


Бурова техніка для спеціального глибокого будівництва та геотермальної енергії є бізнес-галуззю компанії Sysbohr GmbH. Протягом тривалого часу компанія виготовляла всі компоненти у сторонніх виробників. Коли три роки тому було запущено власне виробництво, автоматизоване виробництво спочатку викликало проблеми. Компанія INGERSOLL WERKZEUGE GMBH змінила процес виготовлення різьблення та забезпечила процесну безпеку.

З моменту свого заснування у 2004 році як конструкторське бюро, компанія, що базується у Фульді, добре розвинулася. З відкриттям власного виробництва в Хюнфельді метою було не замінити підрядників, а збільшити потужності виробництва. Зовнішні постачальники, які постачають Sysbohr частково вже понад 20 років, продовжать це робити. Завдяки виробництву в Хюнфельді виробник може більш гнучко реагувати і краще контролювати свої терміни доставки.
„Якщо клієнт, наприклад, потребує додаткового промивного отвору у своєму свердлильному інструменті, він буде реконструйований у Фульді та виготовлений відповідно до наших вимог“, описує керівник виробництва Себастіан Рейт одну з великих переваг компанії: індивідуальні спеціальні виконання можуть бути виконані тут швидко та відповідно до вимог. Sysbohr супроводжує проекти від конструкції до готової системи та оптимально адаптує свердлильні системи до конкретних умов ґрунту та вимог будівельного майданчика. Продаж інструментів та аксесуарів здійснюється по всьому світу.
Портфоліо переважно власних продуктів включає бурові коронки, бурові труби, промивні головки та привідні одиниці. Типові обсяги для спеціальних інструментів знаходяться в однозначному діапазоні, але для бурових коронок для оптової торгівлі досягаються також партії до 200 штук.
Клієнти в основному походять з будівельної індустрії, де інструменти використовуються переважно для забезпечення безпеки будівельних котлованів і тунелів. У деяких випадках свердло залишається в свердловині і вважається втраченим. У більшості випадків бурова корона та бурові стержні оснащені різьбленням замість легко роз'ємного байонетного з'єднання.
Виробництво швидко розширюється

Виробництво в Хюнфельді розпочалося з машини DMG MORI і швидко розширилося, щоб досягти бажаної виробничої потужності. Наразі шість токарно-фрезерних центрів цього виробника заповнюють зал. Спеціально для обробки великих труб була придбана ще одна револьверна токарна машина від Okuma, яка має більший діаметр шпинделя.
На всіх машинах стоять роботи. Незважаючи на відносно низькі обсяги виробництва, автоматизація виправдана через тривалі часи роботи, як пояснює Себастіан Рейт: «На машинах ми можемо повністю виготовити нашу продукцію, тобто в ідеалі сировина заходить, готова деталь виходить. При десяти деталях вже може накопичитися п’ять годин роботи. Це вже пізня зміна.» Робочий процес виглядає так, що десять працівників вранці виготовляють окремі деталі, а ввечері ще по одній деталі на машину. Решту роблять роботи в безлюдній пізній та нічній зміні.
Що звучить як економічне виробництво, спочатку поставило Sysbohr перед великими проблемами при виготовленні трапецієподібних різьб, які потрібні для майже всіх компонентів. Не вистачало необхідної процесуальної безпеки, оскільки особливо при тонких товщинах матеріалів постійно виникали вібрації, які залишали помітні сліди на внутрішніх різьбах і створювали погану якість поверхні. Іноді автоматичне виробництво зупинялося після кількох деталей або працювало повністю, незважаючи на пошкоджену різальну пластину, і виробляло брак.
«Ми ніколи не знали, що нас чекає, коли ми приходили вранці на виробництво. Палета могла бути оброблена, а могла й не бути», - розповідає Рейт про свій розчарування.
Проблеми почалися лише з автоматизацією
Виробники спробували багато різного, експериментуючи з різними подачами та швидкостями. Однак точність повторення в автоматизованому процесі завжди залишала бажати кращого. INGERSOLL був присутній як постачальник інструментів у Хюнфельді з самого початку, але проблемні пластини надходили від іншого виробника.
Sysbohr взяв процес, включаючи різьбові пластини в спеціальному виконанні, від постачальника, який ніколи не мав труднощів. Однак ключова різниця полягає в тому, що у виробника завжди є оператор біля кожного станка, який може втрутитися при нерегулярностях, перш ніж виникне проблема. Це стосується як вібрацій, так і заторів стружки, які також частіше виникали у Sysbohr.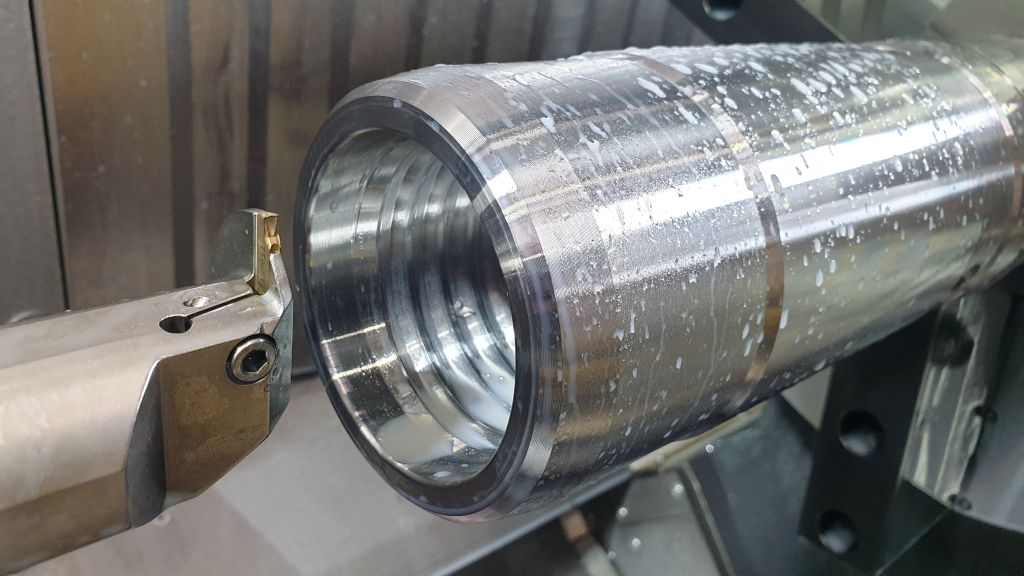
Рішення повинно було принести INGERSOLL. Даніель Рудольф, технічний консультант у виробника інструментів, проаналізував проблему: «Використовувана спеціальна різьбова пластина, з якою оброблялося внутрішнє різьблення, викликала вібрації через свою ширину захоплення та відносно довгий вільний хід. Замість сильно тиснучої повнопрофільної пластини ми запропонували різальний інструмент, який чинить менший тиск.»
Оскільки у Sysbohr вже були хороші досвіди з різальною пластиною від INGERSOLL, її швидко протестували. Однак оскільки різьблення принципово відрізняється від стругання, існуючі процеси не можна було просто перенести. Спочатку досягнута швидкість обробки виявилася занадто повільною. Отже, простим заміною інструмента не обійшлося.
Процес повністю проаналізовано
«Процесна безпека була досягнута лише завдяки повній перебудові процесу», - розповідає Даніель Рудольф. «Ми не лише замінили пластину, а й переглянули та оцінили весь процес, від циклу до різальної пластини. Обробка була змінена, і тепер ми замість різьблення переважно займаємося різьбленням.» Дуже ефективним виявився перехід на 40 мм інструментальний хвостовик, як описує технік застосування Крістофер Хіс:
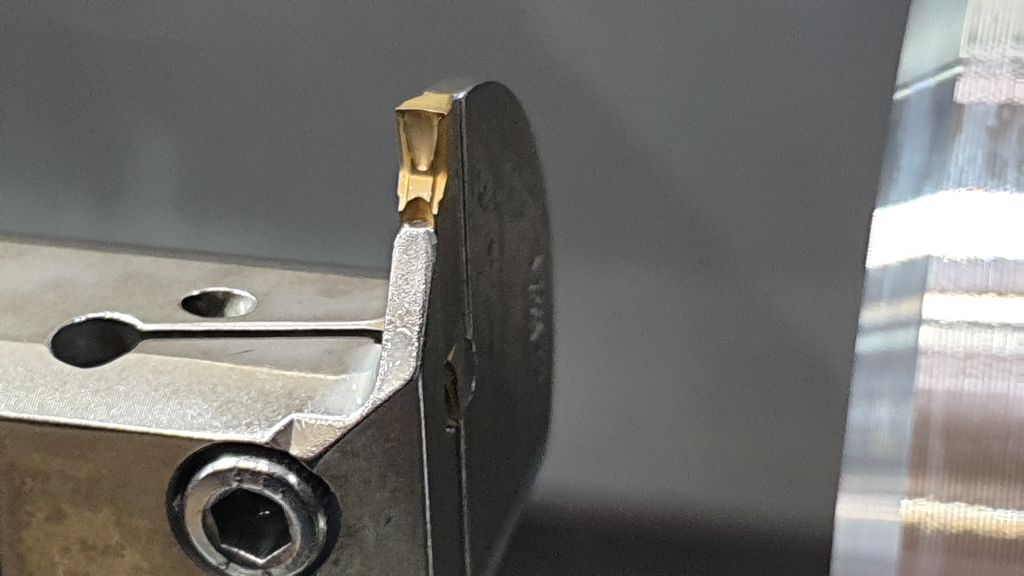
«INGERSOLL вибрав більшу свердловину, щоб отримати краще співвідношення довжини до діаметра. Це дозволило значно збільшити подачу і забезпечити вищі швидкості різання. У порівнянні з першими спробами обробки в стругальному процесі, обробка могла бути виконана з меншими різаннями за половину часу. Ми перейшли на цю прецизійно спечену змінну різальну пластину TDXU 3E-0.3, щоб зберегти точність у процесі. За точністю різьби тепер деталі завжди виходять з машини в одній і тій же якості.»
Універсальна різьбова пластина підходить для радіального, осьового та внутрішнього стругання. Завдяки м'якому різу вона підходить для середніх та високих подач. Вона також створює невелику стружку, яка більше не затримується на зміннику інструментів або не застряє в патроні, що сприяє процесній безпеці в безлюдному виробництві. На відміну від раніше використовуваних повнопрофільних пластин, це стандартний інструмент, який INGERSOLL може доставити за потреби вже наступного дня. Для спеціально виготовлених різьбових пластин терміни доставки становили три-чотири тижні.
Одна різальна пластина для всього

Виробники отримали ще одну перевагу: використовувана пластина завжди ідентична і замінює кілька спеціальних рішень, які раніше були необхідні для різних різьб. Sysbohr потребує повнопрофільних різьб для всіх діаметрів компонентів між 50 і 600 мм з різними кроками. Універсальна обробка стала можливою також завдяки програмним оптимізаціям. DMG MORI у тісній співпраці з INGERSOLL та Sysbohr адаптував наявний на машині цикл різьблення до спеціальних вимог.
Звичайна метрична форма різьби, яка зазвичай використовується для виготовлення різьб, не підходила для Sysbohr через часто суворі умови експлуатації його продуктів. «Такі гострі різьби нам не підходять, оскільки на будівництві завжди потрібно враховувати пісок і бруд. Проте екскаватор повинен надійно закручувати та викручувати деталі», - пояснює Рейт. Це також пояснює, чому для виготовлення хороша якість поверхні круглих різьб важливіша, ніж останні 0,5 мкм точності.
Отриманими результатами користувач дуже задоволений. Час обробки практично залишився незмінним, а з інструментом від INGERSOLL досягнуто незначних покращень у термінах служби. Перш за все, тепер також у безлюдну пізню та нічну зміну можна безпечно працювати. Таким чином, було створено бажану виробничу потужність і одночасно підвищено якість.
Контакт:


