


En tant que l'un des principaux fournisseurs de techniques de serrage, de solutions de montage et d'entraînement, le groupe ROEMHELD, dont le siège est à Laubach, collabore étroitement avec Weigel & Schwarz depuis des années pour la fabrication de certains composants individuels. Les exigences élevées peuvent être mises en œuvre de manière simple et avec la même exigence de qualité grâce à la proximité du sous-traitant. D'autant plus que de nombreuses inventions chez ROEMHELD, comme la 'pompe à pied' en construction fermée, qui garantit une efficacité maximale sans points de fuite, ont été développées dans le but d'accélérer les processus de réglage des machines, et trouvent leur application dans l'automatisation, la construction de machines, la technologie médicale et le secteur des soins.
Un boîtier de piston de pompe, pertinent pour la sécurité, en alliage d'aluminium AlCuMg1, qui a d'abord été utilisé dans des appareils de levage pour le réglage en hauteur des postes de travail de montage et qui est aujourd'hui utilisé dans la quatrième génération pour le réglage en hauteur des tables d'opération et d'instruments, des tables de thérapie ainsi que des lits médicaux, a des exigences de qualité très spécifiques. En raison de son utilisation dans le domaine médical, ROEMHELD effectue un contrôle continu à 100 %, car les normes les plus élevées s'appliquent à ce composant. Pour la fabrication de ce composant, la société Weigel & Schwarz a donc été mandatée avec son savoir-faire et sa conscience de la qualité élevée.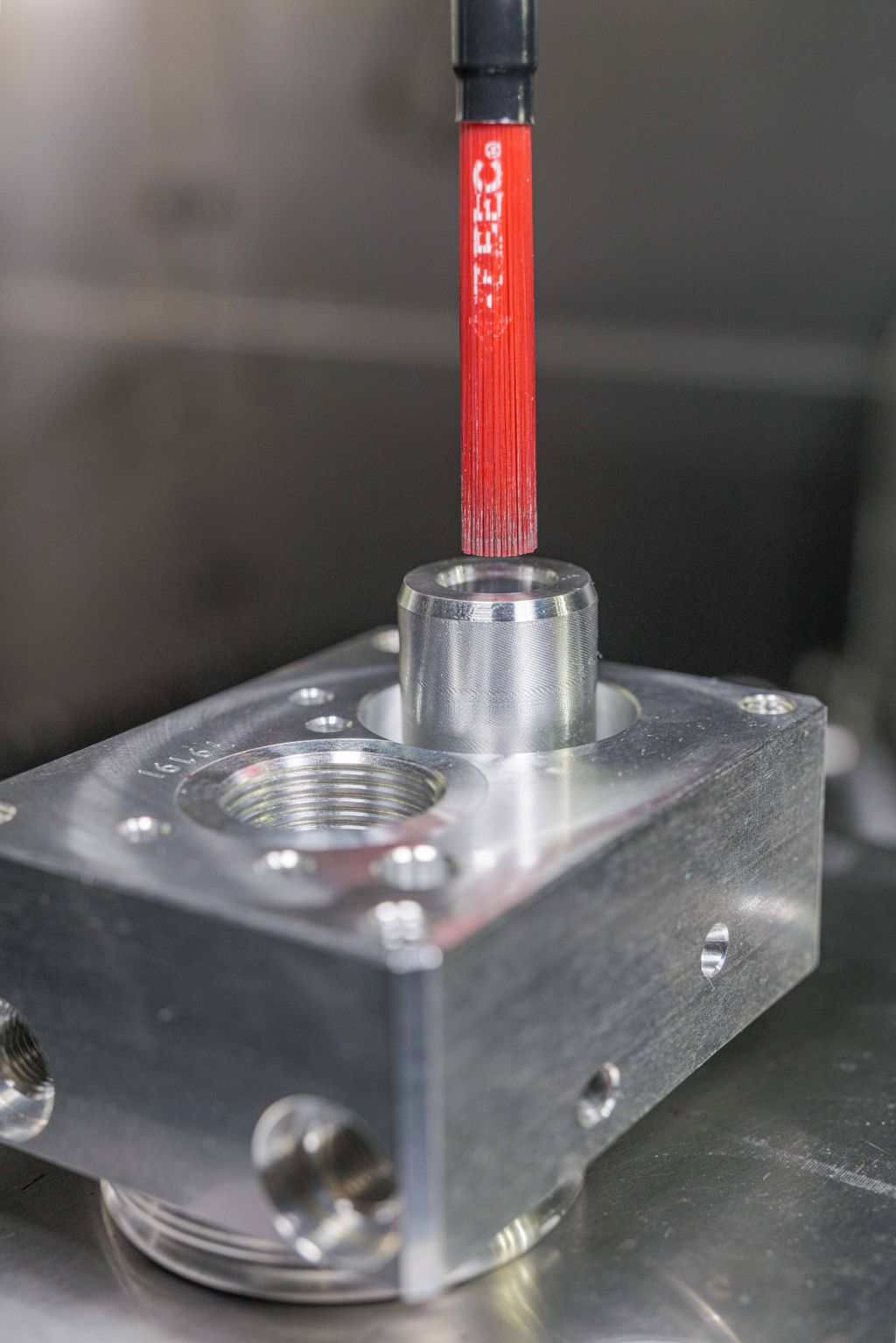
Le composant développé par ROEMHELD, avec une haute résistance à la fatigue mécanique, possède au total dix perçages et autant d'intersections, qui devaient jusqu'à présent être débourrées manuellement en plusieurs étapes après la fabrication chez Weigel & Schwarz. Comme tous les endroits concernés se trouvent à l'intérieur du boîtier (à peine visibles de l'extérieur), c'était une tâche très intensive qui nécessitait beaucoup de temps de travail – avec un volume de commande d'environ 15 000 pièces par an, un immense défi. Pour répondre aux exigences croissantes et permettre le développement ultérieur des générations de pompes à pied, une solution automatisée était nécessaire. 'Aussi dans le but d'augmenter notre propre productivité et la sécurité des processus, nous avons décidé d'intégrer le débourrage directement dans le processus d'usinage ou de fabrication', se souvient Lana Wolni, directrice générale de Weigel & Schwarz.
'Des essais ont suivi avec diverses solutions d'outils, mais toutes se sont révélées non concluantes. Un traitement manuel était toujours nécessaire.'
Avec seulement trois solutions de débourrage pour une fabrication sans bourrelet

Après avoir pris contact avec Marcus Schneider, technicien de vente externe de la société KEMPF de Reichenbach an der Fils, le projet a repris de l'élan. Dans un premier temps, la fabrication des pièces en aluminium a été examinée dans son ensemble et une stratégie de débourrage a été développée en tenant compte des processus déjà existants. 'Lors du choix des outils appropriés, il est toujours important de comprendre pourquoi ou comment les bourrelets se forment et où ou comment ils se trouvent dans la pièce', souligne Marcus Schneider.
'Par exemple, si les bourrelets s'étendent dans un perçage principal ou s'ils sont poussés de ce perçage principal dans un perçage transversal.' Les paramètres de coupe et l'ordre des outils utilisés jouent également un rôle important pour développer une stratégie implémentable.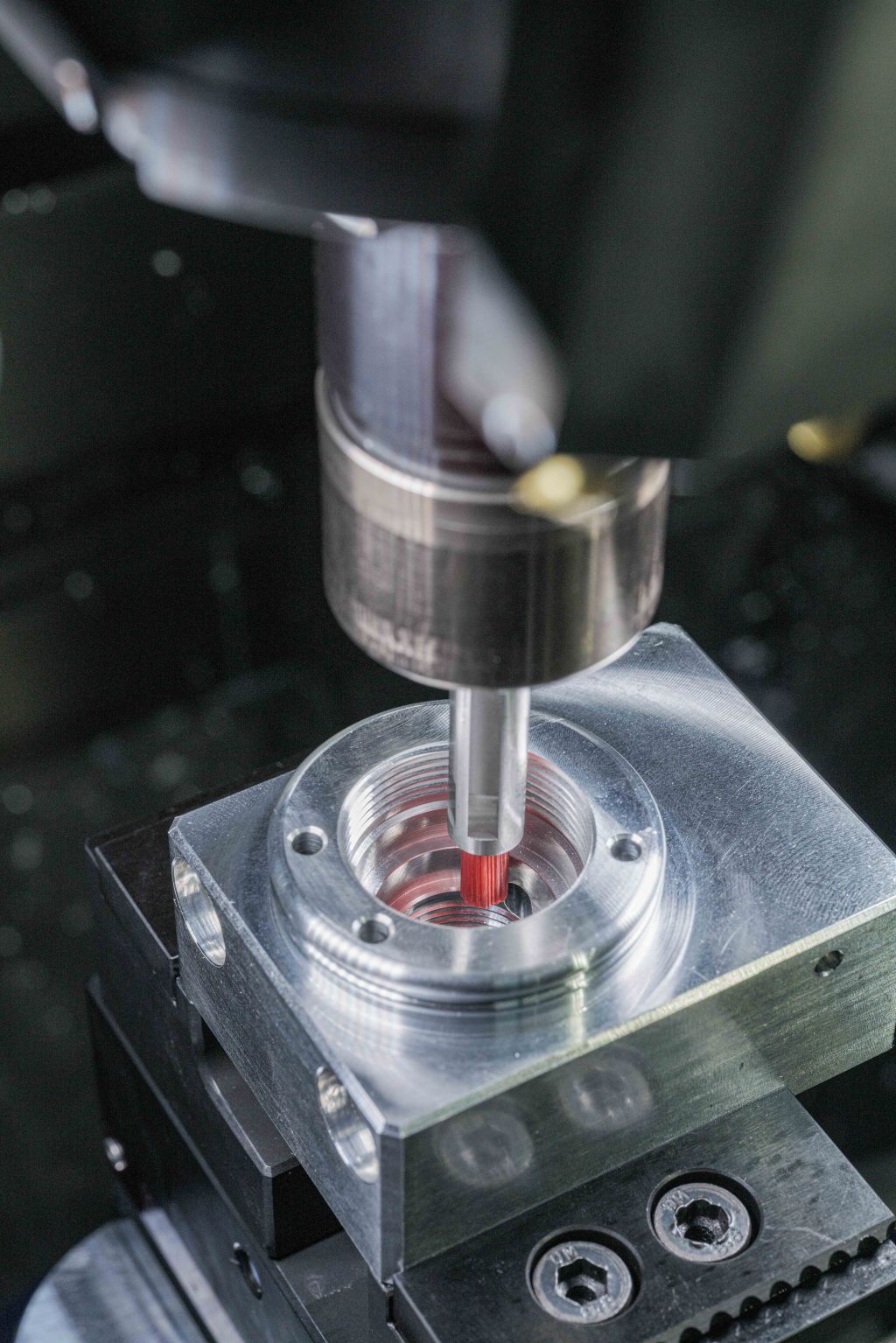
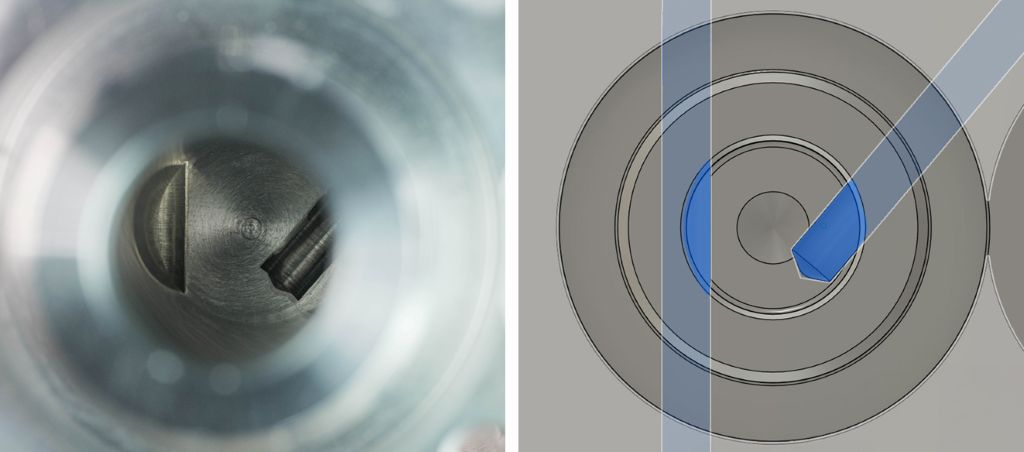
Parmi les trois types d'outils de débourrage sélectionnés pour ce projet figure le système de débourrage Back-Burr Cutter & Path, composé d'un fraise à boule ('Lollipop') avec un degré de liberté de 290° et d'un chemin (ensemble de données NC) pour parcourir le contour afin de débourrer sans bourrelet sur la machine CNC. L'angle de coupe optimal est calculé à l'avance pour chaque point de coordonnées par l'ensemble de données NC fourni par KEMPF. Cela permet à la fraise, en tant que seule solution d'outil sur le marché, de déplacer le point d'attaque à la coupe de la fraise pendant le traitement, exploitant ainsi l'ensemble de la coupe et non seulement une partie de celle-ci. Cette optimisation empêche l'usure prématurée de l'outil et prolonge considérablement la durée de vie de la fraise.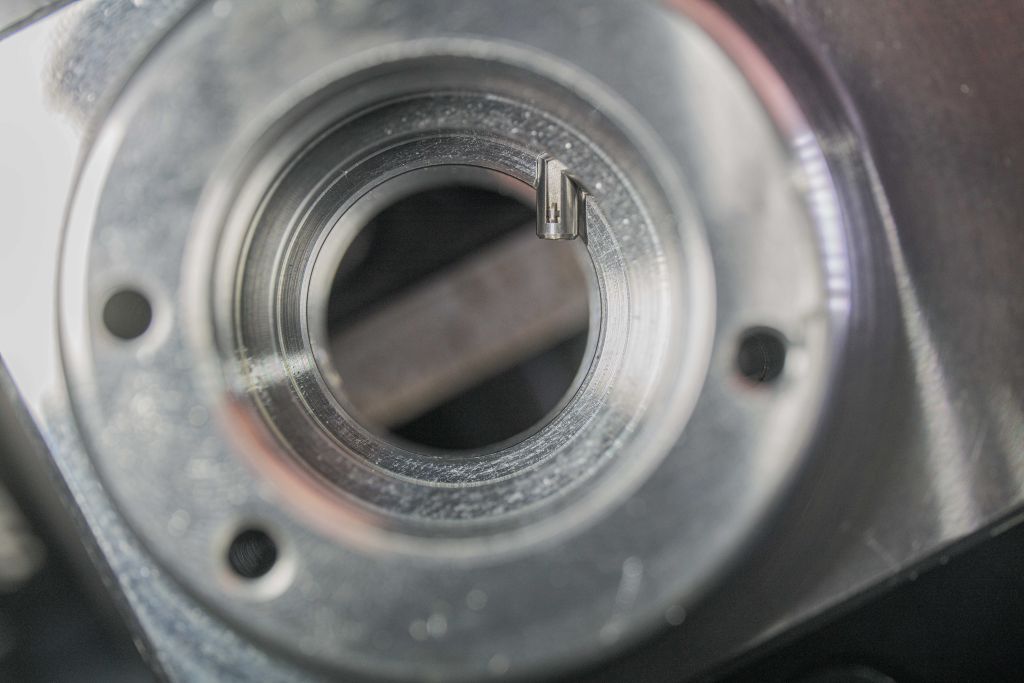
Comme deuxième solution d'outil, un outil HSD (High Speed Deburring) est utilisé. L'outil est soumis à une pression IK de 6 à 8 bars, qui active les arêtes au niveau de la tête de l'outil, permettant ainsi à celles-ci de se déployer aux endroits souhaités dans la pièce. La pression IK garantit également que les arêtes pénètrent dans toutes les dépressions, comme les perçages transversaux et les rainures, et éliminent le bourrelet de manière très sûre.
Comme troisième type d'outil, deux brosses en fibre céramique sont utilisées pour garantir le débourrage complet du composant. Les brosses en fibre céramique, inégalées dans leurs avantages, sont composées de fibres céramiques individuelles, qui contiennent à leur tour 80 % de céramique technique (Al2O3-oxyde d'aluminium) et n'ont qu'un pourcentage de liant de 20 %. Cette céramique est appropriée lorsque les pièces nécessitent une finition de surface particulière ou, comme dans ce cas, aucune adhérence ne doit se produire, ce qui pourrait éventuellement se détacher plus tard dans le circuit d'huile. De plus, la céramique oxydée possède une dureté élevée (plus dure que l'acier), mais est en même temps suffisamment flexible pour s'adapter à la surface de la pièce, créant ainsi un effet de meulage uniforme. Enfin, une deuxième brosse en fibre céramique est utilisée à la sortie du perçage dans l'empreinte cylindrique. Un petit reste de bourrelet qui se forme là après le traitement est éliminé sans résidu avec une petite brosse de surface.
Avec cette combinaison d'outils, tous les perçages transversaux critiques ont pu être débourrés de manière sûre et complète. Toutes les étapes de travail se déroulent désormais directement dans la machine – sans travail manuel supplémentaire, de sorte que le centre CNC fonctionne depuis lors également dans le deuxième quart fantôme sans se soucier de la qualité.
Le résultat : qualité reproductible sans retouche 'Made in Germany'

Les outils de débourrage de KEMPF ont fait leurs preuves chez Weigel & Schwarz. Ils démontrent qu'il existe encore un grand potentiel d'optimisation dans les processus de fabrication établis : l'intégration du débourrage dans le processus CNC améliore la qualité, augmente la sécurité des processus et utilise simultanément les ressources de l'entreprise de manière plus efficace. La combinaison de la technologie de précision chez Weigel & Schwarz, des exigences critiques en matière de sécurité chez ROEMHELD et des solutions d'outils de KEMPF confirme l'importance d'une fabrication sans bavure et sûre. Cela crée non seulement des avantages techniques, mais renforce également l'ambition de produire des composants complexes et hautement précis de manière compétitive en Allemagne – tout cela dans l'esprit de 'Made in Germany'.
Les résultats parlent d'eux-mêmes : depuis l'introduction des outils KEMPF, Weigel & Schwarz fournit les pièces en aluminium à ROEMHELD dans une qualité constante et absolument sans bavure. Lors du contrôle à 100 % par l'assurance qualité de Weigel & Schwarz et ROEMHELD, il n'y a eu depuis aucun élément qui ne répondait pas aux exigences. 'Avec le bloc dans cette super qualité, nous allons directement dans notre assemblage', souligne Alexander Schul, chef de produit du groupe ROEMHELD. Pour Weigel & Schwarz, cela signifie que les pièces peuvent désormais être fabriquées de manière sûre et avec une grande précision de répétition. De plus, il est désormais possible d'effectuer une fabrication complète 24/7, ce qui représente un avantage économique considérable dans la production en série de ces pièces et garantit une grande efficacité.
Contact :


