


El troquelado es el procedimiento más eficiente para la producción en masa de componentes compactos de chapa. Las herramientas de troquelado con inserciones de forma de material resistente al desgaste constituyen la base decisiva. Para la fabricación de las inserciones de forma, los innovadores fabricantes de herramientas y moldes están recurriendo cada vez más a centros de mecanizado de alta gama de cinco ejes como el Kern Micro HD+. Esto permite obtener los mejores resultados en términos de precisión y superficie en un solo montaje.

Mientras que actualmente muchas industrias están luchando con cifras de ventas en descenso, la demanda de motores eléctricos pequeños y grandes está creciendo constantemente entre un siete y un nueve por ciento por año. Según las proyecciones, esto continuará al menos durante los próximos cinco años. La aplicación en innumerables productos de consumo juega un papel tan importante como en productos médicos y tecnológicos de energía. La automatización en la industria y la movilidad eléctrica también impulsa el crecimiento.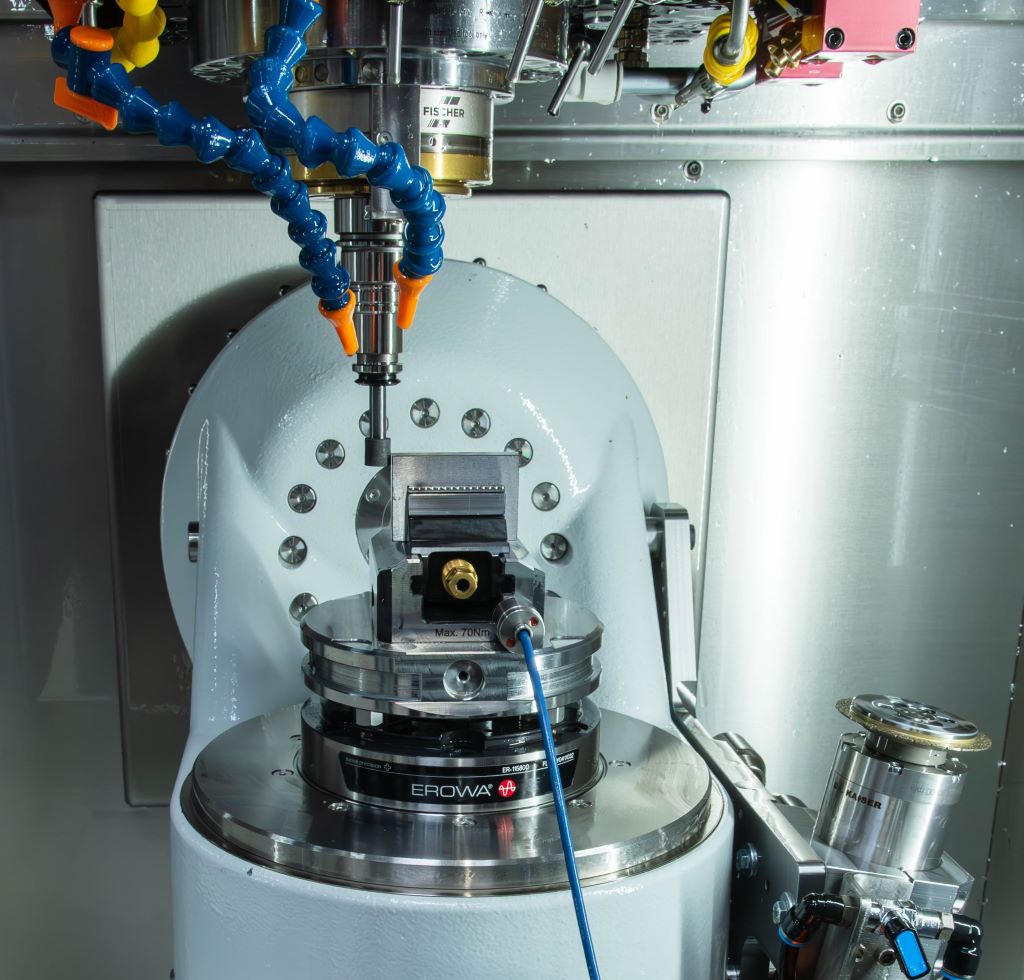
Para estos productos con potencial de futuro, se necesitan masivamente pequeñas piezas de chapa como conectores y similares. Un campo de aplicación perfecto para la técnica de troquelado. Para poder representar económicamente la fabricación de los componentes en países de altos salarios, se requieren, por un lado, centros de troquelado automatizados. Por otro lado, las herramientas de troquelado y las inserciones de forma deben cumplir los más altos estándares.
Para la fabricación de las inserciones de forma de aceros de alta resistencia o carburo, las empresas de fabricación siguen diferentes caminos. Según expertos de la industria, las fresadoras todavía asumen con frecuencia 'solo' la pre-fabricación precisa.
El procesamiento adicional y el acabado se realizan luego en máquinas de afilado y en costosa mano de obra a través de pulido, etc. Sin embargo, este proceso de múltiples etapas conlleva algunas desventajas, ya que cada re-sujeción conlleva riesgos para la precisión.
No hay que olvidar: La productividad y la rentabilidad también sufren por el trabajo manual prolongado y costoso. Además, el resultado depende en gran medida del estado de ánimo del empleado y, por lo tanto, nunca se puede reproducir con exactitud. Sebastian Guggenmos, Vicepresidente de Kern Microtechnik, añade: 'Al final del día, cada herramienta de troquelado producida es un poco diferente.' Un problema que tiene aún más importancia cuando se fabrican inserciones de forma. Entonces deberían corresponder exactamente al predecesor, de lo contrario, los productos finales también variarán.
Solución innovadora: Fabricar inserciones de forma en un solo montaje
Por lo tanto, en empresas avanzadas del sector, se está imponiendo gradualmente una solución diferente. Trabajan con centros de mecanizado de alta precisión que fabrican inserciones de forma en un solo montaje, sin trabajo manual posterior. El centro de mecanizado de cinco ejes Kern Micro HD+ ofrece condiciones ideales para ello. La máquina desarrollada y producida por KERN Microtechnik GmbH, Eschenlohe, es capaz de realizar todos los pasos de procesamiento con calidad absolutamente constante de manera totalmente automática.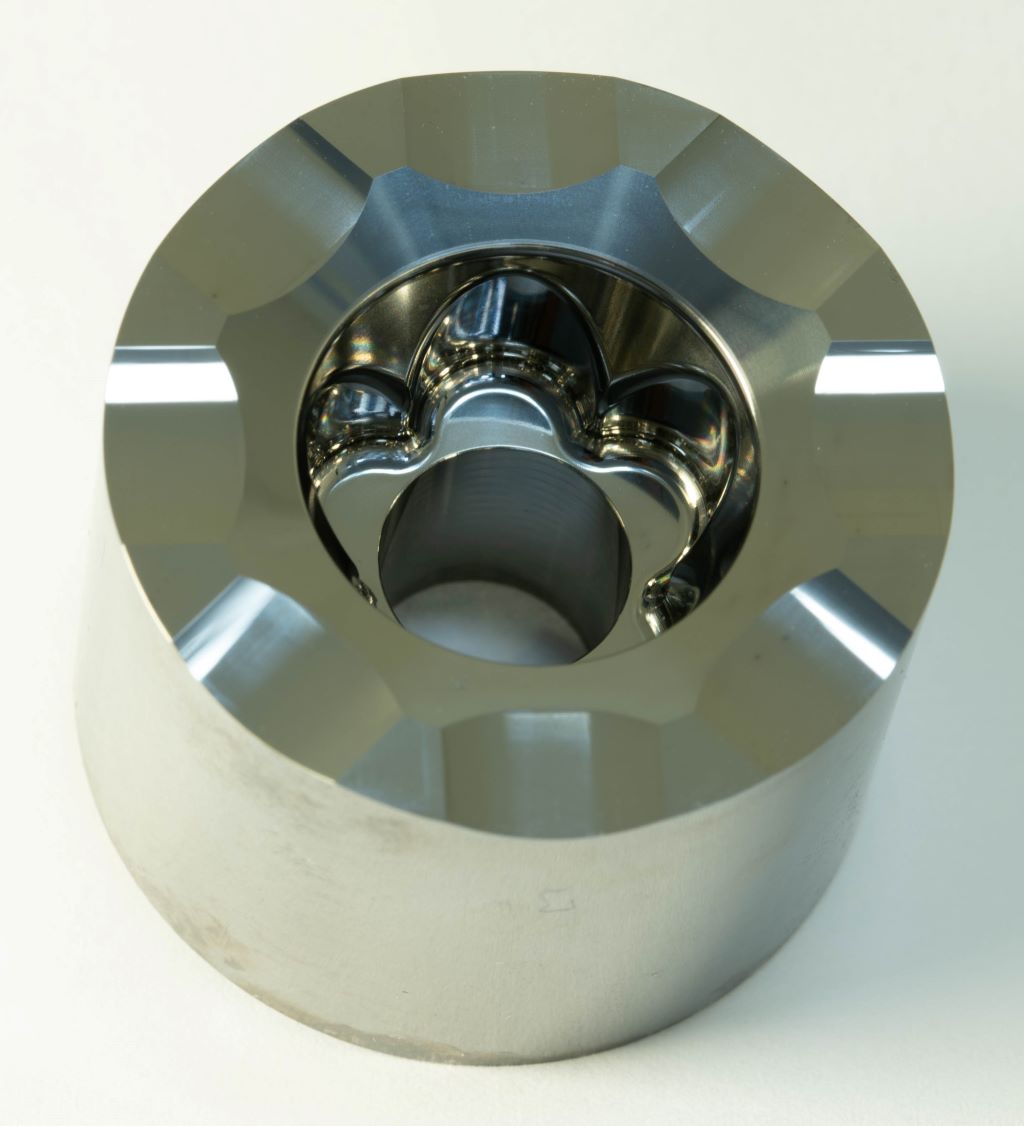
Es decir: En un primer paso, los económicos lápices de afilado realizan diversas tareas de desbaste mediante el afilado de contornos. En el segundo y tercer paso, se trata de fresar los perfiles mediante fresado trocoidal de cinco ejes y de terminar las superficies laterales mediante afilado de vaivén. El pulido final es innecesario gracias a los procesos de acabado de alta precisión.
Para demostrar la alta calidad y los cortos tiempos de procesamiento que se pueden lograr con un Kern Micro HD+, el fabricante de máquinas de Eschenlohe ha fabricado varios complejos inserciones de forma en un procedimiento de prueba, cada uno en un solo montaje. Para dar solo un ejemplo: El troquel de forja de carburo para un tornillo de cabeza Pentalob se produjo de acuerdo y luego se midió. El componente plantea exigencias particularmente altas en cuanto a precisión de forma y rugosidad superficial de los contornos y superficies cónicas.
Troquel de forja de carburo: Calidad récord en tiempo récord
Ahora, paso a paso. Primero, se pre-lija el contorno en un proceso de desbaste. Tiempo requerido: cinco minutos. Después del cambio de herramienta que dura unos pocos segundos a un disco de afilado adecuado, comienzan ya los procesos de acabado. El afilado de vaivén en las superficies laterales se completó en 17 minutos, por lo que al final aún quedaban trabajos de fresado simultáneo de cinco ejes para el exigente mecanizado del material quebradizo. Con herramientas de diamante, esto se logró en una hora y 13 minutos.
'Si un troquel de carburo de este tipo se fabrica en el proceso estándar con dos o tres máquinas y trabajo manual final, lleva múltiples veces más que las bien una hora y media que se necesita aquí en total', está seguro Guggenmos.
No hay que olvidar que los resultados reproducibles logrados con el Kern Micro HD+ son incomparables. Así, la precisión de la forma del contorno, comprobada con un Zeiss Prismo (método de medición táctil), es de <4 μm y la de la superficie lateral es de <1,5 μm. También son interesantes las calidades superficiales logradas. El Confovis Duo Vario, que trabaja según el método de medición SIM-CLSM, confirmó un perfil de rugosidad de Ra<0,015 μm y una precisión de superficie de Sa<0,02 μm.
Requisito: centro de cinco ejes estable y dinámico

Tales resultados solo se pueden lograr si la máquina utilizada es extremadamente rígida y al mismo tiempo excepcionalmente dinámica. El Kern Micro HD+ combina estas características con estabilidad térmica, precisión y resistencia al desgaste de una manera única. Decisivos para ello son, entre otros, los motores lineales utilizados y la técnica de soporte basada en la hidrostatica de microespacio patentada, que se utiliza en todos los ejes lineales y circulares. Gracias a esta tecnología, se logran valores de rigidez únicos que, en última instancia, permiten la más alta precisión y dinámica.
No menos importante, debido a los mencionados aspectos técnicos destacados, Kern Microtechnik es considerado el líder tecnológico de la industria. Sebastian Guggenmos se alegra de ello. Pero se alegra aún más de lo que él y su equipo están desarrollando actualmente, sobre lo que solo puede decir esto: 'Estamos constantemente avanzando hacia nuevas dimensiones de precisión y nos encanta romper límites. Eso está en nuestro ADN.'
Contacto:


