


As one of the leading providers of clamping technology, assembly, and drive solutions, the ROEMHELD Group, headquartered in Laubach, has been closely collaborating with Weigel & Schwarz for years in the manufacturing of certain individual components. The high requirements can be implemented easily and with the same quality mindset with the contract manufacturer in direct proximity. Especially since many inventions at ROEMHELD have emerged from the drive to accelerate setup processes for machines, including the 'foot pump' in a closed design, which guarantees maximum efficiency without leakage points and finds its application in automation, mechanical engineering, medical technology, and care.
A safety-relevant pump piston housing made from an AlCuMg1 aluminum alloy, which was initially used in lifting devices for height adjustment of assembly workstations and is now in its fourth generation also used in height adjustment of operating and instrument tables, therapy couches, and medical beds, has very specific quality requirements. Due to its use in the medical field, ROEMHELD conducts a continuous 100% inspection, as the highest standards apply to this component. Therefore, the company Weigel & Schwarz was commissioned for the manufacturing of this component due to its expertise and high quality awareness.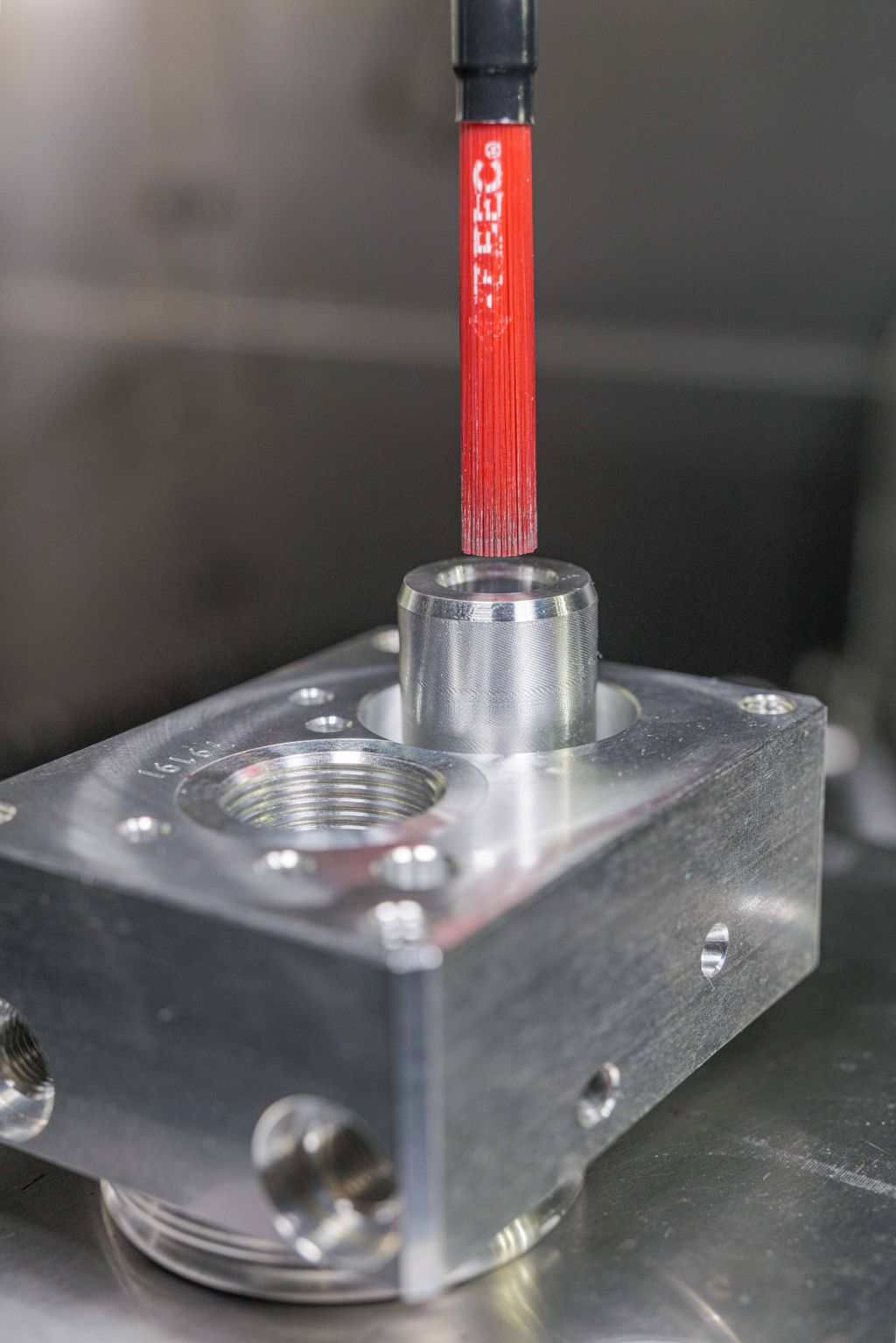
The component developed by ROEMHELD with high mechanical fatigue strength has a total of ten holes and as many intersections, which previously had to be deburred manually in separate work steps after manufacturing at Weigel & Schwarz. Since all affected areas occur within the housing (barely visible from the outside), this was a very intensive task that consumed a lot of working time – an immense challenge with an order quantity of about 15,000 components per year. To meet the increasing demands and enable further development of the foot pump generations, an automated solution was necessary. 'Also with the aim of increasing our own productivity and process reliability, we subsequently decided to integrate the deburring directly into the machining or manufacturing process,' recalls Lana Wolni, managing director of Weigel & Schwarz.
'This was followed by trials with various tool solutions, all of which turned out to be unproductive. Manual processing was still necessary.'
With only three deburring solutions for burr-free manufacturing

After contacting Marcus Schneider, external sales technician at KEMPF from Reichenbach an der Fils, the project gained momentum again. Initially, the manufacturing of the aluminum components was considered as a whole, and a deburring strategy was developed taking into account the already existing processes. 'When selecting the appropriate tools, it always plays a role why or how the burrs are formed and where or how they lie in the component,' emphasizes Marcus Schneider.
'For example, whether the burrs protrude into a main hole or are pushed from the main hole into a cross hole.' Cutting parameters and the order of the tools used also play an important role in developing an implementable strategy.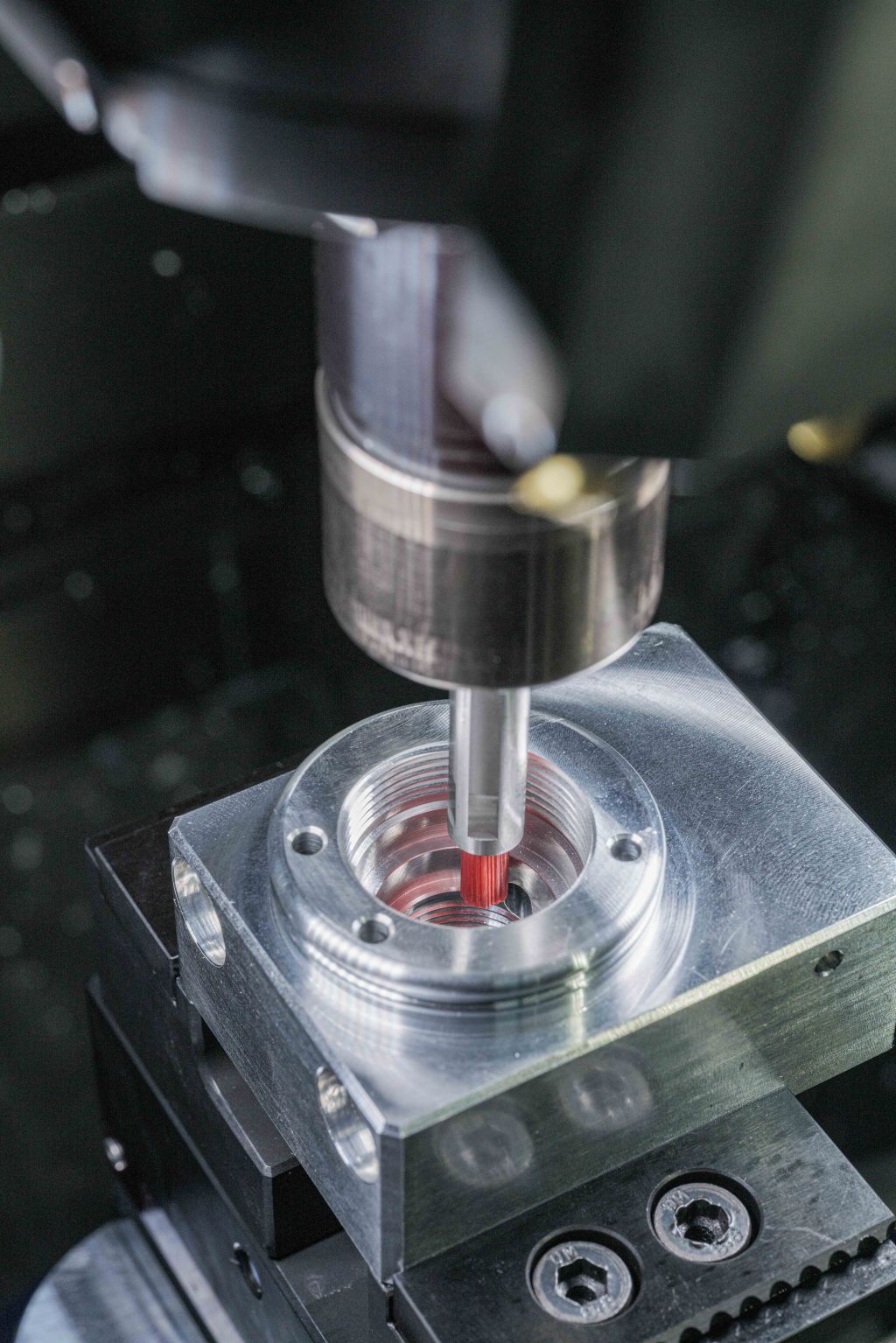
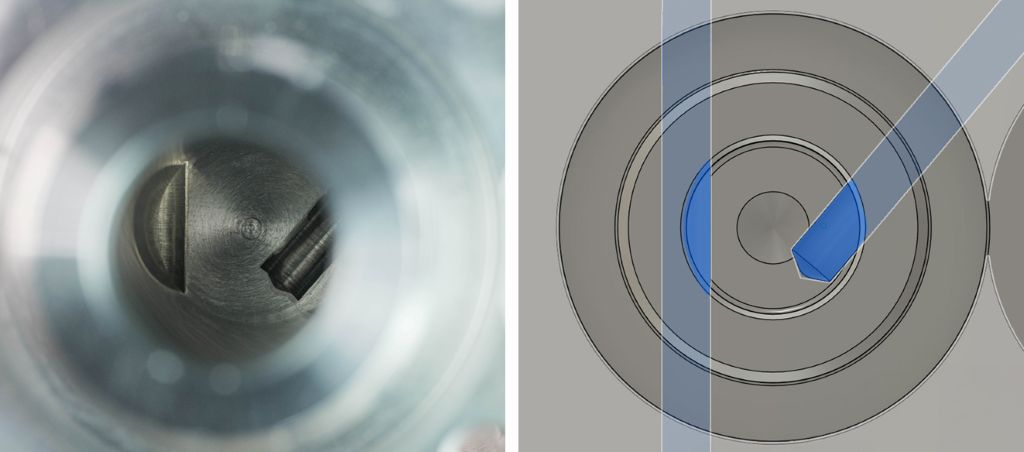
The three types of deburring tools selected for this project include the Back-Burr Cutter & Path deburring system, consisting of a ball cutter ('lollipop') with a freedom degree of 290° and a path (NC data set) for contouring for secondary burr-free deburring on the CNC machine. The optimal cutting angle is calculated in advance for each individual coordinate point by the NC data set provided by KEMPF. This ensures that the cutter, as the only tool solution on the market, can shift the engagement point at the cutter's edge during processing, thus utilizing the entire edge and not just wearing it down pointwise. This optimization prevents premature tool wear and significantly extends the cutter's lifespan.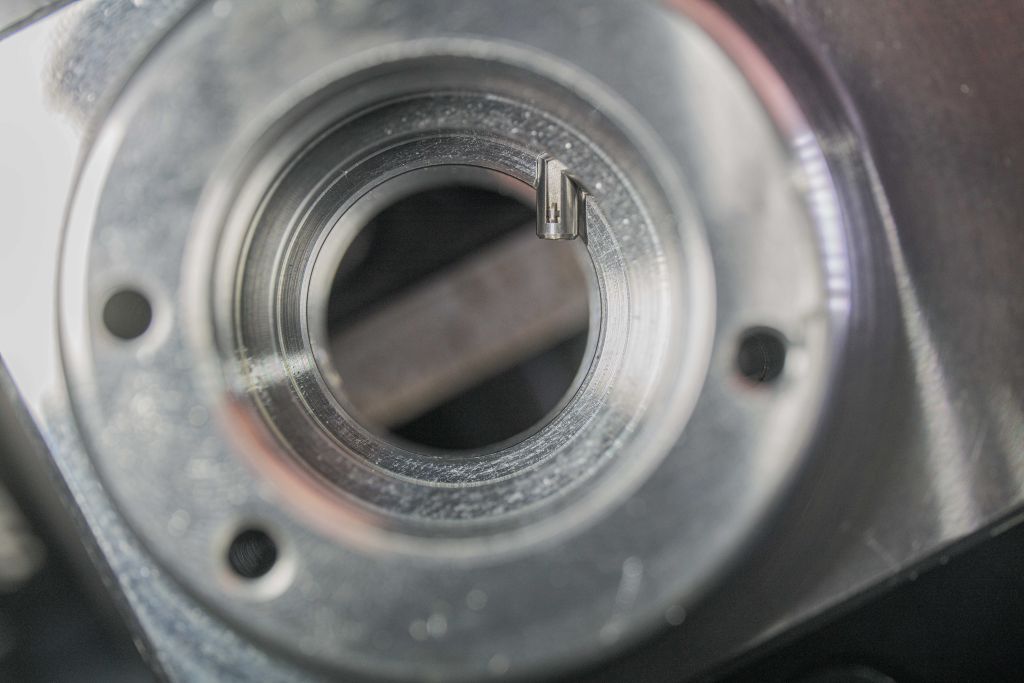
As a second tool solution, an HSD tool (High Speed Deburring) is used. The tool is subjected to IK pressure of 6-8 bar, which activates the edges at the tool head, allowing them to unfold at the desired points in the component. The IK pressure also ensures that the edges engage in all recesses, such as cross holes and grooves, and remove the burr very reliably.
As a third tool type, two ceramic fiber brushes are used to guarantee the complete deburring of the component. The ceramic fiber brushes, which are unmatched in their advantages, consist of individual ceramic fibers that contain an 80 percent share of technical ceramic (Al2O3-aluminum oxide) and only have a 20 percent binding content. This ceramic is suitable when workpieces require a special surface finish or, as in this case, no adhesion may occur that could possibly detach in the later oil circuit. The oxide ceramic also has a high hardness (harder than steel) but is simultaneously flexible enough to adapt to the workpiece surface, thus creating a uniform grinding effect. As the last tool, a second ceramic fiber brush is used at the hole exit in the cylindrical shoulder. A small remaining burr that arises there after processing is completely removed with a small surface brush.
With this combination of tools, all critical cross holes could be reliably and completely deburred. All work steps now take place directly in the machine – without additional manual rework, allowing the CNC center to operate in the unmanned second ghost shift without worrying about quality.
The result: Reproducible quality without rework 'Made in Germany'

The deburring tools from KEMPF have proven themselves absolutely at Weigel & Schwarz. They demonstrate that even in established manufacturing processes there is significant optimization potential: Integrating deburring into the CNC process enhances quality, increases process reliability, and simultaneously uses resources in the operation more efficiently. The combination of precision engineering at Weigel & Schwarz, the safety-critical requirements at ROEMHELD, and the tool solutions from KEMPF confirms the high importance of a process-safe, burr-free manufacturing. It not only creates technical advantages but also strengthens the claim to manufacture complex and highly precise components competitively in Germany – in the spirit of 'Made in Germany'.
The results speak for themselves: Since the introduction of KEMPF tools, Weigel & Schwarz has been delivering the aluminum components to ROEMHELD in consistent, absolutely burr-free quality. In the 100% inspection by the quality assurance of Weigel & Schwarz and ROEMHELD, there has not been a single part that did not meet the requirements. 'With the block in this super quality, we go directly into our assembly,' emphasizes Alexander Schul, Product Manager at the ROEMHELD Group. For Weigel & Schwarz, this means that the components can now be manufactured process-safely and with high repeat accuracy. Additionally, there is now the possibility of 24/7 complete production, which represents a significant economic advantage in the series production of these components and guarantees high efficiency.
Contact:


