


Como uno de los principales proveedores de tecnología de sujeción, soluciones de montaje y accionamiento, el grupo ROEMHELD, con sede en Laubach, ha trabajado en estrecha colaboración con Weigel & Schwarz en la fabricación de ciertos componentes individuales durante años. Las altas exigencias se pueden implementar de manera sencilla y con el mismo enfoque de calidad con el fabricante por contrato en la vecindad. Además, a partir del impulso de acelerar los procesos de configuración para máquinas, han surgido muchas invenciones en ROEMHELD, incluida la 'bomba de pie' en diseño cerrado, que garantiza la máxima eficiencia sin puntos de fuga y se utiliza en automatización, ingeniería mecánica, tecnología médica y en el área de cuidados.
Una carcasa de pistón de bomba relevante para la seguridad hecha de una aleación de aluminio AlCuMg1, que inicialmente se utilizó en dispositivos de elevación para el ajuste de altura de estaciones de trabajo de montaje y hoy en día en su cuarta generación también se utiliza en el ajuste de altura de mesas de operaciones e instrumentos, camillas terapéuticas y camas médicas, tiene requisitos de calidad muy específicos. Debido a su uso en el área médica, ROEMHELD realiza una prueba continua del 100%, ya que para este componente se aplican los más altos estándares. Por lo tanto, la empresa Weigel & Schwarz fue encargada de la fabricación de este componente con su experiencia y alta conciencia de calidad.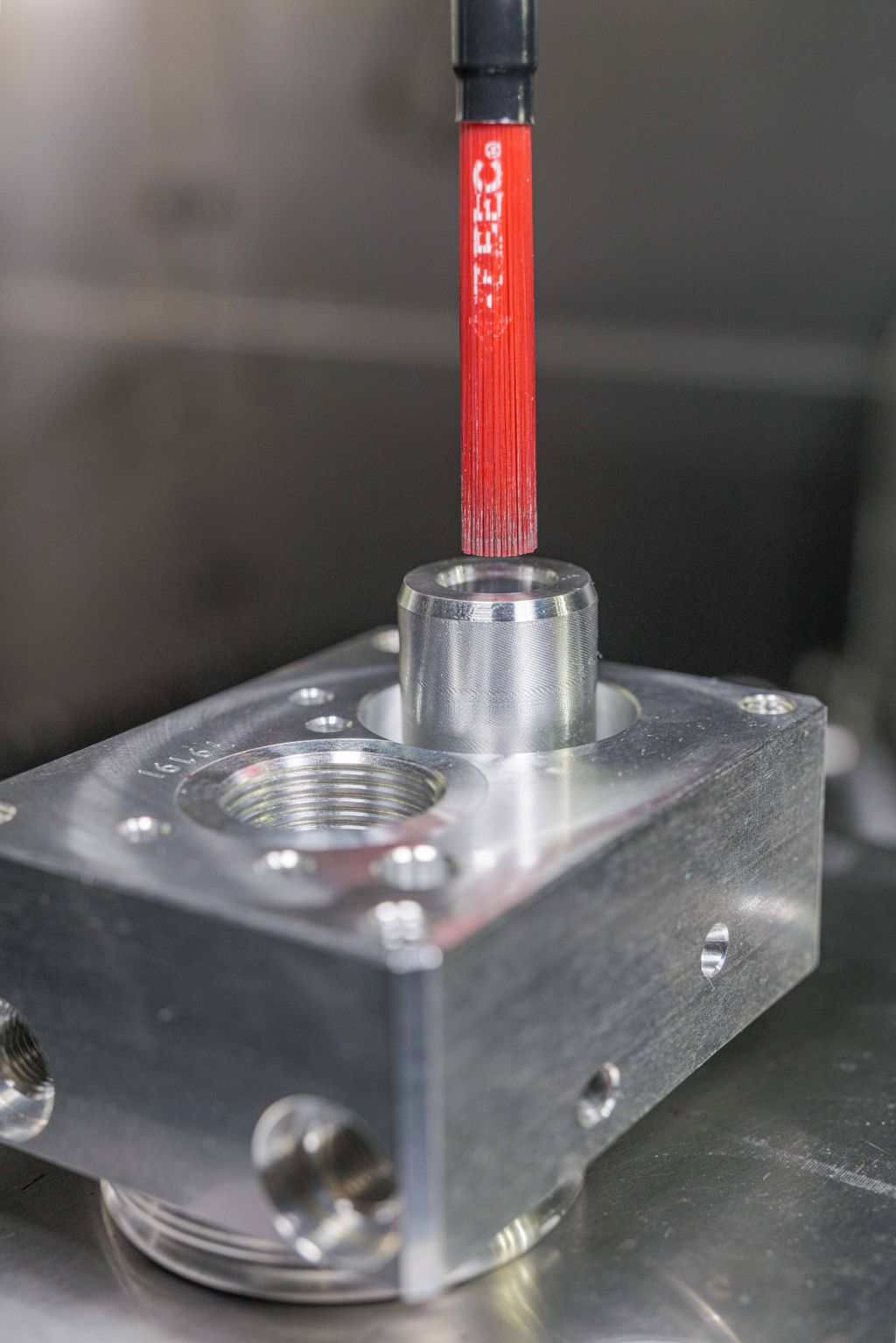
El componente desarrollado por ROEMHELD, con alta resistencia a la fatiga mecánica, tiene un total de diez perforaciones y tantas intersecciones, que hasta ahora debían ser desbarbadas a mano en pasos de trabajo separados después de la fabricación en Weigel & Schwarz. Dado que todos los puntos afectados se encuentran dentro de la carcasa (prácticamente invisibles desde el exterior), esta era una tarea muy intensa que requería mucho tiempo de trabajo: con un volumen de pedido de aproximadamente 15,000 componentes por año, un desafío inmenso. Para poder cumplir con los crecientes requisitos y permitir un desarrollo continuo de las generaciones de bombas de pie, era necesaria una solución automatizada. 'También con el objetivo de aumentar nuestra propia productividad y seguridad del proceso, decidimos integrar el desbarbado directamente en el proceso de mecanizado o fabricación', recuerda Lana Wolni, directora de Weigel & Schwarz.
'Se realizaron pruebas con diversas soluciones de herramientas, pero todas resultaron no ser efectivas. Se necesitaba un procesamiento manual adicional.'
Con solo tres soluciones de desbarbado para una fabricación sin rebabas

Después de contactar a Marcus Schneider, técnico de ventas externas de la empresa KEMPF de Reichenbach an der Fils, el proyecto volvió a cobrar impulso. Primero, se consideró la fabricación de los componentes de aluminio en su totalidad y se desarrolló una estrategia de desbarbado teniendo en cuenta los procesos ya existentes. 'Al seleccionar las herramientas adecuadas, siempre juega un papel importante por qué o cómo se forman las rebabas y dónde o cómo se encuentran en el componente', enfatiza Marcus Schneider.
'Por ejemplo, si las rebabas sobresalen en una perforación principal o si son empujadas desde la perforación principal hacia una perforación transversal.' También los parámetros de corte y el orden de las herramientas utilizadas juegan un papel importante para desarrollar una estrategia implementable.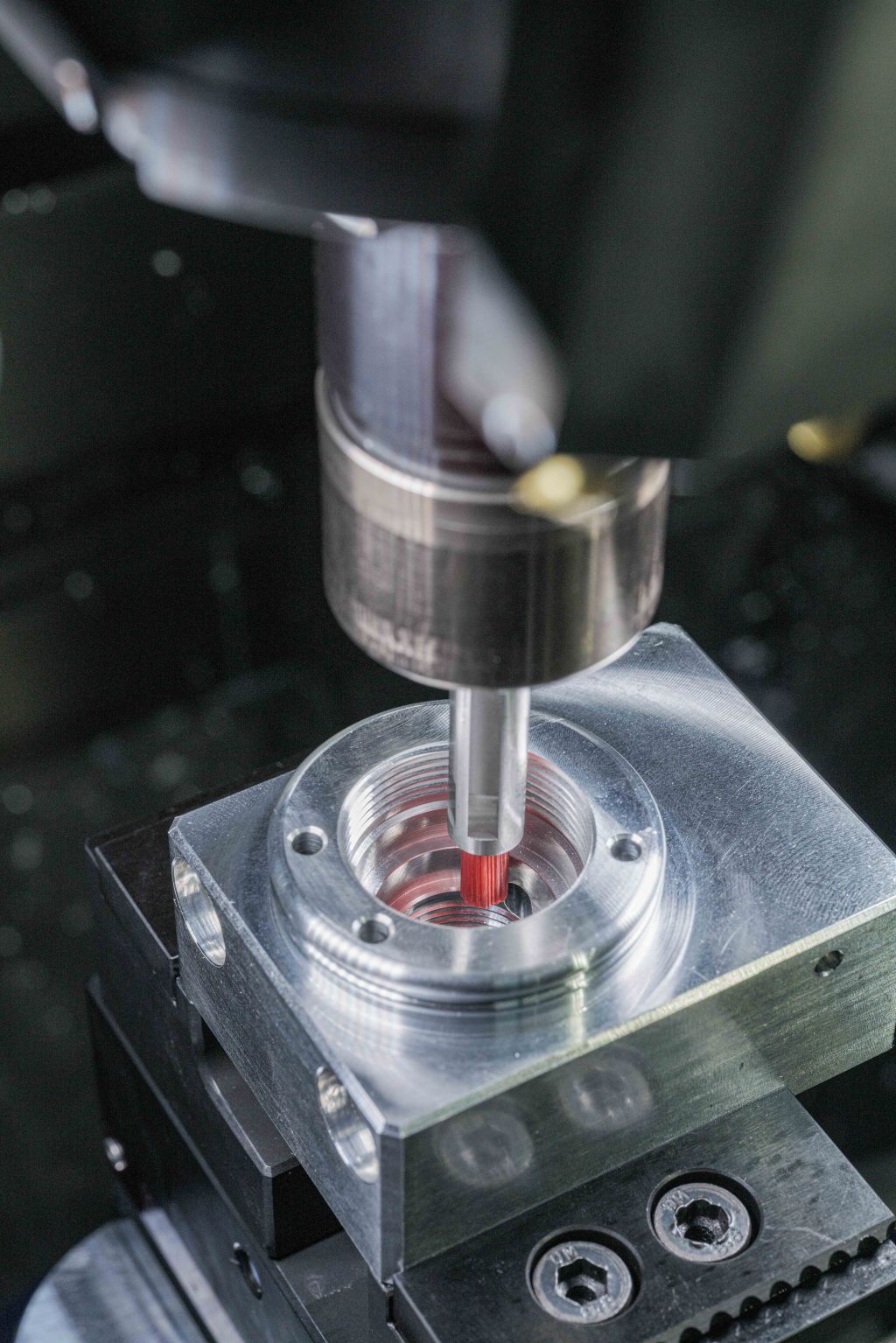
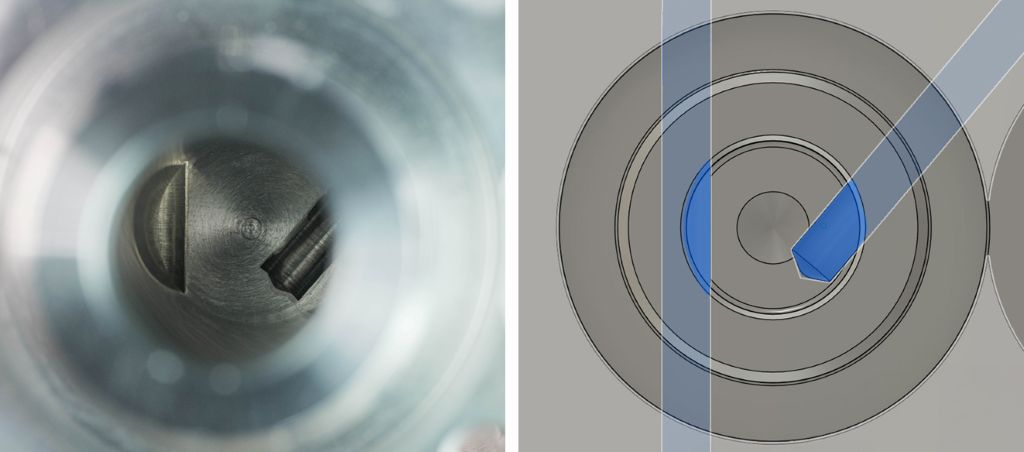
Entre los tres tipos de herramientas de desbarbado seleccionados para este proyecto se encuentra el sistema de desbarbado Back-Burr Cutter & Path, que consiste en una fresadora esférica ('Lollipop') con un grado de libertad de 290° y un camino (conjunto de datos NC) para recorrer el contorno para un desbarbado sin rebabas secundarias en la máquina CNC. El ángulo de corte óptimo se calcula de antemano para cada punto de coordenada mediante el conjunto de datos NC proporcionado por KEMPF. Esto asegura que la fresadora, como la única solución de herramienta en el mercado hasta ahora, puede desplazar el punto de entrada en el borde de la fresadora durante el procesamiento y así aprovechar toda la arista y no solo desgastarla puntualmente. Esta optimización previene el desgaste prematuro de la herramienta y prolonga significativamente la vida útil de la fresadora.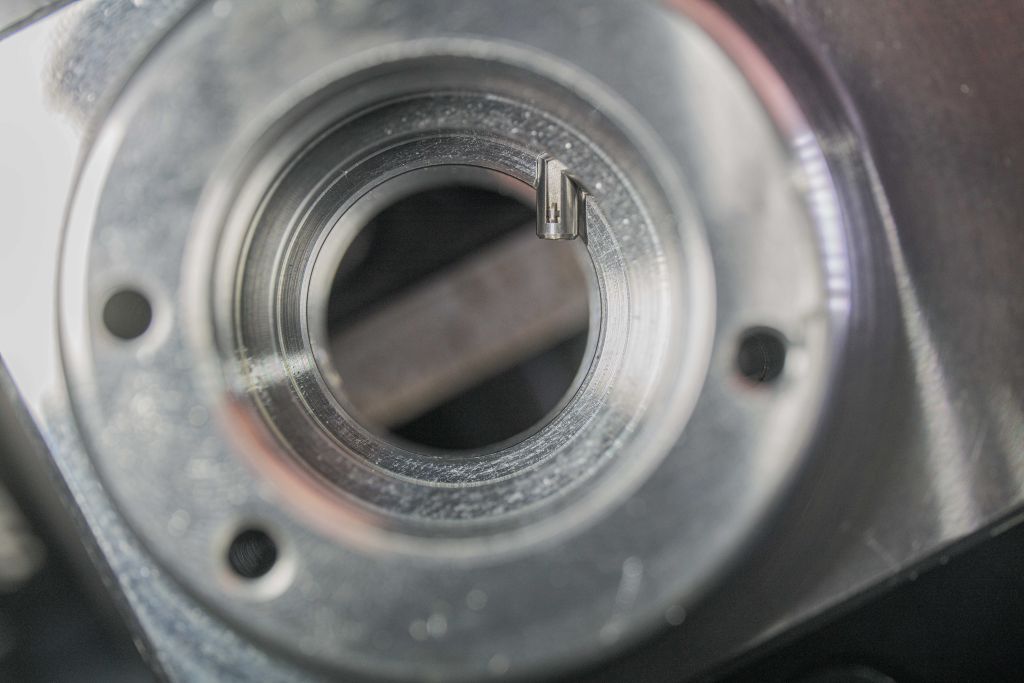
Como segunda solución de herramienta se utiliza una herramienta HSD (High Speed Deburring). La herramienta se presiona con una presión de IK de 6-8 bar, que activa los bordes en la cabeza de la herramienta, de modo que se despliegan en los lugares deseados del componente. La presión de IK también asegura que los bordes entren en todas las profundidades, como perforaciones transversales y ranuras, y eliminen la rebaba de manera muy segura en el proceso.
Como tercer tipo de herramienta se utilizan dos cepillos de fibra cerámica para garantizar el desbarbado completo del componente. Los cepillos de fibra cerámica, que no tienen comparación en sus ventajas, están compuestos de fibras cerámicas individuales que contienen un 80% de cerámica técnica (Al2O3-óxido de aluminio) y solo tienen un 20% de contenido de aglutinante. Esta cerámica es adecuada cuando las piezas de trabajo necesitan un acabado superficial especial o, como en este caso, no debe haber adherencia que podría desprenderse más tarde en el circuito de aceite. La cerámica de óxido también tiene una alta dureza (más dura que el acero), pero al mismo tiempo es tan flexible que se adapta a la superficie de la pieza de trabajo, lo que genera un efecto de pulido uniforme. Como última herramienta, se utiliza un segundo cepillo de fibra cerámica en la salida de la perforación en el vástago cilíndrico. Una pequeña rebaba que se forma allí después del procesamiento se elimina completamente con un pequeño cepillo de superficie.
Con esta combinación de herramientas, todas las perforaciones transversales críticas se desbarbaron de manera segura y completa. Todos los pasos de trabajo ahora se realizan directamente en la máquina, sin trabajo manual adicional, de modo que el centro CNC desde entonces también se opera en el segundo turno fantasma sin preocuparse por la calidad.
El resultado: Calidad reproducible sin retrabajo 'Hecho en Alemania'

Las herramientas de desbarbado de KEMPF han demostrado ser absolutamente efectivas en Weigel & Schwarz. Demuestran que incluso en procesos de fabricación establecidos hay un gran potencial de optimización: La integración del desbarbado en el proceso CNC mejora la calidad, aumenta la seguridad del proceso y utiliza los recursos en la operación de manera más eficiente. La combinación de tecnología de precisión en Weigel & Schwarz, los requisitos críticos de seguridad en ROEMHELD y las soluciones de herramientas de KEMPF confirma la alta importancia de una fabricación segura en procesos y sin rebabas. No solo crea ventajas técnicas, sino que también refuerza la aspiración de fabricar componentes complejos y de alta precisión de manera competitiva en Alemania - en el verdadero sentido de 'Hecho en Alemania'.
Los resultados también hablan por sí mismos: Desde la introducción de las herramientas KEMPF, Weigel & Schwarz entrega las piezas de aluminio a ROEMHELD con una calidad constante y absolutamente libre de rebabas. En la inspección del 100% por parte del control de calidad de Weigel & Schwarz y ROEMHELD, no ha habido ninguna pieza que no cumpliera con los requisitos. 'Con el bloque en esta calidad super, vamos directamente a nuestro montaje', subraya Alexander Schul, gerente de producto del grupo ROEMHELD. Para Weigel & Schwarz, esto significa que las piezas se pueden fabricar de manera segura en el proceso y con una alta precisión de repetición. Además, ahora existe la posibilidad de fabricación completa 24/7, lo que representa una ventaja económica considerable en la producción en serie de estas piezas y garantiza una alta eficiencia.
Contacto:


