


La technologie de forage pour le génie civil spécialisé et la géothermie est le domaine d'activité de Sysbohr GmbH. L'entreprise a longtemps fait fabriquer tous ses composants par des sous-traitants. Lorsque la production propre a été mise en place il y a trois ans, la fabrication automatisée a d'abord posé des problèmes. INGERSOLL WERKZEUGE GMBH a ensuite révisé le processus de fabrication des filetages et a assuré la sécurité du processus.

Depuis sa création en 2004 en tant que bureau d'études, l'entreprise basée à Fulda s'est bien développée. Avec la mise en place de sa propre production à Hünfeld, il ne s'agissait pas de remplacer les sous-traitants, mais d'augmenter la capacité de production. Les sous-traitants qui fournissent Sysbohr depuis plus de 20 ans continueront de le faire. Avec la production à Hünfeld, le fabricant peut réagir plus rapidement et a mieux maîtrisé ses délais de livraison.
"Si un client a besoin par exemple d'un perçage supplémentaire sur son outil de forage, cela est reconstruit à Fulda et fabriqué selon nos exigences", décrit le responsable de la production, Sebastian Reith, l'une des grandes forces de l'entreprise : des réalisations spéciales sur mesure peuvent ici être exécutées de manière individuelle et rapide. Sysbohr accompagne les projets de la conception jusqu'au système fini et adapte les systèmes de forage aux conditions du sol et aux exigences du chantier. La vente d'outils et d'accessoires se fait dans le monde entier.
Le portefeuille des produits principalement propres comprend des couronnes de forage, des tubes de forage, des têtes de purge et des unités d'entraînement. Les quantités typiques pour des outils spéciaux se situent dans la plage des unités, mais pour les couronnes de forage destinées au commerce de gros, des tailles de lot allant jusqu'à 200 pièces sont également atteintes.
Les clients proviennent en grande partie de l'industrie de la construction, où les outils sont principalement utilisés pour la sécurisation des fouilles et des tunnels. Dans certaines applications, la pointe de forage reste dans le trou et est considérée comme perdue. Dans la plupart des cas, la couronne de forage et les tiges de forage sont cependant équipées de filetages au lieu d'un verrouillage à baïonnette facilement détachable.
Fabrication rapidement développée

La production à Hünfeld a commencé avec une machine de DMG MORI et a été rapidement développée pour atteindre la capacité de production souhaitée. À présent, six centres de tournage-fraisage de ce fabricant occupent le hall. Une machine à tourelle de tournage d'Okuma a également été acquise spécifiquement pour le traitement de grands tubes, qui dispose d'un plus grand diamètre de broche.
Des robots sont présents sur toutes les machines. Malgré des quantités relativement faibles, l'automatisation est rentable en raison des longues durées de fonctionnement, comme l'explique Sebastian Reith : "Sur les machines, nous pouvons fabriquer complètement nos produits, donc idéalement, pièce brute entrée, pièce finie sortie. Pour dix pièces, cela peut déjà représenter cinq heures de temps de fonctionnement. C'est alors un service de nuit." Le flux de travail est tel que les dix employés fabriquent des pièces individuelles le matin et en fin de journée, une pièce par machine est encore produite. Le reste est pris en charge par des robots lors des équipes de nuit et de fin de journée sans personnel.
Ce qui semble être une fabrication économique a cependant d'abord posé de grands problèmes à Sysbohr lors de la fabrication de filetages trapézoïdaux, nécessaires pour presque tous les composants. Il manquait la sécurité de processus requise, car il y avait toujours des vibrations avec des épaisseurs de matériau fines, laissant des marques de vibration visibles sur les filetages intérieurs et produisant de mauvaises qualités de surface. Parfois, la production automatique s'arrêtait après quelques pièces ou continuait malgré une plaquette de coupe endommagée et produisait des déchets.
"Nous ne savions jamais à quoi nous attendre lorsque nous arrivions le matin à l'entreprise. La palette était peut-être traitée, peut-être pas", rapporte Reith de sa frustration.
Ce n'est qu'avec l'automatisation que les problèmes sont apparus
Les fabricants ont essayé beaucoup de choses, expérimentant avec différentes avances et vitesses. Cependant, la précision de répétition dans le processus automatisé laissait toujours à désirer. INGERSOLL était bien présent en tant que fournisseur d'outils à Hünfeld depuis le début, mais les plaques problématiques provenaient d'un autre fabricant.
Sysbohr avait repris le processus, y compris les plaques de filetages en version spéciale, d'un fournisseur qui n'avait jamais eu de problèmes avec cela. Cependant, une différence décisive réside dans le fait que chez le sous-traitant, un opérateur est constamment présent à chaque machine, qui peut intervenir immédiatement en cas d'irrégularités, avant qu'un problème ne se produise. Cela concerne les vibrations émergentes tout comme les bouchons de copeaux, qui se produisaient également plus fréquemment chez Sysbohr.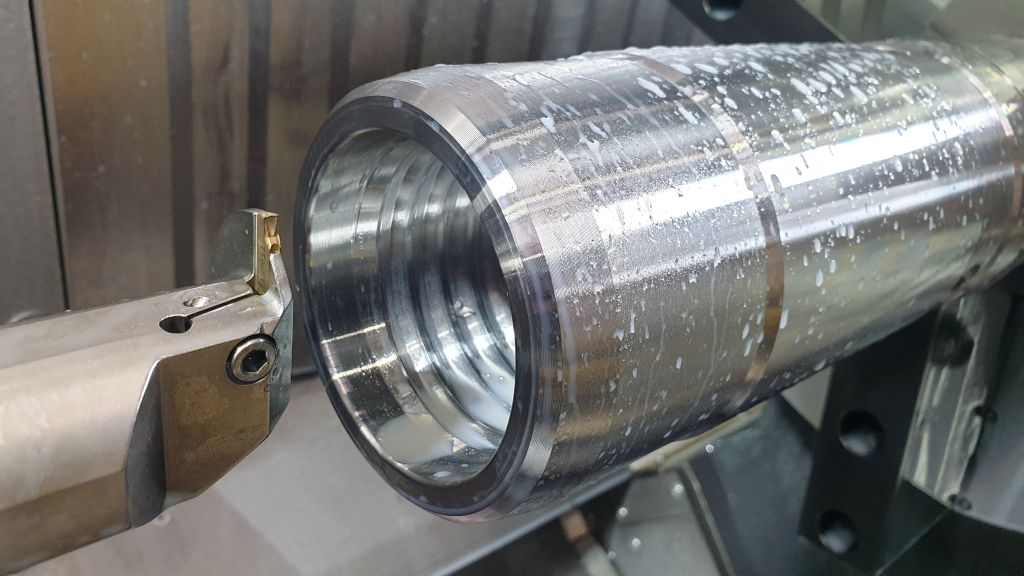
Une solution devait être apportée par INGERSOLL. Daniel Rudolph, conseiller technique chez le fabricant d'outils, a analysé le problème : "La plaque de filetages spéciale utilisée, avec laquelle le filetage intérieur était tourné, a provoqué des vibrations en raison de sa largeur d'engagement et de son temps d'usinage relativement long. Au lieu de la plaque pleine fortement pressante, nous avons introduit un outil de tournage qui exerce moins de pression."
Comme Sysbohr avait déjà eu de bonnes expériences avec la plaquette de coupe d'INGERSOLL, elle a été rapidement testée. Cependant, comme le filetage diffère fondamentalement du tournage, les processus existants ne pouvaient pas simplement être repris. La vitesse d'usinage initialement atteinte s'est révélée beaucoup trop lente. Un simple changement d'outil n'était donc pas suffisant.
Processus complètement analysé
"La sécurité du processus n'a été atteinte qu'après une révision complète du processus", rapporte Daniel Rudolph. "Nous n'avons pas seulement changé la plaque, mais nous avons également examiné et évalué l'ensemble du processus, du cycle à la plaquette de coupe. Le traitement a été modifié et nous faisons maintenant plutôt du tournage de filetages que du tournage de filetages." Le passage à un porte-outil de 40 mm s'est avéré très efficace, comme l'explique le technicien d'application Christopher Hees :
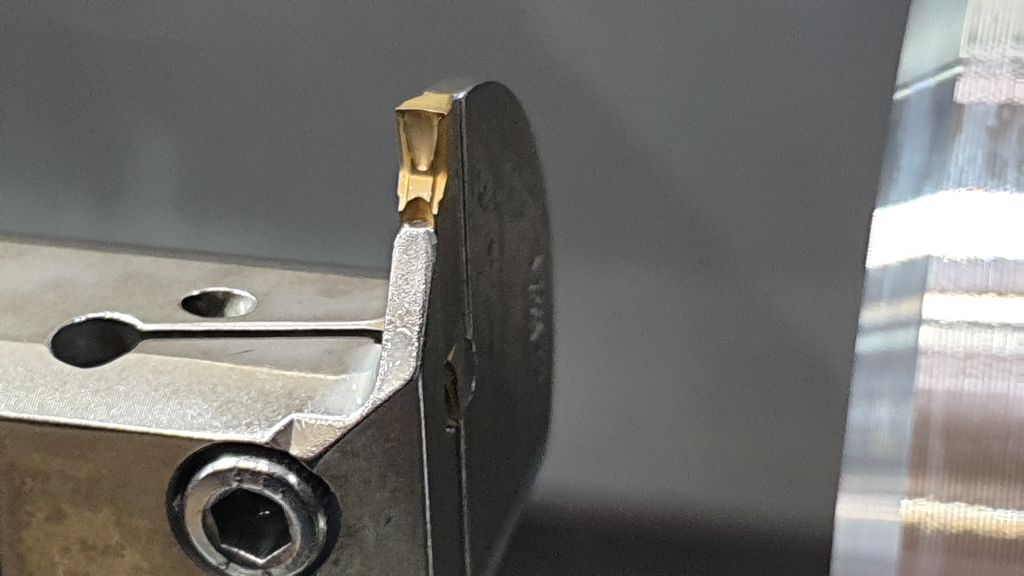
« INGERSOLL a choisi une tige de perçage plus grande pour obtenir un meilleur rapport longueur-diamètre. Cela a permis d'augmenter considérablement l'avance et de réaliser des vitesses de coupe plus élevées. Comparé aux premiers essais de traitement en tournage, le traitement a pu être effectué avec moins de passes en moitié moins de temps. Nous avons opté pour cette plaquette de coupe en carbure fritté de précision TDXU 3E-0.3 afin de maintenir la précision dans le processus. En termes de précision d'ajustement, les filetages sortent désormais toujours de la machine avec la même qualité. »
La plaquette de tournage multifonctionnelle convient pour le fraisage radial, axial et intérieur. Avec sa coupe douce, elle est adaptée pour des avances moyennes à élevées. Elle génère également de petites copeaux qui ne restent plus accrochées au changeur d'outils ou ne se coincent pas dans le mandrin, ce qui contribue à la sécurité du processus dans la production sans opérateur. Contrairement aux plaquettes pleines utilisées auparavant, c'est un outil standard que INGERSOLL peut livrer dès le lendemain si nécessaire. Pour les plaquettes filetées spéciales fabriquées sur mesure, les délais de livraison étaient de trois à quatre semaines.
Une plaquette de coupe pour tout

Les fabricants ont également bénéficié d'un autre avantage : la plaquette à utiliser est toujours identique et remplace plusieurs solutions spéciales qui étaient auparavant nécessaires pour différents filetages. Sysbohr a besoin des filetages pleins pour tous les diamètres de pièces entre 50 et 600 mm avec différentes pentes. Le traitement universel a également été rendu possible grâce à des optimisations programmatiques. DMG MORI a adapté un cycle de filetage existant sur la machine aux exigences spécifiques en étroite collaboration avec INGERSOLL et Sysbohr.
Une forme de filetage métrique normale, comme celle généralement utilisée pour la fabrication de filetages, n'était pas envisageable pour Sysbohr en raison des conditions d'utilisation souvent difficiles de ses produits. « Nous ne pouvons pas utiliser de tels filetages pointus, car sur le chantier, il faut toujours compter avec du sable et de la saleté. Néanmoins, une pelle doit pouvoir visser et dévisser les pièces de manière fiable », explique Reith. Cela explique également pourquoi, pour la fabrication, de bonnes surfaces des filetages ronds sont plus importantes que le dernier µ de précision.
Avec les résultats obtenus, l'utilisateur est très satisfait. Le temps de traitement est resté pratiquement identique, et une légère amélioration a été réalisée avec l'outil d'INGERSOLL en ce qui concerne la durée de vie. Surtout, il est maintenant également possible de travailler de manière sécurisée dans les équipes de nuit et de fin de semaine sans opérateur. Cela a permis de créer la capacité de production souhaitée tout en augmentant la qualité.
Contact :


