


Vrtací technika pro speciální hlubinné práce a geotermii je obchodní oblastí společnosti Sysbohr GmbH. Společnost dlouho nechávala všechny součásti vyrábět u subdodavatelů. Když byla před třemi lety zahájena vlastní výroba, automatizovaná výroba zpočátku způsobovala problémy. Společnost INGERSOLL WERKZEUGE GMBH poté přepracovala proces výroby závitů a zajistila procesní bezpečnost.

Od svého založení jako konstrukční kancelář v roce 2004 se firma se sídlem ve Fuldě dobře vyvinula. Vytvořením vlastní výroby v Hünfeldu by neměli být subdodavatelé nahrazeni, ale měla by se zvýšit kapacita výroby. Externí dodavatelé, kteří dodávají Sysbohr částečně již více než 20 let, budou i nadále dodávat. Díky výrobě v Hünfeldu může výrobce flexibilněji reagovat a lépe kontrolovat své dodací lhůty.
„Když zákazník například potřebuje další proplachovací otvor na svém vrtacím nástroji, je tento nástroj přepracován v Fulde a u nás je vyroben podle požadavků,“ popisuje vedoucí výroby Sebastian Reith jednu z velkých sil společnosti: Na míru šité speciální provedení mohou být zde individuálně a rychle realizována. Sysbohr doprovází projekty od konstrukce až po hotový systém a optimálně přizpůsobuje vrtací systémy aktuálním podmínkám v terénu a požadavkům staveniště. Prodej nástrojů a příslušenství probíhá na celém světě.
Portfolio převážně vlastních produktů zahrnuje vrtací korunky, vrtací trubky, oplachovací hlavy a pohonné jednotky. Typické množství pro speciální nástroje se pohybuje v jednociferných číslech, ale u vrtacích korunek pro velkoobchod se dosahuje i výrobních dávek až 200 kusů.
Zákazníci pocházejí převážně ze stavebního průmyslu, kde se nástroje používají především k zabezpečení stavebních jam a tunelů. V některých aplikacích zůstává vrták v otvoru a považuje se za ztracený. Většinou jsou však vrtací korunky a vrtací tyče vybaveny závity místo snadno uvolnitelného bajonetového uzávěru.
Výroba rychle rozšířena

Výroba v Hünfeldu začala s jedním strojem od DMG MORI a byla velmi rychle rozšířena, aby dosáhla požadované výrobní kapacity. V současnosti zaplňuje halu šest soustružno-frézovacích center tohoto výrobce strojů. Speciálně pro zpracování velkých trubek byla pořízena také revolverová soustružnická frézka od Okumy, která má větší průměr vřetena.
Na všech strojích jsou roboti. I přes relativně nízké počty kusů se díky dlouhým provozním dobám automatizace vyplatí, jak vysvětluje Sebastian Reith: „Na strojích můžeme naše produkty kompletně vyrábět, tedy ideálně surový díl dovnitř, hotový díl ven. Při deseti součástkách se už nasbírá pět hodin provozní doby. To je pak pozdní směna.“ Pracovní postup vypadá tak, že deset zaměstnanců ráno vyrábí jednotlivé díly a k večeru ještě jedno dílo na stroj vyrobí. Zbytek obstarávají roboti v bezosádkové pozdní a noční směně.
Co zní jako cenově výhodná výroba, představovalo pro Sysbohr zpočátku velké problémy při výrobě trapézových závitů, které jsou potřebné pro téměř všechny součásti. Chyběla požadovaná procesní bezpečnost, protože zejména při tenkých tloušťkách materiálu docházelo opakovaně k vibracím, které zanechávaly výrazné rýhy na vnitřních závitech a vytvářely špatnou kvalitu povrchu. Někdy se automatická výroba zastavila po několika kusech, nebo běžela i přes poškozenou řeznou destičku a vyráběla odpad.
„Nikdy jsme nevěděli, co nás čeká, když jsme ráno přišli do podniku. Paleta mohla být zpracována, ale také nemusela,“ vypráví Reith o svém frustraci.
Až s automatizací přišly problémy.
Výrobci vyzkoušeli mnoho různých přístupů, experimentovali s různými dodávkami a rychlostmi. Opakovací přesnost v automatizovaném procesu však vždy zůstávala nedostatečná. INGERSOLL byl sice jako dodavatel nástrojů od začátku přítomen v Hünfeldu, problémové desky však pocházely od jiného výrobce.
Sysbohr převzal proces včetně závitových desek na zakázku od dodavatele, který s tím nikdy neměl problémy. Rozhodující rozdíl však spočívá v tom, že u zakázkové výroby je u každého stroje neustále obsluha, která může okamžitě zasáhnout při jakýchkoli nepravidelnostech, než se z nich stane problém. To se týká jak vznikajících vibrací, tak i hromadění třísek, které se u Sysbohra také vyskytovalo častěji.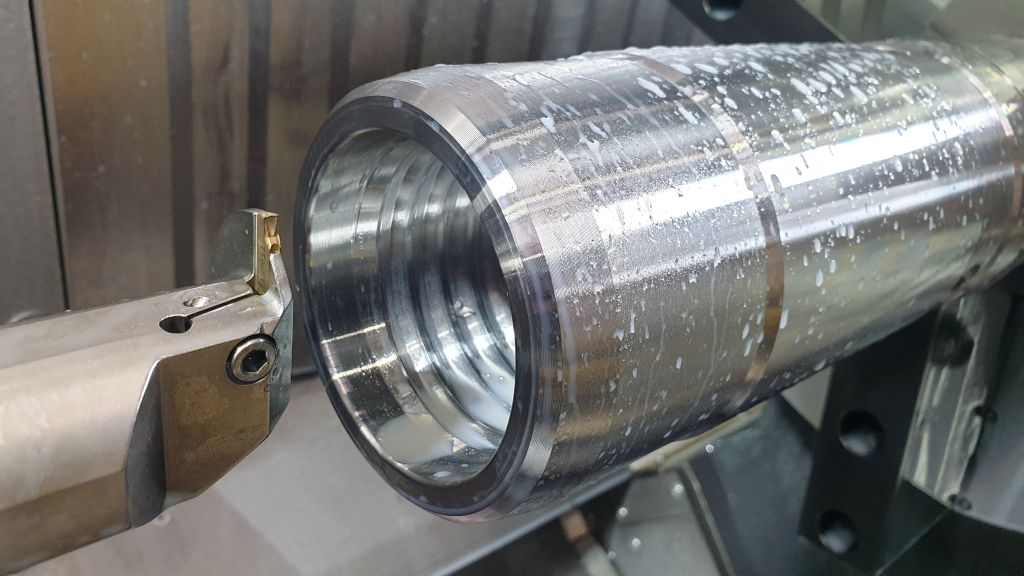
Řešení by mělo přinést INGERSOLL. Daniel Rudolph, technický poradce výrobce nástrojů, analyzoval problém: „Použitá speciální závitová destička, se kterou bylo vnitřní závit otáčeno, vedla kvůli své šířce záběru a relativně dlouhému vyložení k vibracím, které se v procesu zesilovaly. Místo silně tlačící plné profilové destičky jsme zavedli soustružnický nástroj, který vyvíjí menší tlak.“
Jelikož měl Sysbohr již dříve dobré zkušenosti s řeznou destičkou od INGERSOLL, byla okamžitě vyzkoušena. Protože se řezání závitů zásadně liší od soustružení, nebylo možné jednoduše převzít stávající procesy. Původně dosažená rychlost zpracování se ukázala jako příliš pomalá. S jednoduchou výměnou nástroje to tedy nebylo tak snadné.
Proces kompletně analyzován
„Bezpečnost procesu byla dosažena až kompletní změnou procesu,“ říká Daniel Rudolph. „Nevyměnili jsme jen desku, ale také jsme se podívali na celý proces a zhodnotili ho, od cyklu až po řeznou destičku. Zpracování bylo změněno a nyní místo závitového soustružení spíše provádíme závitové vystružování.“ Přechod na nástrojový hřídel o průměru 40 mm se ukázal jako velmi efektivní, jak popisuje aplikační technik Christopher Hees:
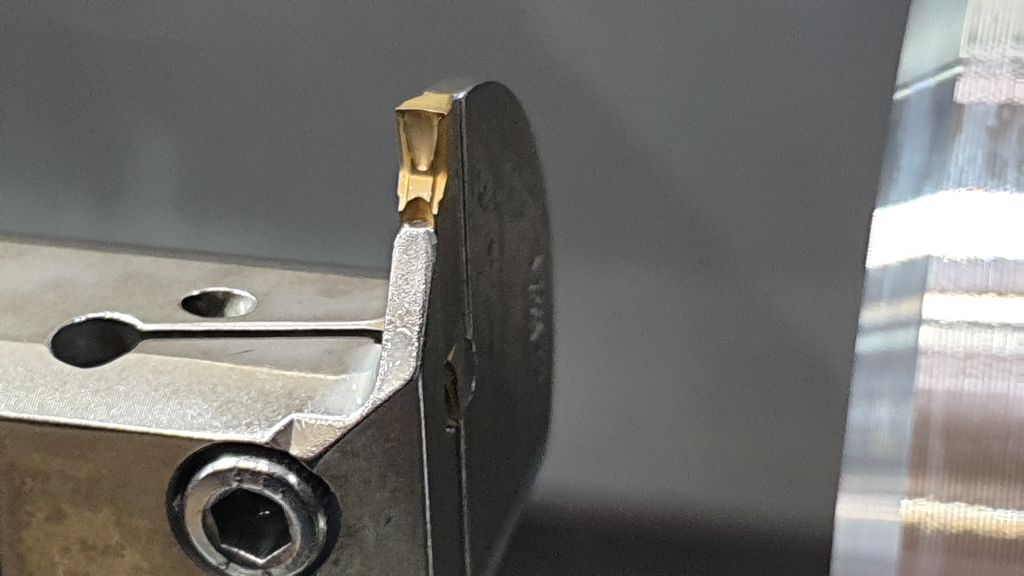
„INGERSOLL zvolil větší vrtací tyč, aby dosáhl lepšího poměru délky a průměru. Díky tomu bylo možné výrazně zvýšit posuv a dosáhnout vyšších řezných rychlostí. Ve srovnání s prvními pokusy o obrábění v soustružení bylo možné provádět obrábění s méně řezy za polovinu času. Přešli jsme na tuto precizně sinterovanou výměnnou řeznou destičku TDXU 3E-0.3, abychom mohli udržet přesnost v procesu. Co se týče přesnosti, závity nyní vždy vycházejí ze stroje ve stejné kvalitě.
Multifunkční řezná destička je vhodná pro radiální, axiální a vnitřní zapichování. S jejím jemným řezem je vhodná pro střední až vysoké posuvy. Navíc vytváří malé třísky, které se již nezachytávají na měniči nástrojů nebo se nezasekávají ve sklíčidle, což přispívá k bezpečnosti procesu v bezobslužné výrobě. Na rozdíl od dříve používaných plných profilových destiček je to standardní nástroj, který může INGERSOLL dodat na požádání již následující den. U speciálně vyráběných závitových destiček byly dodací lhůty tři až čtyři týdny.
Jedna řezná destička pro všechno

Výrobci získali další výhodu: Používaná destička je vždy identická a nahrazuje hned několik speciálních řešení, která byla dříve potřebná pro různé závity. Sysbohr potřebuje ploché závity pro všechny průměry dílů mezi 50 a 600 mm s různými stoupáními. Univerzální obrábění bylo také umožněno díky programovým optimalizacím. DMG MORI přizpůsobila na základě úzké spolupráce s INGERSOLL a Sysbohr existující závitový cyklus na stroji speciálním požadavkům.
Normální metrický závit, jaký se obvykle používá pro výrobu závitů, nebyl pro Sysbohr kvůli často drsným podmínkám použití jeho produktů přijatelný. „Takové ostré závity nemůžeme použít, protože na stavbě se vždy musí počítat s pískem a špínou. Přesto musí bagr být schopen díly spolehlivě zašroubovat a vyšroubovat,“ vysvětluje Reith. Tím je také jasné, proč jsou pro výrobu dobré povrchy kulatých závitů důležitější než poslední μ přesnosti.
S dosaženými výsledky je uživatel velmi spokojen. Čas obrábění zůstal prakticky stejný, u životnosti nástroje byly s nástrojem od INGERSOLL dosaženy mírné zlepšení. Především však nyní může být také v bezobslužné odpolední a noční směně bezpečně pokračováno v procesu. Tím byla vytvořena požadovaná výrobní kapacita a zároveň byla zvýšena kvalita.
Kontakt:


