoglio dei prodotti, per lo più propri, comprende punte di perforazione, tubi di perforazione, punte di spurgo e unità di azionamento. Le quantità tipiche per strumenti speciali sono nell'ordine delle unità singole, ma per le punte di perforazione per il commercio all'ingrosso si raggiungono anche lotti fino a 200 pezzi.
I clienti provengono principalmente dall'industria edile, dove gli strumenti vengono utilizzati soprattutto per la sicurezza delle fondazioni e dei tunnel. In alcune applicazioni, la punta di perforazione rimane nel foro e viene considerata persa. Nella maggior parte dei casi, tuttavia, la corona di perforazione e le barre di perforazione sono dotate di filetti anziché di un chiusura a baionetta facilmente rimovibile.
Produzione rapidamente ampliata

La produzione a Hünfeld è iniziata con una macchina della DMG MORI ed è stata rapidamente ampliata per raggiungere la capacità produttiva desiderata. Attualmente, sei centri di tornitura-fresatura di questo produttore occupano il capannone. È stata inoltre acquisita una macchina per tornitura a revolver di Okuma, specificamente per la lavorazione di tubi di grandi dimensioni, che dispone di un passaggio dell'albero maggiore.
Su tutte le macchine sono presenti robot. Nonostante le quantità relativamente basse, l'automazione è vantaggiosa a causa dei lunghi tempi di funzionamento, come spiega Sebastian Reith: "Sulle macchine possiamo completare completamente i nostri prodotti, quindi, idealmente, materiale grezzo dentro, prodotto finito fuori. Con dieci componenti, si accumulano già cinque ore di funzionamento. Questa è una turnazione notturna." Il flusso di lavoro prevede che dieci dipendenti producano pezzi singoli al mattino e nel tardo pomeriggio inseriscano un pezzo per macchina. Il resto viene gestito dai robot nella turnazione notturna e diurna senza operatori.
Ciò che sembra una produzione economica ha inizialmente presentato a Sysbohr grandi problemi nella produzione di filetti trapezoidali, necessari per quasi tutti i componenti. Manca la necessaria sicurezza del processo, poiché soprattutto con spessori di materiale sottili si verificano vibrazioni che lasciano segni evidenti sui filetti interni e producono scarse qualità superficiali. A volte la produzione automatica si fermava dopo pochi pezzi o continuava a funzionare nonostante una piastra di taglio danneggiata, producendo scarti.
"Non sapevamo mai cosa aspettarci quando arrivavamo in azienda al mattino. La gamma era forse stata completata, forse no", racconta Reith del suo frustrazione.
Solo con l'automazione sono emersi i problemi
I produttori hanno provato molte cose, sperimentando con diverse impostazioni e velocità. Tuttavia, la precisione di ripetizione nel processo automatizzato ha sempre lasciato a desiderare. INGERSOLL era presente come fornitore di strumenti a Hünfeld fin dall'inizio, ma le piastre problematiche provenivano da un altro produttore.
Sysbohr aveva adottato il processo, comprese le piastre filettate in versione speciale, da un fornitore che non aveva mai avuto problemi. Tuttavia, una differenza fondamentale è che nel produttore esterno c'è sempre un operatore a ogni macchina, che può intervenire immediatamente in caso di irregolarità, prima che si presenti un problema. Questo riguarda le vibrazioni emergenti così come l'intasamento dei trucioli, che si verificava più frequentemente anche da Sysbohr.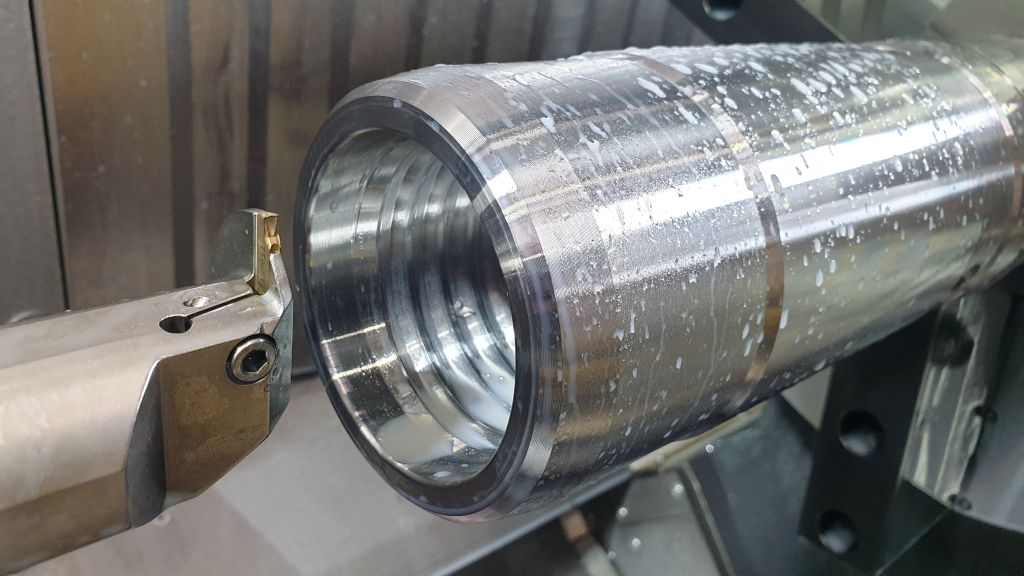
Una soluzione doveva arrivare da INGERSOLL. Daniel Rudolph, consulente tecnico presso il produttore di strumenti, ha analizzato il problema: "La piastra filettata speciale utilizzata, con cui veniva fresato il filetto interno, ha causato vibrazioni a causa della sua larghezza di contatto e del relativamente lungo tempo di attesa. Invece della piastra a profilo pieno fortemente pressante, abbiamo introdotto uno strumento di taglio che esercita meno pressione."
Poiché Sysbohr aveva già avuto buone esperienze con la piastra di taglio di INGERSOLL, è stata rapidamente provata. Tuttavia, poiché la lavorazione dei filetti è fondamentalmente diversa dalla tornitura, i processi esistenti non potevano essere semplicemente adottati. La velocità di lavorazione inizialmente raggiunta si è rivelata troppo lenta. Quindi, non era sufficiente un semplice cambio di utensile.
Processo completamente analizzato
"La sicurezza del processo è stata raggiunta solo attraverso la completa ristrutturazione del processo", riporta Daniel Rudolph. "Non abbiamo solo cambiato la piastra, ma abbiamo anche esaminato e valutato l'intero processo, dal ciclo fino alla piastra di taglio. La lavorazione è stata modificata e ora facciamo più filettatura piuttosto che tornitura dei filetti." Il passaggio a un gambo di utensile da 40 mm si è dimostrato molto efficiente, come racconta il tecnico applicativo Christopher Hees:
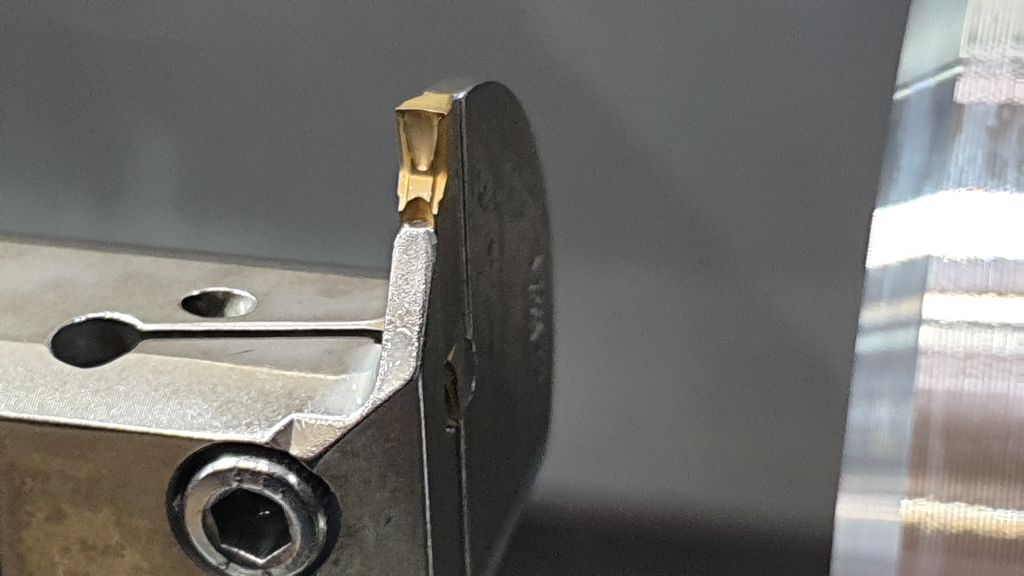
„INGERSOLL ha scelto una barra di perforazione più grande per ottenere un migliore rapporto lunghezza-diametro. Ciò ha permesso di effettuare un notevole aumento della corsa e sono state possibili velocità di taglio più elevate. Rispetto ai primi tentativi di lavorazione con il processo di tornitura, la lavorazione è potuta essere eseguita con meno passaggi in metà tempo. Siamo passati a questa piastra di taglio sinterizzata di precisione TDXU 3E-0.3 per mantenere la precisione nel processo. Per quanto riguarda la precisione di adattamento, i filetti ora escono sempre dalla macchina con la stessa qualità.”
La piastra multifunzionale è adatta per la fresatura radiale, assiale e interna. Con il suo taglio morbido, è adatta per avanzamenti medi e alti. Inoltre, produce trucioli piccoli che non rimangono più bloccati nel cambiavalute o si incastrano nel mandrino, contribuendo così alla sicurezza del processo nella produzione senza operatore. A differenza delle piastre a profilo pieno utilizzate in precedenza, è uno strumento standard che INGERSOLL può fornire il giorno successivo, se necessario. Per le piastre filettate speciali realizzate su misura, i tempi di consegna erano di tre o quattro settimane.
Una piastra di taglio per tutto

I produttori hanno ottenuto un ulteriore vantaggio: la piastra da utilizzare è sempre identica e sostituisce diverse soluzioni speciali che erano necessarie in precedenza per diversi filetti. Sysbohr ha bisogno di filetti a piena superficie per tutti i diametri dei componenti tra 50 e 600 mm con diverse pendenze. La lavorazione universale è stata resa possibile anche grazie a ottimizzazioni programmatiche. DMG MORI ha adattato, in stretta collaborazione con INGERSOLL e Sysbohr, un ciclo di filettatura già presente sulla macchina alle esigenze specifiche.
Una forma di filetto metrico normale, come quella solitamente utilizzata per la produzione di filetti, non era adatta per Sysbohr a causa delle spesso difficili condizioni operative dei suoi prodotti. „Non possiamo utilizzare tali filetti appuntiti, poiché in cantiere si deve sempre fare i conti con sabbia e sporcizia. Tuttavia, un escavatore deve essere in grado di avvitare e svitare i pezzi in modo affidabile“, spiega Reith. Questo chiarisce anche perché per la produzione siano più importanti buone superfici dei filetti rotondi rispetto all'ultimo micrometro di precisione.
Con i risultati ottenuti, l'utente è molto soddisfatto. Il tempo di lavorazione è rimasto praticamente identico, mentre con lo strumento di INGERSOLL sono stati ottenuti lievi miglioramenti nella durata. Soprattutto, ora è possibile lavorare in modo sicuro anche nei turni di notte e di fine settimana senza operatore. Ciò ha creato la capacità produttiva desiderata e ha aumentato la qualità.
Contatto:


