


Stříhání je nejefektivnější metodou pro hromadnou výrobu kompaktních dílů z plechu. Následné kombinované nástroje s formovými vložkami z odolného materiálu tvoří rozhodující základ. Pro výrobu formových vložek se inovativní výrobci nástrojů a forem stále více spoléhají na pětiosá vysoce výkonná obráběcí centra, jako je Kern Micro HD+. Tím lze dosáhnout v jedné upínce nejlepších výsledků z hlediska přesnosti a povrchu.

Zatímco v současnosti mnoho odvětví bojuje s klesajícími prodeji, poptávka po malých a velkých elektromotorech neustále roste o sedm až devět procent ročně. Podle prognóz by to mělo pokračovat minimálně dalších pět let. Při tom hraje aplikace v nesčetných spotřebitelských produktech stejně velkou roli jako ta v medicínských a energetických produktech. Automatizace v průmyslu a elektromobilita dále podporují růst.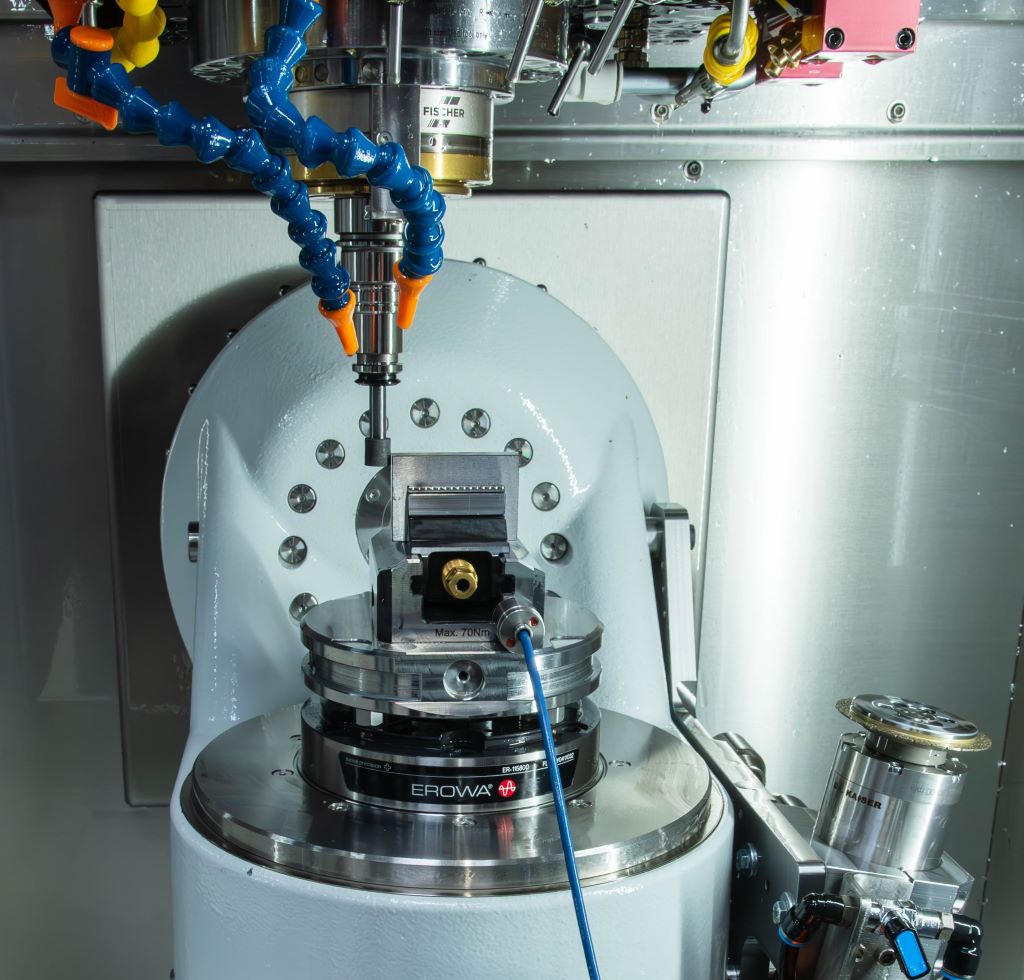
Pro tyto perspektivní produkty jsou ve velkém množství potřebné plechové drobné díly, jako jsou konektory a podobně. Ideální oblastí použití je lisovací technika. Aby bylo možné výrobu komponentů v zemích s vysokými mzdami ekonomicky realizovat, jsou na jedné straně požadována automatizovaná lisovací centra. Na druhé straně musí následné kombinované nástroje včetně formových vložek splňovat nejvyšší požadavky.
Při výrobě formových vložek z vysoce pevných ocelí nebo karbidu kovu volí výrobní podniky různé cesty. Podle odborníků z oboru stále frézovací stroje často vykonávají „pouze“ přesnou předvýrobu.
Další zpracování a finální úprava probíhá na brusných strojích a v náročné ruční práci leštěním apod. Tento vícestupňový proces však nese některé nevýhody, protože každé přepevnění nese rizika pro přesnost.
Nesmíme zapomenout: Také produktivita a hospodárnost trpí dlouhotrvající a nákladnou ruční prací. Kromě toho výsledek silně závisí na denní formě zaměstnance a nelze jej tedy nikdy přesně reprodukovat. Sebastian Guggenmos, viceprezident společnosti Kern Microtechnik, doplňuje: „Na konci dne je každé vyrobené následné nástrojové zařízení trochu jiné.“ Problém, který má tím větší význam, pokud se formové vložky vyrábějí znovu. Pak by měly přesně odpovídat předchůdci, jinak budou také konečné produkty různorodé.
Inovativní řešení: Výroba tvarových vložek v jednom upnutí
U pokročilých firem v oboru se proto postupně prosazuje jiné řešení. Pracují s vysoce přesnými obráběcími centry, která vyrábějí formové vložky v jedné upínce – bez ručního dodatečného zpracování. Ideální podmínky pro to nabízí pětiosé obráběcí centrum Kern Micro HD+. Stroj vyvinutý a vyráběný společností KERN Microtechnik GmbH, Eschenlohe, je schopen provádět všechny obráběcí kroky plně automaticky s naprosto konzistentní kvalitou.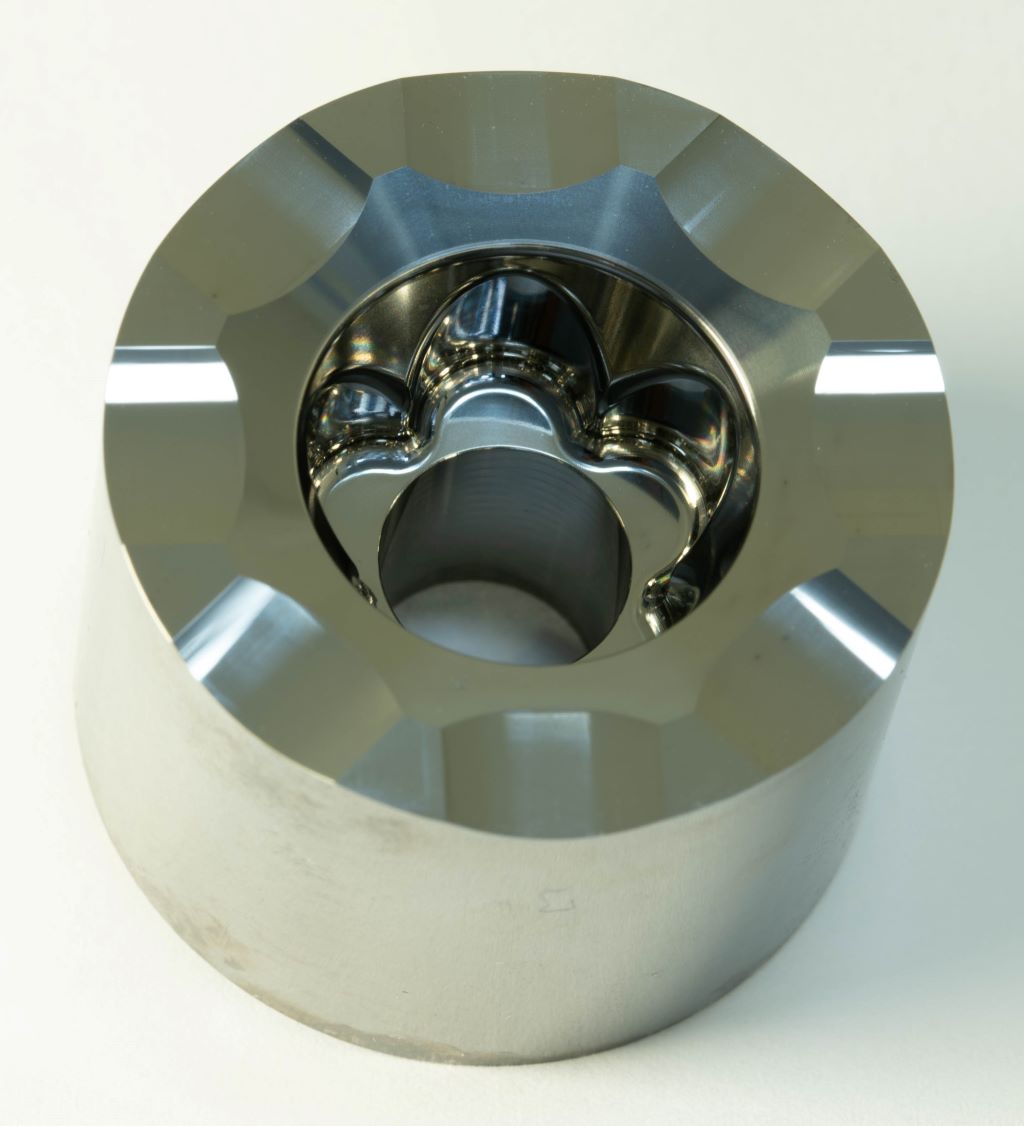
To znamená: V prvním kroku vykonávají cenově výhodné brusné nástroje různé hrubovací úkoly konturovým broušením. Ve druhém a třetím kroku je třeba pomocí pětiosého trochoidního konturového frézování zpracovat profily a pomocí kyvadlového broušení upravit plochy. Konečné leštění je díky vysoce přesným dokončovacím procesům zbytečné.
Aby se prokázala vysoká kvalita dosažitelná s Kern Micro HD+ a krátké doby zpracování, vyrobil strojírenský podnik z Eschenlohu několik složitých formových vložek v testovacím procesu – vždy v jednom upnutí. Jako příklad lze uvést: Tvrdokovový kladívkový nástroj pro šroubový hlavici Pentalob byl vyroben podle specifikací a následně změřen. Tento díl klade zvláštní vysoké nároky na tvarovou přesnost a drsnost povrchu kontur a kuželových ploch.
Karbidové kovací razníky: Rekordní kvalita v rekordním čase
Nyní postupně. Nejprve se kontura v hrubovacím procesu předbrusí. Časová náročnost: pět minut. Po několika sekundách trvající výměně nástroje za vhodný brusný kotouč začínají již dokončovací procesy. Kyvadlové broušení na plášťových plochách bylo po 17 minutách hotové, takže nakonec zbývaly ještě pětiosé simultánní frézovací práce pro náročné opracování kontury křehkého materiálu. S diamantovými nástroji se to podařilo za jednu hodinu a 13 minut.
„Pokud je takový karbidový razník vyráběn v standardním procesu se dvěma nebo třemi stroji a konečnou ruční prací, trvá to několikanásobně déle než zde celkově potřebné dobré hodiny a půl,“ je si Guggenmos jistý.
Nesmíme zapomenout, že reprodukovatelné výsledky dosažené s Kern Micro HD+ jsou bezkonkurenční. Přesnost tvarového konturu prokázaná pomocí Zeiss Prismo (taktilní měřicí metoda) je <4 µm a přesnost plochy je <1,5 µm. Také zajímavé jsou dosažené povrchové kvality. Confovis Duo Vario, pracující podle měřicí metody SIM-CLSM, potvrdil profil drsnosti Ra<0,015 µm a plošnou přesnost Sa<0,02 µm.
Požadavek: stabilní a dynamické pětiosé centrum

Takové výsledky lze dosáhnout pouze tehdy, pokud je použitý stroj extrémně tuhý a zároveň mimořádně dynamický. Kern Micro HD+ spojuje tyto vlastnosti s tepelnou stabilitou, přesností a bez opotřebení jedinečným způsobem. Klíčovými faktory jsou mimo jiné použité lineární motory a na patentované mikroštěrbinové hydrostatice založená ložisková technika, která se používá ve všech lineárních a kulových osách. Díky této technologii jsou dosaženy jedinečné hodnoty tuhosti, které nakonec umožňují nejvyšší přesnost a dynamiku.
Nejmenší částí díky zmíněným technickým vrcholům je Kern Microtechnik považována za technologického lídra v oboru. Sebastian Guggenmos je na to hrdý. Je však ještě více nadšený z toho, co jeho tým aktuálně vyvíjí, o čemž může říci jen tolik: „Stále pronikáme do nových dimenzí přesnosti a milujeme posouvat hranice. To je v naší DNA.“
Kontakt:


