


Drilling technology for specialist foundation engineering and geothermal energy is the business field of Sysbohr GmbH. The company had all components manufactured by contract manufacturers for a long time. When its own production was established three years ago, automated manufacturing initially posed problems. INGERSOLL WERKZEUGE GMBH then revamped the process for thread manufacturing and ensured process reliability.

Since its founding as an engineering office in 2004, the company based in Fulda has developed well. With the establishment of its own production in Hünfeld, the aim was not to replace contract manufacturers but to increase production capacity. External manufacturers, who have been supplying Sysbohr for over 20 years, will continue to do so. With production in Hünfeld, the manufacturer can respond more flexibly and has better control over delivery times.
If a customer, for example, needs an additional flushing hole on their drilling tool, it is redesigned in Fulda and manufactured according to our requirements,” describes production manager Sebastian Reith one of the company's great strengths: Customized special designs can be executed individually and quickly here. Sysbohr accompanies projects from design to the finished system and optimally adapts drilling systems to the given soil conditions and site requirements. The distribution of tools and accessories takes place worldwide.
The portfolio of predominantly in-house products includes drill crowns, drill pipes, flushing heads, and drive units. Typical quantities for special tools are in the single digits, but for drill crowns for wholesale, batch sizes of up to 200 pieces are also achieved.
The customers mostly come from the construction industry, where the tools are primarily used for excavation and tunnel safety. In some applications, the drill tip remains in the borehole and is considered lost. In most cases, however, the drill crown and drill rods are equipped with threads instead of an easily removable bayonet lock.
Production rapidly expanded

Production in Hünfeld started with a machine from DMG MORI and was rapidly expanded to reach the desired production capacity. Meanwhile, six turning-milling centers from this machine manufacturer fill the hall. A revolver lathe from Okuma was also acquired specifically for processing large pipes, which has a larger spindle bore.
Robots are present at all machines. Despite relatively low quantities, automation is worthwhile due to the long running times, as Sebastian Reith explains: 'On the machines, we can completely finish our products, ideally raw part in, finished part out. With ten components, we can accumulate five hours of running time. That's then a late shift.' The workflow is such that the ten employees manufacture individual parts in the morning and by evening still bring in one part per machine. The rest is handled by robots in the unmanned late and night shifts.
What sounds like a cost-effective production initially posed significant problems for Sysbohr in the manufacturing of trapezoidal threads, which are required for almost all components. There was a lack of the necessary process reliability, as vibrations often occurred, especially with thin material thicknesses, leaving noticeable chatter marks on the internal threads and producing poor surface qualities. Sometimes, automatic production stopped after a few parts, or it ran completely through despite a damaged cutting plate and produced scrap.
'We never knew what to expect when we came into the business in the morning. The palette might have been processed, or it might not,' Reith reports of his frustration.
Only with automation did the problems arise
The manufacturers tried many things, experimenting with different feed rates and speeds. However, the repeat accuracy in the automated process always left much to be desired. INGERSOLL was present as a tool supplier in Hünfeld from the beginning, but the problem plates came from another manufacturer.
Sysbohr had taken over the process, including the thread plates in special design, from a supplier who had never had difficulties with it. However, a crucial difference is that at the contract manufacturer, an operator is constantly at each machine, who can intervene immediately in case of irregularities before a problem arises. This applies to emerging vibrations as well as chip jams, which also occurred more frequently at Sysbohr.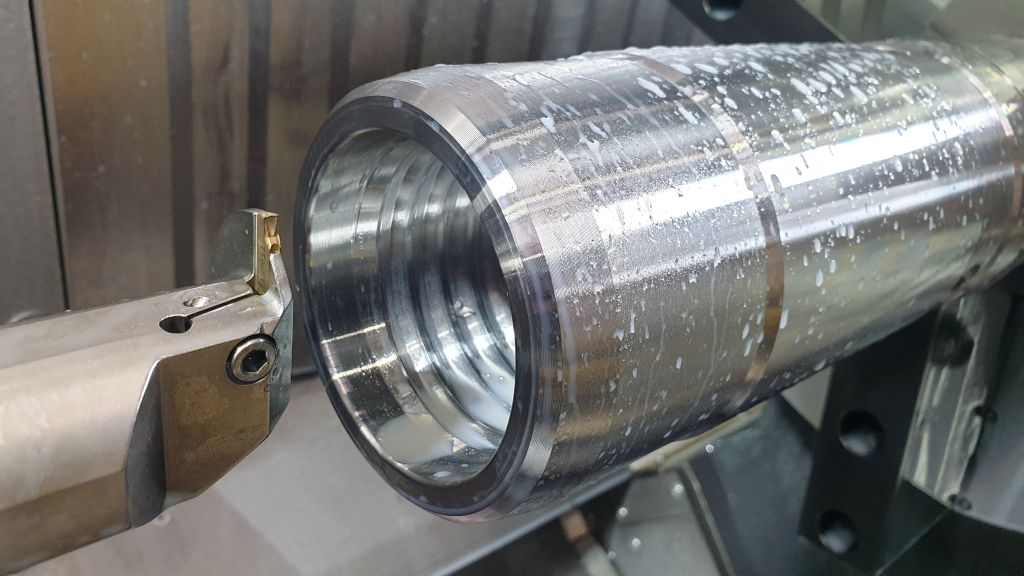
A solution was to come from INGERSOLL. Daniel Rudolph, a technical consultant at the tool manufacturer, analyzed the problem: 'The special thread plate used to turn the internal thread caused vibrations due to its engagement width and relatively long overhang, which amplified in the process. Instead of the heavily pressing full-profile plate, we introduced a turning tool that exerts less pressure.'
Since Sysbohr had previously had good experiences with the cutting plate from INGERSOLL, it was quickly tested. However, since thread cutting fundamentally differs from turning, existing process flows could not simply be adopted. The initially achieved processing speed proved to be far too slow. Thus, a simple tool change was not sufficient.
Process completely analyzed
'Process reliability was only achieved through the complete restructuring of the process,' reports Daniel Rudolph. 'We not only changed the plate but also looked at and assessed the entire process, from the cycle to the cutting plate. The processing was changed, and instead of thread turning, we now do more thread turning.' The transition to a 40 mm tool shank proved to be very efficient, as application technician Christopher Hees describes:
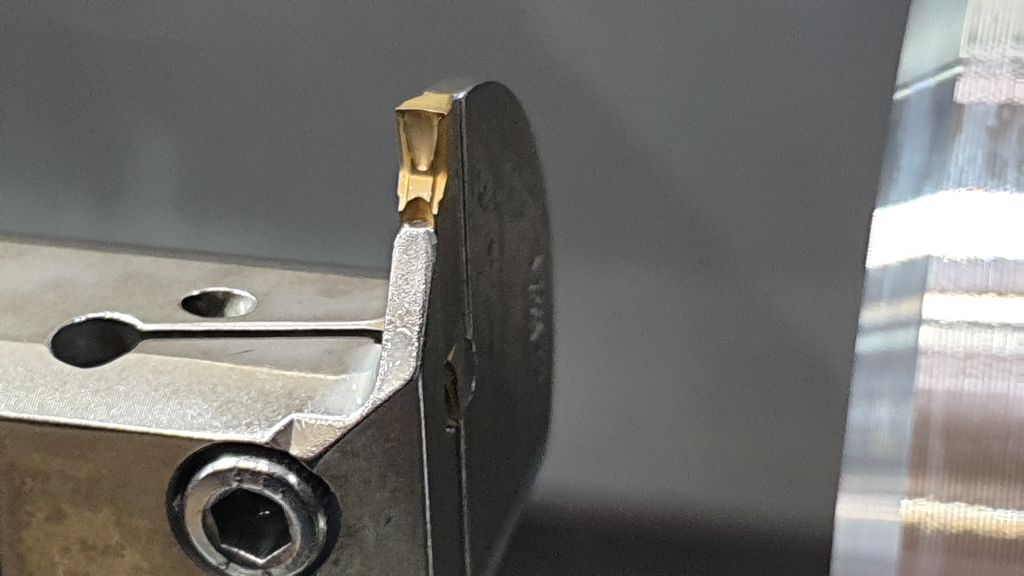
INGERSOLL has chosen a larger drilling bar to achieve a better length-to-diameter ratio. This allowed for significantly more feed and higher cutting speeds became possible. Compared to the initial machining attempts in the turning process, the machining could be carried out with fewer cuts in half the time. We opted for this precision-sintered indexable insert TDXU 3E-0.3 to maintain accuracy in the process. In terms of fit, the threads now always come out of the machine in the same quality.
The multifunctional turning insert is suitable for radial, axial, and internal turning. With its soft cut, it is suitable for medium to high feeds. It also produces small chips that no longer get stuck in the tool changer or caught in the chuck, contributing to process reliability in unmanned production. In contrast to the previously used full-profile inserts, it is a standard tool that INGERSOLL can deliver the next day if needed. The custom-made special thread inserts had delivery times of three to four weeks.
An insert for everything

The manufacturers have gained another advantage: the insert to be used is always identical and replaces several special solutions that were previously necessary for different threads. Sysbohr requires the full-surface threads for all component diameters between 50 and 600 mm with various pitches. The universal machining was also made possible through programming optimizations. DMG MORI has adapted an existing thread cycle on the machine to the specific requirements in close consultation with INGERSOLL and Sysbohr.
A standard metric thread form, as is usually used for thread manufacturing, was not an option for Sysbohr due to the often harsh operating conditions of its products. 'We cannot use such sharp threads because construction always has to account for sand and dirt. Nevertheless, an excavator must be able to reliably screw in and out the parts,' explains Reith. This also clarifies why good surfaces of the round threads are more important for manufacturing than the last μ in accuracy.
The user is very satisfied with the results achieved. The machining time has practically remained the same, and slight improvements in tool life have been achieved with the INGERSOLL tool. Above all, however, process-safe work can now also be carried out during the unmanned late and night shifts. This has created the desired manufacturing capacity while simultaneously increasing quality.
Contact:


