


Özel derin kazı ve jeotermal alanında delme teknolojisi Sysbohr GmbH'nin iş alanıdır. Şirket, uzun süre tüm bileşenleri dış kaynaklardan temin etti. Üç yıl önce kendi üretimini kurduğunda, otomatik üretim başlangıçta sorunlar yarattı. INGERSOLL WERKZEUGE GMBH, vida üretim sürecini yeniden düzenleyerek süreç güvenliğini sağladı.

2004 yılında bir mühendislik bürosu olarak kurulduğundan beri, Fulda merkezli firma iyi bir gelişim gösterdi. Hünfeld'deki kendi üretim tesisinin kurulmasıyla, dış kaynak sağlayıcıların yerini almak değil, üretim kapasitesini artırmak hedefleniyordu. Sysbohr, bazıları 20 yıldan fazla bir süredir tedarik eden dış kaynak sağlayıcılarla işbirliğine devam edecektir. Hünfeld'deki üretim ile üretici daha esnek tepki verebilir ve teslimat sürelerini daha iyi kontrol edebilir.
Bir müşteri örneğin, delme aletinde ek bir boşluk gerektiğinde, bu Fulda'da yeniden tasarlanır ve bizim için gereksinimlere uygun olarak üretilir,” diyor üretim müdürü Sebastian Reith, şirketin büyük güçlerinden birini tanımlıyor: Özel uygulamalar burada bireysel ve hızlı bir şekilde gerçekleştirilebilir. Sysbohr, projeleri tasarımdan bitmiş sisteme kadar takip eder ve delme sistemlerini mevcut zemin koşullarına ve inşaat alanının gereksinimlerine en iyi şekilde uyarlamaktadır. Aletler ve aksesuarların satışı dünya genelinde yapılmaktadır.
Portföyü, çoğunlukla kendi ürünlerinden oluşan delme başlıkları, delme boruları, boşluk başlıkları ve tahrik ünitelerini kapsamaktadır. Özel aletler için tipik parça sayıları tek haneli rakamlardayken, toptan satış için delme başlıklarında 200 adede kadar parti boyutları da ulaşılmaktadır.
Müşteriler çoğunlukla inşaat endüstrisinden gelmektedir; burada aletler esas olarak inşaat çukurları ve tünel güvenliği için kullanılmaktadır. Bazı uygulamalarda delme ucu delikte kalır ve kaybolmuş sayılır. Çoğu durumda, delme başlığı ve delme çubukları, kolayca çıkarılabilen bir bajonet bağlantısı yerine dişli ile donatılmıştır.
Üretim hızla genişletildi

Hünfeld'deki üretim, DMG MORI'den bir makine ile başladı ve istenen üretim kapasitesine ulaşmak için hızla genişletildi. Artık bu makine üreticisinin altı torna-freze merkezi salonu dolduruyor. Büyük boruların işlenmesi için özel olarak bir Okuma markalı döner torna makinesi satın alındı; bu makine daha büyük bir mil çapına sahiptir.
Tüm makinelerde robotlar bulunmaktadır. Göreceli olarak düşük parça sayısına rağmen, uzun çalışma süreleri nedeniyle otomasyonun faydası vardır, diyor Sebastian Reith: “Makinelerde ürünlerimizi tamamen bitiriyoruz, yani ideal olarak ham parça içeri, bitmiş parça dışarı. On parça ile beş saatlik bir çalışma süresi birikiyor. Bu, bir gece vardiyasıdır.” Çalışma akışı, on çalışanın sabahları parçaları ürettiği ve akşamları her makineden bir parça daha eklediği şekilde işlemektedir. Geri kalanını robotlar, insansız gece ve geç vardiyada halletmektedir.
Uygun maliyetli bir üretim gibi görünen şey, Sysbohr için başlangıçta trapez dişlerinin üretiminde büyük sorunlar çıkardı; bu dişler neredeyse tüm bileşenler için gereklidir. İnce malzeme kalınlıklarında sürekli olarak titreşimler meydana geldiği için gerekli süreç güvenliği eksikti; bu da iç dişlerde belirgin izler bıraktı ve kötü yüzey kaliteleri üretti. Otomatik üretim bazen birkaç parçadan sonra durdu ya da hasarlı bir kesme plağı ile tamamen çalışmaya devam etti ve atık üretti.
Sabah işletmeye geldiğimizde ne bekleyeceğimizi asla bilemezdik. Paletin belki de tamamlanmış olabileceğini, belki de olmayabileceğini,” diyor Reith, hayal kırıklığını dile getiriyor.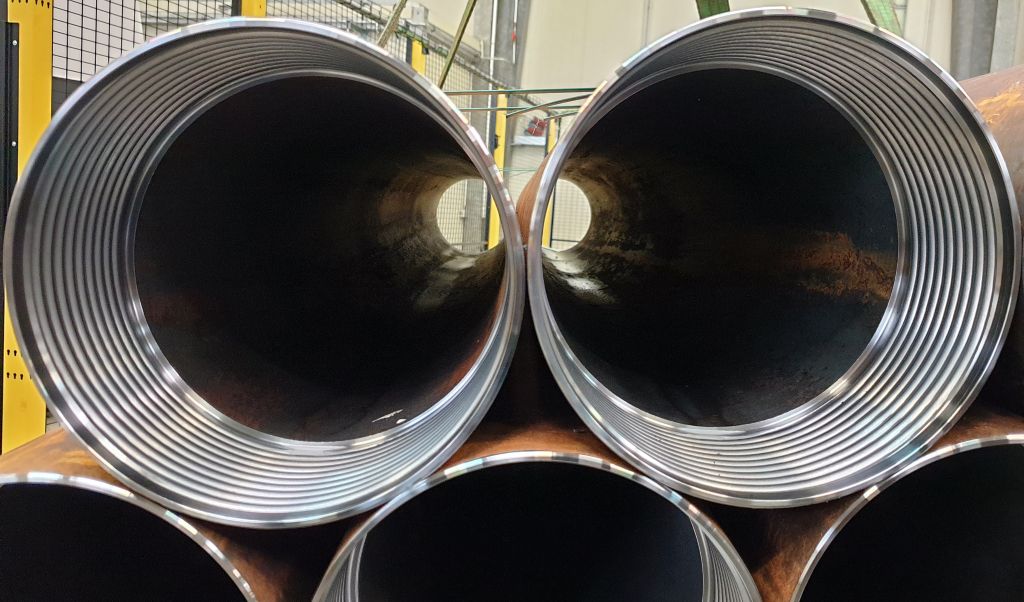
Otomasyonla birlikte sorunlar ortaya çıktı
Üreticiler birçok şey denedi, farklı besleme ve hızlarla denemeler yaptı. Ancak otomatik süreçte tekrar hassasiyet her zaman istenilen seviyede değildi. INGERSOLL, Hünfeld'de başlangıçtan beri bir alet tedarikçisi olarak yer aldı, ancak sorunlu plakalar başka bir üreticiden geldi.
Sysbohr, vida plakalarını içeren süreci, bu konuda hiçbir sorun yaşamayan bir tedarikçiden devralmıştı. Ancak, dış kaynak sağlayıcısında her makinede sürekli bir operatör bulunması, düzensizlikler ortaya çıktığında hemen müdahale edebilmesi, sorun oluşmadan önce önemli bir fark yaratmaktadır. Bu, meydana gelen titreşimler kadar, Sysbohr'da da sıkça görülen talaş tıkanması için de geçerlidir.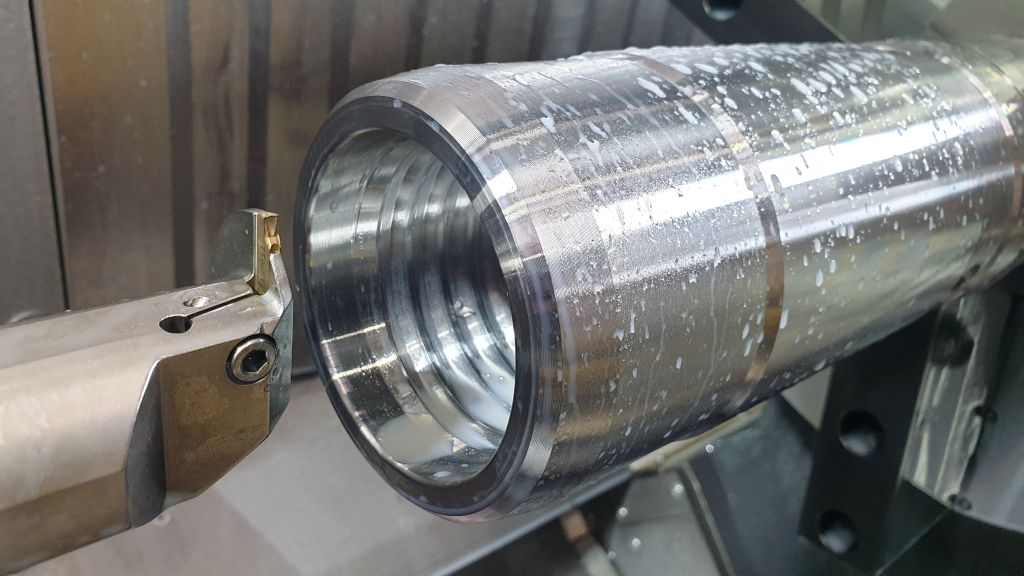
Bir çözüm INGERSOLL tarafından sağlanmalıydı. Alet üreticisi teknik danışmanı Daniel Rudolph, sorunu analiz etti: “Kullanılan özel vida plağı, iç dişi işlemek için, girişi genişliği ve göreceli olarak uzun boşluk nedeniyle titreşimlere neden oldu; bu da süreçte artış gösterdi. Yoğun baskı uygulayan tam profil plaka yerine, daha az baskı uygulayan bir kesme aleti kullandık.”
Sysbohr daha önce INGERSOLL kesme plağı ile iyi deneyimler yaşadığı için, bu hemen denendi. Ancak, diş açma işlemi, kesme işlemi ile temelde farklı olduğundan, mevcut süreç akışları basitçe devralınamadı. İlk başta elde edilen işleme hızı çok yavaş olarak değerlendirildi. Basit bir alet değişimi ile iş bitmedi.
Süreç tamamen analiz edildi
“Süreç güvenliği, sürecin tamamen yeniden düzenlenmesi ile sağlandı,” diyor Daniel Rudolph. “Sadece plakayı değiştirmekle kalmadık, aynı zamanda tüm süreci, döngüden kesme plakasına kadar inceledik ve değerlendirdik. İşleme değiştirildi ve artık vida tornalama yerine daha çok vida kesme yapıyoruz.” Uygulama teknisyeni Christopher Hees'in belirttiği gibi, 40 mm alet sapına geçiş oldukça verimli oldu.
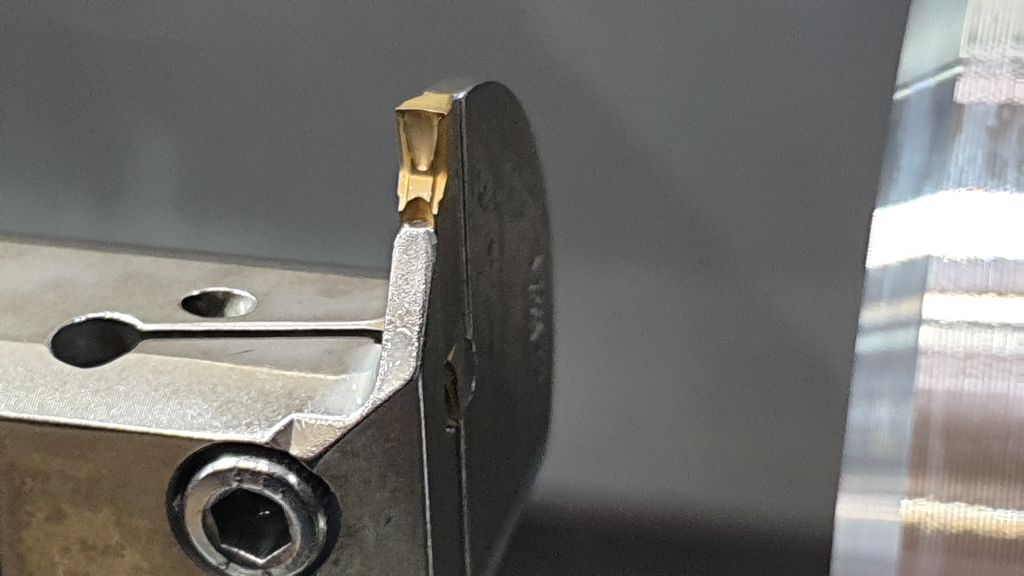
INGERSOLL, daha iyi bir uzunluk-çap oranı elde etmek için daha büyük bir delik çubuğu seçti. Bu sayede belirgin şekilde daha fazla ilerleme sağlandı ve daha yüksek kesme hızları mümkün oldu. İlk işleme denemeleriyle karşılaştırıldığında, işlem daha az kesimle yarı sürede gerçekleştirilebildi. Süreçteki hassasiyeti koruyabilmek için TDXU 3E-0.3 hassas sinterlenmiş kesici plaka kullanıldı. Artık dişlerin uyum hassasiyeti her zaman makineden aynı kalitede çıkıyor.
Multifonksiyonel kesme plağı, radial, eksenel ve içe kesme için uygundur. Yumuşak kesimi ile orta ila yüksek ilerlemeler için uygundur. Ayrıca, alet değiştiricide takılı kalmayan veya çeneye sıkışmayan küçük talaşlar üretir, bu da insansız üretimde süreç güvenliğine katkıda bulunur. Önceden kullanılan tam profil plakalarına kıyasla, INGERSOLL ihtiyaç duyulduğunda hemen ertesi gün teslim edebileceği standart bir alet haline gelmiştir. Özel diş plakaları için üç ila dört haftalık teslim süreleri vardı.
Her şey için bir kesici plaka

Üreticiler başka bir avantaj daha elde etti: Kullanılacak plaka her zaman aynı ve daha önce farklı dişler için gerekli olan birkaç özel çözümü de yerine getiriyor. Sysbohr, 50 ile 600 mm arasındaki tüm parça çapları için farklı diş eğimleri ile tam yüzeyli dişlere ihtiyaç duymaktadır. Evrensel işleme, program optimizasyonları sayesinde de mümkün oldu. DMG MORI, INGERSOLL ve Sysbohr ile yakın işbirliği içinde, makinede mevcut olan bir diş döngüsünü özel gereksinimlere uyarladı.
Genellikle diş üretimi için kullanılan normal metrik diş şekli, Sysbohr için ürünlerinin sıklıkla zorlu kullanım koşulları nedeniyle uygun değildi. 'Bu tür keskin dişleri kullanamayız, çünkü inşaatta her zaman kum ve pislik ile karşılaşmak zorundayız. Yine de bir ekskavatörün parçaları güvenilir bir şekilde içe ve dışa döndürebilmesi gerekiyor,' diye açıklıyor Reith. Bu nedenle, üretim için yuvarlak dişlerin iyi yüzeylerinin son hassasiyetten daha önemli olduğunu anlamak da kolaylaşıyor.
Elde edilen sonuçlardan kullanıcı oldukça memnun. İşleme süresi neredeyse aynı kalmış, INGERSOLL aleti ile kullanım ömründe hafif iyileştirmeler sağlanmıştır. Ancak en önemlisi, artık insansız gece ve geç vardiyalarda süreç güvenli bir şekilde çalışılabilmektedir. Böylece istenen üretim kapasitesi sağlanmış ve kalite artırılmıştır.
İletişim:


