


Як один з провідних постачальників технології затискання, монтажних та приводних рішень, група ROEMHELD з головним офісом у Лаубаху вже багато років тісно співпрацює з Weigel & Schwarz у виробництві певних окремих компонентів. Високі вимоги можна легко реалізувати з контрактним виробником, що знаходиться по сусідству, з однаковим підходом до якості. Тим більше, що з метою прискорення налаштувальних процесів для машин у ROEMHELD виникло багато винаходів, серед яких 'підлоговий насос' у закритому виконанні, який гарантує максимальну ефективність без точок витоку та знаходить своє застосування в автоматизації, машинобудуванні, медичній техніці та в сфері догляду.
Безпекове насосне поршневе корпус з алюмінієвого сплаву AlCuMg1, який спочатку використовувався в підйомних пристроях для регулювання висоти монтажних робочих місць і сьогодні в четвертому поколінні також використовується для регулювання висоти операційних та інструментальних столів, терапевтичних ліжок та медичних ліжок, має дуже специфічні вимоги до якості. Завдяки використанню в медичній сфері компанія ROEMHELD проводить постійний 100%-й контроль, оскільки для цього компонента діють найвищі стандарти. Тому для виготовлення цього компонента була залучена компанія Weigel & Schwarz зі своїм досвідом і високою свідомістю якості.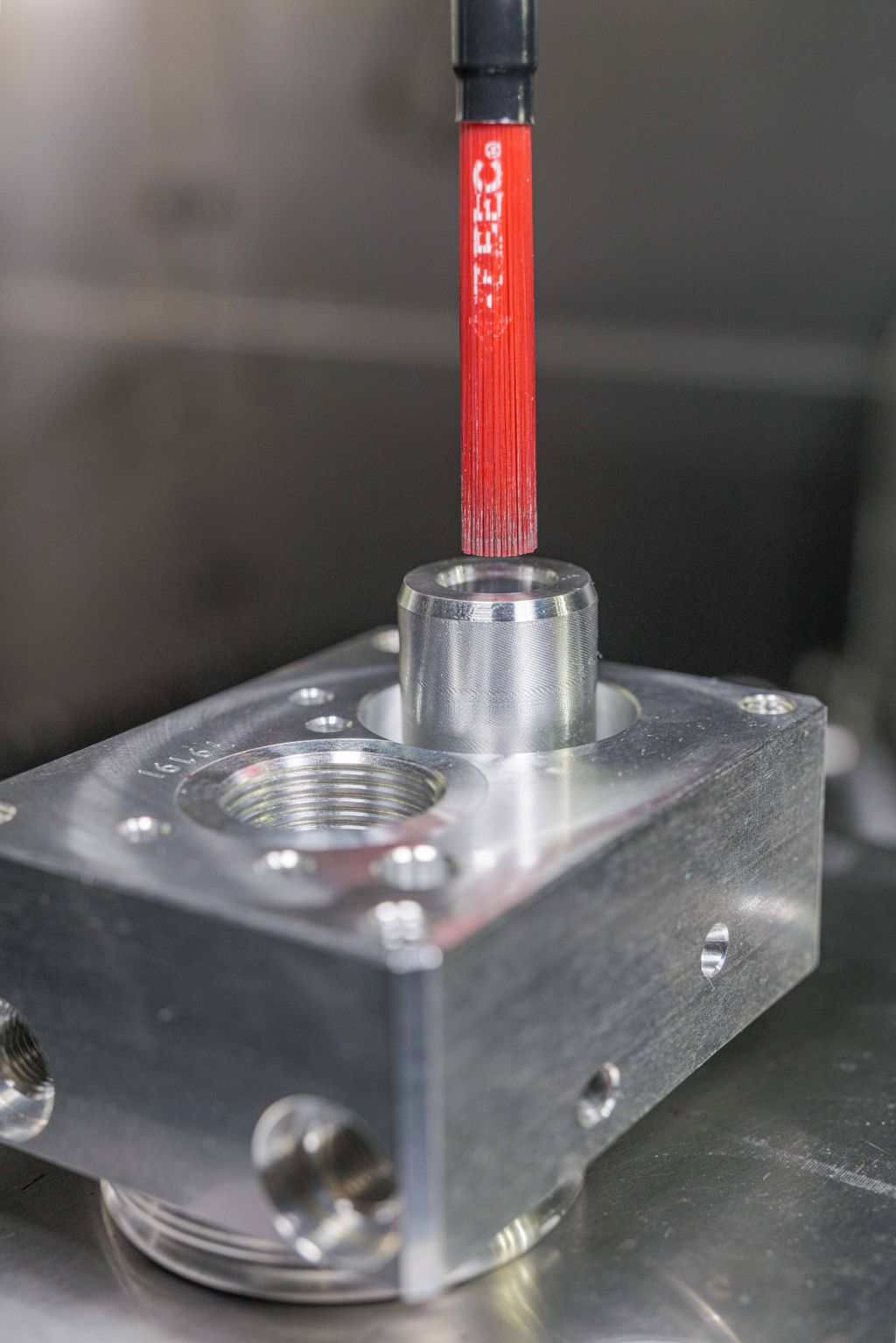
Розроблений компанією ROEMHELD компонент з високою механічною втомостійкістю має в цілому десять отворів і стільки ж перетинів, які раніше після виготовлення на Weigel & Schwarz доводилося вручну обробляти в окремих етапах. Оскільки всі відповідні місця знаходяться всередині корпусу (ззовні майже непомітні), це була дуже інтенсивна задача, яка вимагала багато робочого часу – при обсязі замовлення близько 15 000 компонентів на рік це становило величезний виклик. Щоб задовольнити зростаючі вимоги та забезпечити подальший розвиток поколінь насосів, була необхідна автоматизована рішення. "Також з метою підвищення власної продуктивності та процесуальної безпеки, ми вирішили інтегрувати обробку кромок безпосередньо в процес обробки або виробництва", згадує Лана Вольні, генеральний директор Weigel & Schwarz.
«Наступили спроби з різними інструментальними рішеннями, але всі вони виявилися неефективними. Ручна обробка залишалася необхідною.»
Лише три рішення для беззадиркової обробки.

Після зв'язку з Маркусом Шнайдером, техніком зовнішнього продажу компанії KEMPF з Рейхенбаха на Фільсі, проект знову набрав обертів. Спочатку було всебічно розглянуто виробництво алюмінієвих деталей, і з урахуванням вже наявних процесів була розроблена стратегія зняття задирок. «При виборі відповідних інструментів завжди важливо, чому або як виникають задирки і де або як вони розташовані в деталі», - підкреслює Маркус Шнайдер. «
Також, наприклад, чи виступають задирки в головне свердління або чи вони з головного свердління втиснуті в поперечне свердління." Також параметри різання та порядок використання інструментів відіграють важливу роль у розробці реалізованої стратегії.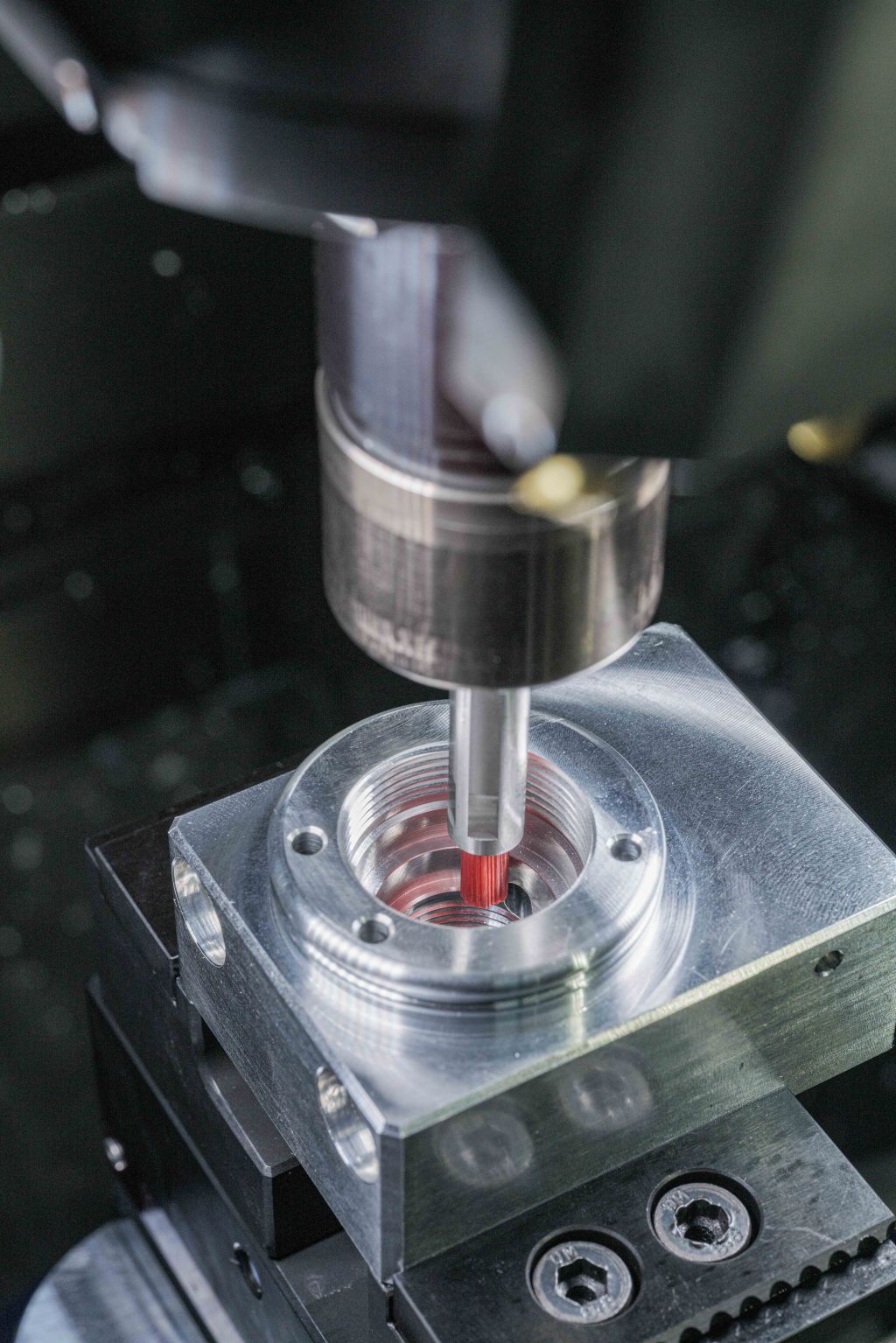
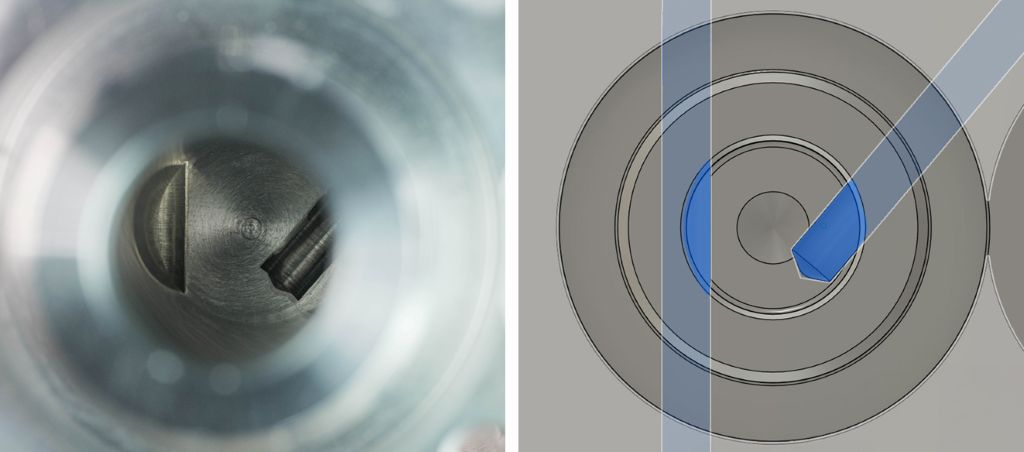
До трьох типів інструментів для зняття задирок, обраних для цього проекту, належить система зняття задирок Back-Burr Cutter & Path, що складається з кульового фрезера ('Lollipop') з кутом свободи 290° та траєкторії (NC-дані) для проходження контуру для зняття задирок без вторинних задирок на CNC-станку. Оптимальний кут різання для Back-Burr Cutter розраховується заздалегідь за допомогою NC-даних, наданих компанією KEMPF, для кожної окремої координатної точки. Це забезпечує те, що фрезер, як єдине інструментальне рішення на ринку, може переміщувати точку входу на ріжучій кромці під час обробки, тим самим максимально використовуючи всю ріжучу кромку, а не лише окремі ділянки. Ця оптимізація запобігає передчасному зносу інструменту та значно подовжує термін служби фрезера.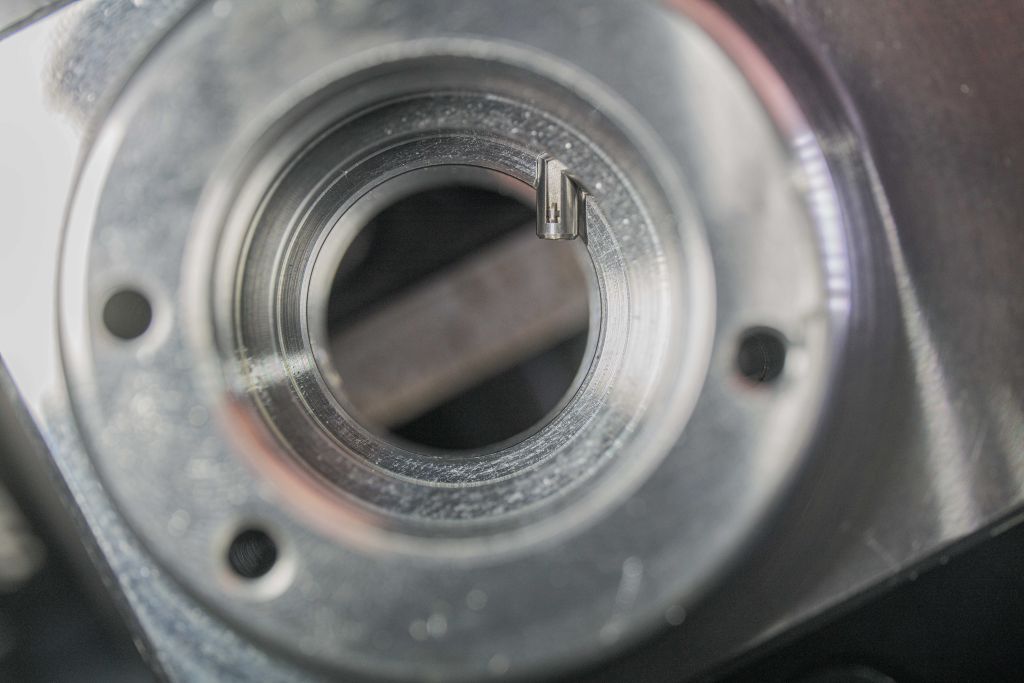
Як друге рішення для інструментів використовується інструмент HSD (високошвидкісне зняття задирок). Інструмент піддається тиску IK від 6 до 8 бар, який активує ріжучі кромки на головці інструмента, так що вони розкриваються в потрібних місцях деталі. Тиск IK також забезпечує, що ріжучі кромки захоплюють всі заглиблення, такі як поперечні отвори та канавки, і надійно видаляють задирки.
Як третій тип інструменту використовуються дві керамічні волоконні щітки, щоб гарантувати повне зняття задирок з деталі. Керамічні волоконні щітки, які не мають аналогів за своїми перевагами, складаються з окремих керамічних волокон, які, в свою чергу, містять 80% технічної кераміки (Al2O3-алюмінієвий оксид) і лише 20% зв'язуючого компонента. Ця кераміка підходить, коли деталі потребують особливого оброблення поверхні або, як у цьому випадку, не повинно бути ніякого налипання, яке може згодом відірватися в масляному циклі. Оксидна кераміка також має високу твердість (твердіша за сталь), але в той же час настільки гнучка, що адаптується до поверхні деталі, забезпечуючи рівномірний шліфувальний ефект. Останнім інструментом є друга керамічна волоконна щітка, яка використовується на виході з отвору в циліндричному виступі. Невеликий залишковий задирок, який утворюється там після обробки, без залишку видаляється за допомогою маленької поверхневої щітки.
З цією комбінацією інструментів вдалося безпечно і повністю зняти задирки з усіх критичних поперечних отворів. Усі етапи роботи тепер виконуються безпосередньо в машині – без додаткової ручної доопрацювання, тому CNC-центр з тих пір також працює в безлюдну другу зміну, не турбуючись про якість.
Результат: Відтворювана якість без доопрацювання ‚Made in Germany‘

Інструменти для зняття задирок від KEMPF зарекомендували себе в Weigel & Schwarz. Вони доводять, що навіть у встановлених виробничих процесах є великий потенціал для оптимізації: інтеграція зняття задирок у CNC-процес підвищує якість, збільшує процесну безпеку та одночасно ефективніше використовує ресурси на підприємстві. Комбінація прецизійної техніки в Weigel & Schwarz, критичних вимог безпеки в ROEMHELD та інструментальних рішень KEMPF підтверджує високий статус безвідмовного, беззадиркового виробництва. Це створює не лише технічні переваги, але й зміцнює прагнення до конкурентоспроможного виробництва складних і високопрецизійних компонентів в Німеччині – у дусі ‚Made in Germany‘.
Також результати говорять самі за себе: з моменту впровадження інструментів KEMPF компанія Weigel & Schwarz постачає алюмінієві компоненти в ROEMHELD в незмінній, абсолютно беззадирковій якості. Під час 100%-ної перевірки якості від Weigel & Schwarz і ROEMHELD з тих пір не було жодної деталі, яка б не відповідала вимогам. „З цим блоком у цій супер якості ми йдемо безпосередньо на наш монтаж“, підкреслює Олександр Шуль, менеджер продукту групи ROEMHELD. Для Weigel & Schwarz це означає, що компоненти з тих пір можуть виготовлятися з високою повторюваністю і безпекою процесу. Крім того, тепер існує можливість 24/7 повного виробництва, що в серійному виробництві цих компонентів є значною економічною перевагою та гарантує високу ефективність.
Контакт:


