


A fúrási technológia a speciális mélyépítés és a geotermia területén a Sysbohr GmbH üzletága. A vállalat hosszú ideig minden alkatrészt alvállalkozóknál gyártott. Három évvel ezelőtt, amikor saját termelést indítottak, az automatizált gyártás kezdetben problémákat okozott. Az INGERSOLL WERKZEUGE GMBH ezután átalakította a menetes gyártási folyamatot, és biztosította a folyamatbiztonságot.

Desde que fue fundada en 2004 como oficina de diseño, la empresa con sede en Fulda ha evolucionado bien. Con el establecimiento de su propia producción en Hünfeld, no se pretende reemplazar a los contratistas, sino aumentar la capacidad de producción. Los proveedores externos que han estado suministrando a Sysbohr durante más de 20 años seguirán haciéndolo. Con la producción en Hünfeld, el fabricante puede reaccionar de manera más flexible y tiene un mejor control sobre sus plazos de entrega.
„Ha egy ügyfél például egy további öblítőfuratot igényel a fúróeszközén, azt Fulda-ban áttervezik, és nálunk az igényeknek megfelelően gyártják le“ – írja le Sebastian Reith, a termelési vezető, a cég egyik nagy erősségét: a testreszabott speciális kivitelezések itt egyedileg és gyorsan megvalósíthatók. A Sysbohr a projekteket a tervezéstől a kész rendszerig kíséri, és a fúróberendezéseket optimálisan igazítja a helyi talajviszonyokhoz és az építkezés követelményeihez. Az eszközök és tartozékok értékesítése világszerte történik.
A főként saját termékek portfóliója fúrószárakat, fúrócsöveket, mosófejeket és hajtóegységeket tartalmaz. A speciális szerszámok tipikus darabszáma egyjegyű, de a nagykereskedelmi fúrószárak esetében akár 200 darabos tételszámok is elérhetők.
A vásárlók túlnyomó része az építőiparból származik, ahol az eszközöket elsősorban az építkezési árkok és alagutak biztosítására használják. Néhány alkalmazásnál a fúróhegy a fúrólyukban marad, és elveszettnek számít. A legtöbb esetben azonban a fúrókorona és a fúrórudak menetekkel vannak ellátva a könnyen oldható bajonettzár helyett.
A gyártás gyorsan bővült.

A hünfeldi gyártás egy DMG MORI géppel indult, és nagyon gyorsan bővült, hogy elérje a kívánt termelési kapacitást. Jelenleg hat forgácsoló-fúró központ tölti ki a csarnokot ennek a gépgyártónak. Kifejezetten nagy csövek megmunkálására egy Okuma revolveres esztergát is beszereztek, amely nagyobb orsódia átmérővel rendelkezik.
Minden gépen robotok állnak. A viszonylag alacsony darabszámok ellenére a hosszú futamidők miatt megéri az automatizálás, ahogy Sebastian Reith is magyarázza: „A gépeken teljesen elkészíthetjük a termékeinket, tehát ideális esetben a nyers alkatrész be, a kész alkatrész ki. Tíz alkatrész esetén már öt óra futamidő összejöhet. Ez már egy késői műszak.” A munkafolyamat úgy néz ki, hogy a tíz munkatárs reggel egyedi alkatrészeket gyárt, és este még egy alkatrészt beállítanak gépenként. A többit a robotok intézik a személyzet nélküli késői és éjszakai műszakban.
Ami költséghatékony gyártásnak tűnik, a Sysbohr számára kezdetben komoly problémákat jelentett a trapézmenetek gyártása, amelyek szinte minden alkatrészhez szükségesek. Hiányzott a szükséges folyamatbiztonság, mivel különösen vékony anyagvastagságok esetén folyamatosan rezgések léptek fel, amelyek jelentős rázkódásnyomokat hagytak a belső meneteknél, és rossz felületi minőséget eredményeztek. Néha az automatikus gyártás néhány darab után leállt, vagy a sérült vágólemez ellenére teljesen végigfutott, és selejtet termelt.
„Soha nem tudtuk, mi vár ránk, amikor reggel bejöttünk a vállalatba. A paletta talán elkészült, talán pedig nem“ – számol be Reith a frusztrációjáról.
Csak az automatizálással jöttek a problémák.
A gyártók sok mindent kipróbáltak, különböző szállítási módokkal és sebességekkel kísérleteztek. Az automatizált folyamatban a visszatérési pontosság azonban mindig kívánnivalót hagyott maga után. Az INGERSOLL mint szerszámgyártó Hünfeldben már a kezdetektől fogva jelen volt, de a problémás lemezek egy másik gyártótól származtak.
A Sysbohr átvette a folyamatot, beleértve a különleges kivitelű menetes lemezeket egy olyan beszállítótól, akinek ezzel soha nem voltak problémái. Egy döntő különbség azonban az, hogy a bérgyártónál folyamatosan egy kezelő áll minden gépnél, aki azonnal be tud avatkozni, ha szabálytalanságok merülnek fel, mielőtt azok problémává válnának. Ez vonatkozik a felmerülő vibrációkra, valamint a forgácsdugóra is, amely Sysbohr esetében is gyakrabban előfordult.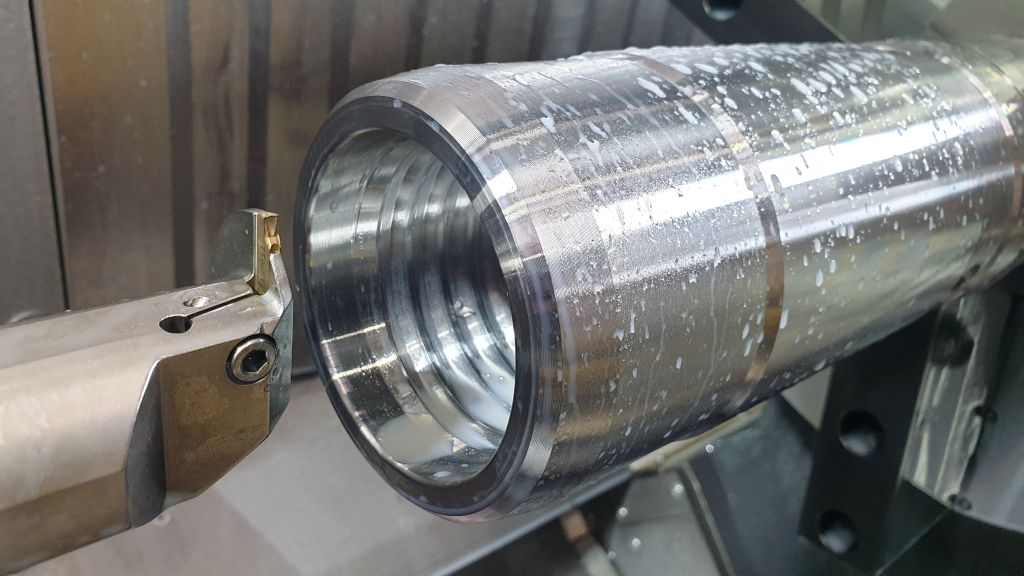
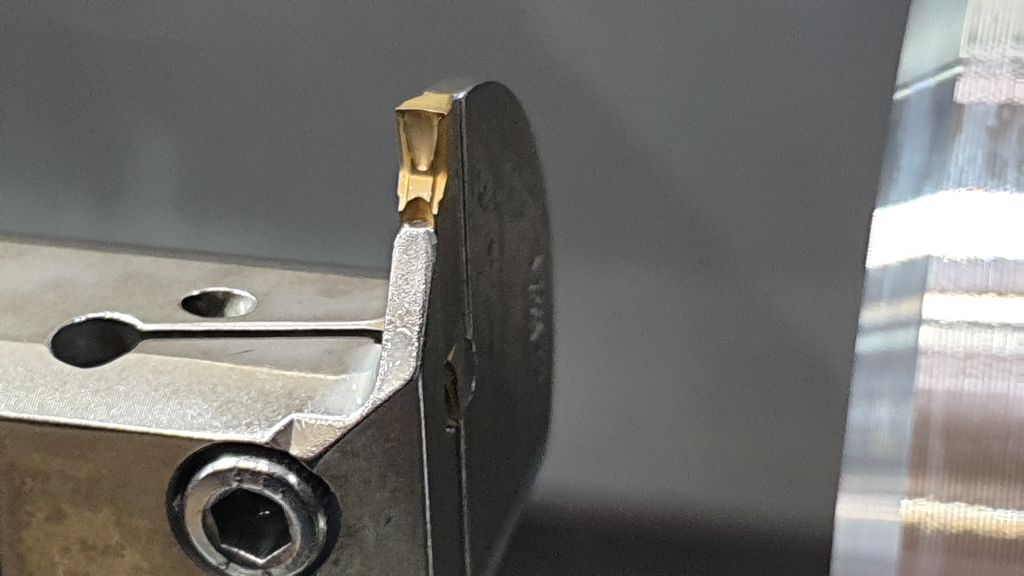
Egy megoldást az INGERSOLL hozott. Daniel Rudolph, a szerszámgyártó műszaki tanácsadója elemezte a problémát: „A használt különleges menetes lemez, amellyel a belső menetet forgatták, a beavatkozási szélessége és a viszonylag hosszú feszítés miatt rezgéseket okozott, amelyek a folyamat során felerősödtek. A nagymértékben nyomó teljes profillemezt helyettesítettük egy olyan marószerszámmal, amely kevesebb nyomást gyakorol.”
Mivel a Sysbohr már korábban jó tapasztalatokat szerzett az INGERSOLL vágólemezeivel, gyorsan kipróbálták azt. Mivel a menetszabás alapvetően eltér a marástól, a meglévő folyamatokat nem lehetett egyszerűen átváltani. Az elsőként elért megmunkálási sebesség sokkal túl lassúnak bizonyult. Tehát egy egyszerű szerszámcsere nem volt elegendő.
A folyamat teljesen elemezve.
„A folyamatbiztonságot csak a folyamat teljes átalakítása révén értük el“ – számolt be Daniel Rudolph. „Nemcsak a lemezt cseréltük ki, hanem az egész folyamatot megvizsgáltuk és értékeltük, a ciklustól kezdve a vágólemezig. A megmunkálás megváltozott, és most a menetes forgatás helyett inkább menetes fúrást végzünk.“ Christopher Hees alkalmazástechnikai szakember elmondása szerint a 40 mm-es szerszámtengelyre való áttérés nagyon hatékonynak bizonyult.
„Az INGERSOLL egy nagyobb fúrószárat választott, hogy jobb hosszúság-átmérő arányt érjen el. Ezzel jelentősen több előtolást lehetett végrehajtani, és magasabb vágási sebességek váltak lehetővé. Az első megmunkálási próbákhoz képest a megmunkálás kevesebb vágással, a fél idő alatt elvégezhetővé vált. A folyamat pontosságának fenntartása érdekében áttértünk erre a precíziós szinterezett váltólapkára, a TDXU 3E-0.3-ra. A passzolás pontossága szempontjából a menetek most mindig ugyanazzal a minőséggel kerülnek ki a gépből.”
A multifunkciós marólapka alkalmas radiális, axiális és belső marásra. Puha vágásával közepes és magas előtolásokhoz is megfelelő. Ezenkívül kis forgácsokat termel, amelyek nem maradnak fenn a szerszámcserélőn, vagy nem akadnak el a tokmányban, ami hozzájárul a folyamatbiztonsághoz a munka nélküli gyártás során. A korábban használt teljes profilos lapkákhoz képest ez egy standard szerszám, amelyet az INGERSOLL szükség esetén már a következő napon szállíthat. A különleges menetszárak esetében három-négy hetes szállítási idő volt.
Egy vágólap mindenhez

A gyártók egy további előnyhöz jutottak: a használni kívánt lapka mindig azonos, és helyettesít több különleges megoldást, amelyek korábban különböző menetekhez szükségesek voltak. A Sysbohr a teljes felületű meneteket igényli minden alkatrészátmérőhöz 50 és 600 mm között, különböző emelkedésekkel. A univerzális megmunkálás lehetőségét programozási optimalizálások is lehetővé tették. A DMG MORI szoros együttműködésben az INGERSOLL-lal és a Sysbohr-val a gépen lévő menetciklust a speciális követelményekhez igazította.
A normál metrikus menetforma, amelyet általában a menetgyártáshoz használnak, a Sysbohr számára a termékeinek gyakran durva használati körülményei miatt nem volt megfelelő. „Az ilyen éles menetekre nincs szükségünk, mert az építkezéseken mindig számolni kell homokkal és piszokkal. Ennek ellenére egy rakodónak megbízhatóan be- és ki kell tudnia forgatnia a részeket” - magyarázza Reith. Ebből világossá válik, hogy miért fontosabb a gyártás során a kerek menetek jó felülete, mint az utolsó μ pontosság.
A elért eredményekkel a felhasználó nagyon elégedett. A megmunkálási idő gyakorlatilag változatlan maradt, a szerszám élettartamával az INGERSOLL szerszámokkal enyhe javulásokat értek el. Főleg azonban most már a munka nélküli késői és éjszakai műszakban is biztonságosan lehet dolgozni. Ezzel kívánt gyártási kapacitás jött létre, és egyben a minőség is javult.
Kapcsolat:


