


La punzonatura è il metodo più efficiente per la produzione in serie di componenti compatti in lamiera. Gli utensili di punzonatura con inserti di forma in materiale resistente all'usura costituiscono la base decisiva. Per la produzione degli inserti di forma, i costruttori di utensili e stampi innovativi si affidano sempre più a centri di lavorazione high-end a cinque assi come il Kern Micro HD+. Questo consente di ottenere i migliori risultati in termini di precisione e superficie in un'unica morsa.
Mentre attualmente molti settori stanno lottando con cali delle vendite, la domanda di piccoli e grandi motori elettrici cresce costantemente del sette al nove percento all'anno. Secondo le previsioni, questo continuerà per almeno i prossimi cinque anni. In questo contesto, l'applicazione in innumerevoli prodotti di consumo gioca un ruolo altrettanto importante quanto quella in prodotti medici e tecnologici energetici. L'automazione nell'industria e la mobilità elettrica accelerano ulteriormente la crescita.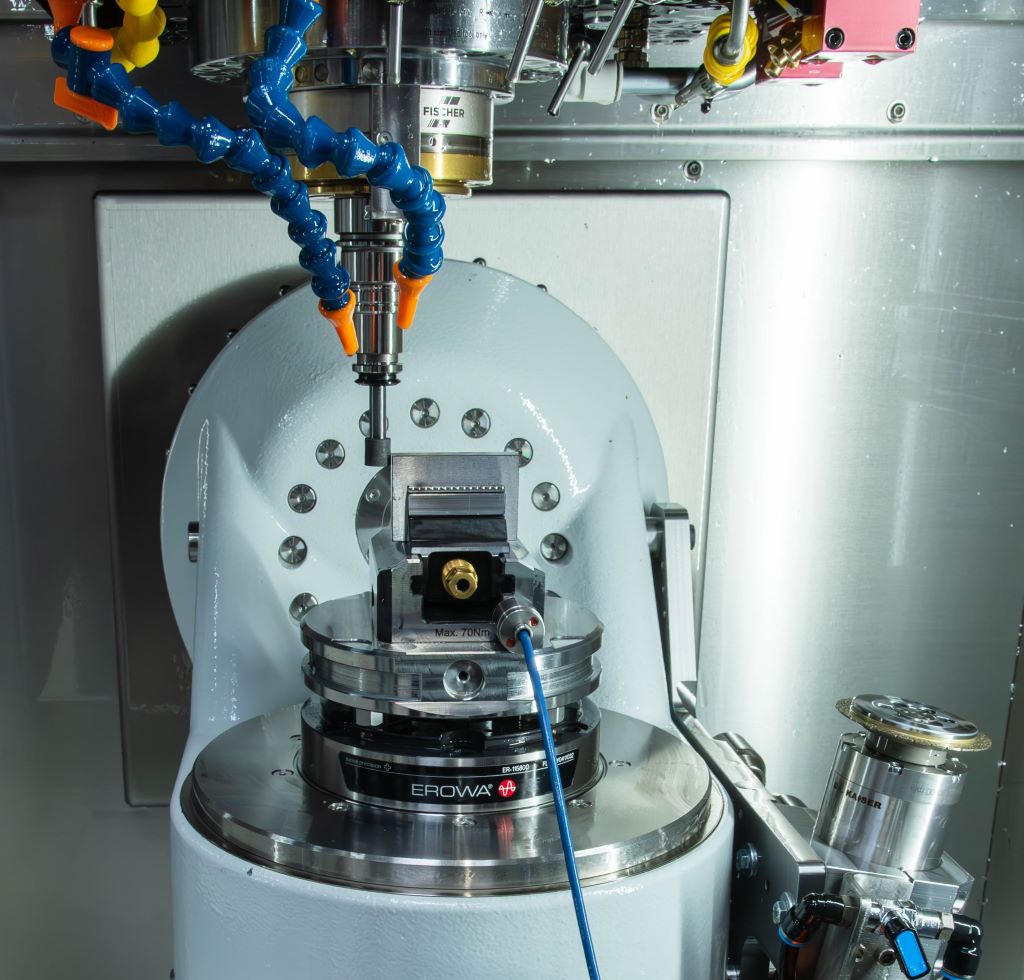
Per questi prodotti promettenti sono necessari in massa piccoli componenti in lamiera come connettori e simili. Un campo di applicazione perfetto per la tecnologia di punzonatura. Per poter rappresentare economicamente la produzione dei componenti in paesi con alti costi del lavoro, da un lato sono richiesti centri di punzonatura automatizzati. Dall'altro, gli utensili di punzonatura e gli inserti di forma devono soddisfare i più elevati standard.
Per la produzione degli inserti di forma in acciai ad alta resistenza o carburo, le aziende di produzione seguono percorsi diversi. Secondo esperti del settore, le fresatrici continuano a svolgere spesso 'solo' la pre-fabbricazione precisa.
La lavorazione successiva e la finitura avvengono quindi su rettificatrici e con metodi di lavoro manuale complessi come la lucidatura o simili. Tuttavia, questo processo a più fasi comporta alcuni svantaggi, poiché ogni riposizionamento comporta rischi per la precisione.
Da non dimenticare: anche la produttività e l'economicità soffrono a causa di un lavoro manuale lungo e costoso. Inoltre, il risultato dipende fortemente dalla condizione del lavoratore e non può quindi essere riprodotto con precisione. Sebastian Guggenmos, Vice President di Kern Microtechnik, aggiunge: 'Alla fine della giornata, ogni utensile di punzonatura prodotto è un po' diverso.' Un problema che assume un'importanza maggiore quando gli inserti di forma vengono riprodotti. In tal caso, dovrebbero corrispondere esattamente al predecessore, altrimenti anche i prodotti finali risulteranno diversi.
Soluzione innovativa: produrre inserti di forma in un'unica morsa
Pertanto, nelle aziende avanzate del settore si sta gradualmente affermando una soluzione diversa. Lavorano con centri di lavorazione ad alta precisione che producono inserti di forma in un'unica morsa - senza lavoro manuale di rifinitura. Il centro di lavorazione a cinque assi Kern Micro HD+ offre condizioni ideali per questo. La macchina sviluppata e prodotta dalla KERN Microtechnik GmbH, Eschenlohe, è in grado di eseguire automaticamente tutti i passaggi di lavorazione con qualità costante.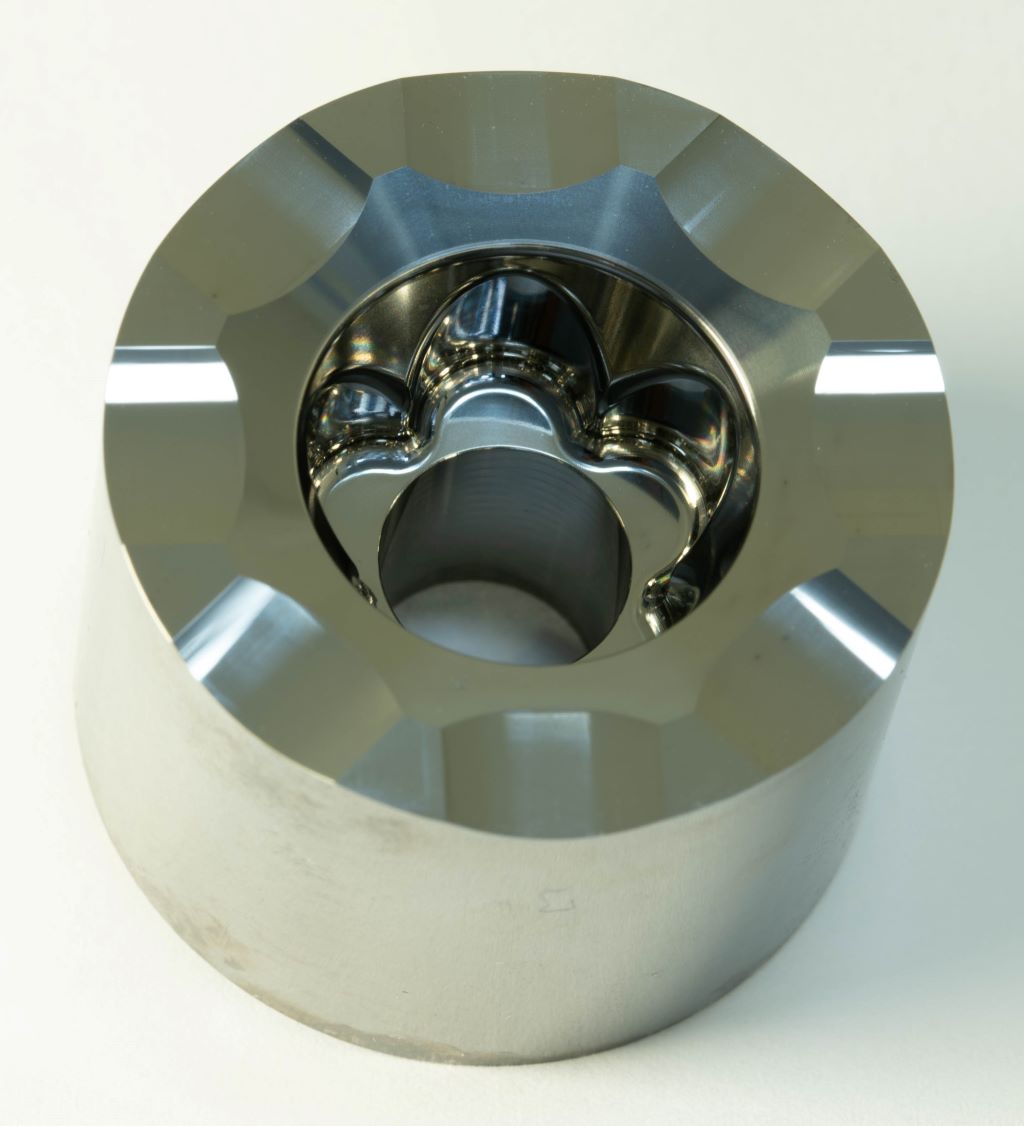
Ciò significa: nel primo passaggio, i costosi utensili abrasivi eseguono diverse operazioni di sgrossatura tramite rettifica dei contorni. Nel secondo e terzo passaggio, è necessario rifinire i profili tramite fresatura trocoidale a cinque assi e le superfici cilindriche tramite rettifica a pendolo. La lucidatura finale è superflua grazie ai processi di finitura ad alta precisione.
Per dimostrare l'alta qualità e i brevi tempi di lavorazione ottenibili con un Kern Micro HD+, il costruttore di macchine di Eschenlohe ha prodotto diversi complessi inserti di forma in un processo di test - ciascuno in un'unica morsa. Per fare solo un esempio: il punzone in carburo per un dado a cinque punte è stato prodotto di conseguenza e successivamente misurato. Il componente presenta requisiti particolarmente elevati in termini di precisione della forma e rugosità superficiale dei contorni e delle superfici coniche.
Punzone in carburo: qualità da record in tempo da record
Ora, passo dopo passo. Per prima cosa, il contorno viene pre-levigato in un processo di sgrossatura. Tempo necessario: cinque minuti. Dopo il cambio utensile, che dura pochi secondi, iniziano già i processi di finitura. La rettifica a pendolo delle superfici cilindriche è stata completata dopo 17 minuti, così che alla fine sono rimasti lavori di fresatura simultanea a cinque assi per la lavorazione del contorno del materiale fragile. Con utensili diamantati, questo è stato fatto in un'ora e 13 minuti.
'Se un tale punzone in carburo viene prodotto nel processo standard con due o tre macchine e lavoro manuale finale, richiede un tempo molte volte superiore a quello necessario qui, poco più di un'ora e mezza', è sicuro Guggenmos.
Da non dimenticare, i risultati riproducibili ottenuti con il Kern Micro HD+ sono incomparabili. La precisione del contorno della forma, verificata con un Zeiss Prismo (metodo di misurazione tattile), è di <4 µm e quella della superficie cilindrica è di <1,5 µm. Anche le qualità superficiali ottenute sono interessanti. Il Confovis Duo Vario, che lavora secondo il metodo di misurazione SIM-CLSM, ha confermato un profilo di rugosità di Ra<0,015 µm e una precisione superficiale di Sa<0,02 µm.
Requisito: centro a cinque assi stabile e dinamico

Tali risultati possono essere raggiunti solo se la macchina utilizzata è estremamente rigida e allo stesso tempo altamente dinamica. Il Kern Micro HD+ unisce queste caratteristiche con stabilità termica, precisione e resistenza all'usura in modo unico. Decisivi sono, tra l'altro, i motori lineari utilizzati e la tecnologia di supporto basata sulla microspalthydraulica brevettata, che viene utilizzata in tutti gli assi lineari e rotativi. Grazie a questa tecnologia, si raggiungono valori di rigidità unici, che infine consentono la massima precisione e dinamica.
Non da ultimo, a causa dei suddetti punti di forza tecnici, Kern Microtechnik è considerato un leader tecnologico nel settore. Sebastian Guggenmos è felice di questo. Ma è ancora più felice per ciò che sta attualmente sviluppando con il suo team, di cui può dire solo questo: 'Stiamo costantemente penetrando in nuove dimensioni di precisione e amiamo superare i confini. Questo fa parte del nostro DNA.'
Contatto:


