


Stantarea este cea mai eficientă metodă de producție în masă a componentelor compacte din tablă. Uneltele de urmărire cu inserții de formă din materiale rezistente la uzură constituie baza esențială. Pentru fabricarea inserțiilor de formă, constructorii de unelte și forme inovatori se bazează din ce în ce mai mult pe centre de prelucrare de înaltă performanță cu cinci axe, cum ar fi Kern Micro HD+. Acestea permit obținerea celor mai bune rezultate în ceea ce privește precizia și suprafața într-o singură fixare.
În timp ce în prezent multe industrii se confruntă cu scăderi ale vânzărilor, cererea pentru motoare electrice mici și mari crește constant cu șapte până la nouă procente pe an. Conform prognozelor, acest trend se va menține cel puțin în următorii cinci ani. Aplicarea în numeroase produse de consum joacă un rol la fel de important ca și cea în produsele medicale și tehnologia energetică. Automatizarea în industrie și mobilitatea electrică stimulează suplimentar creșterea.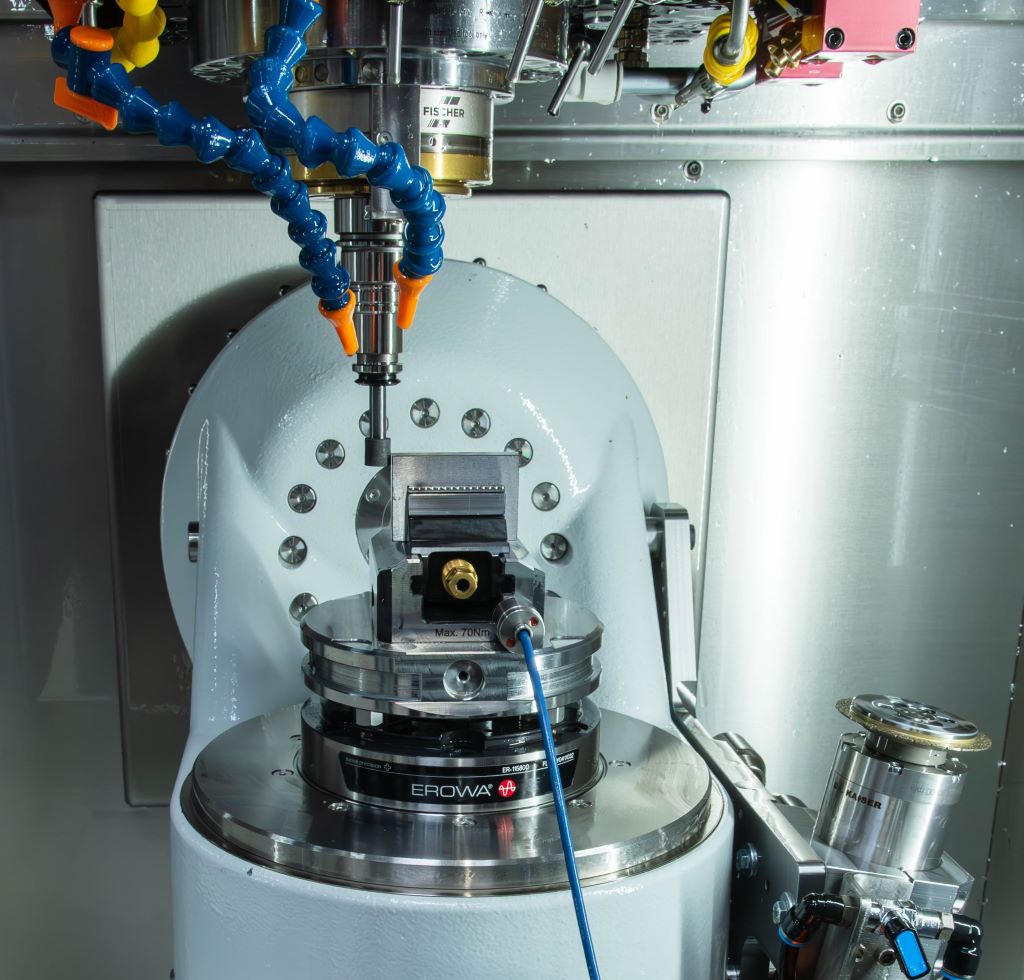
Pentru aceste produse promițătoare, sunt necesare în cantități mari piese mici din tablă, cum ar fi conectori și altele asemănătoare. Este un domeniu perfect de aplicare pentru tehnologia de tăiere. Pentru a putea reproduce economic fabricarea componentelor în țările cu salarii mari, pe de o parte sunt solicitate centre de tăiere automatizate. Pe de altă parte, uneltele de continuare, împreună cu inserțiile de formă, trebuie să îndeplinească cele mai înalte standarde.
Pentru fabricarea inserturilor de formă din oțeluri de înaltă rezistență sau metal dur, întreprinderile de producție urmează căi diferite. Potrivit experților din industrie, mașinile de frezat preiau încă frecvent „doar” prelucrarea precisă.
Prelucrarea ulterioară și finisarea se realizează apoi pe mașini de șlefuit și prin muncă manuală minuțioasă, cum ar fi polizarea etc. Cu toate acestea, acest proces în mai multe etape vine cu unele dezavantaje, deoarece fiecare reîncărcare implică riscuri pentru precizie.
Nu trebuie uitat: De asemenea, productivitatea și rentabilitatea au de suferit din cauza muncii manuale îndelungate și costisitoare. În plus, rezultatul depinde foarte mult de starea de spirit a angajatului și nu poate fi niciodată reprodus cu exactitate. Sebastian Guggenmos, Vice Președinte la Kern Microtechnik, completează: „La sfârșitul zilei, fiecare unealtă de legătură produsă este puțin diferită.” O problemă care devine și mai importantă atunci când se refac inserțiile de formă. Atunci, acestea ar trebui să corespundă exact predecesorului, altfel produsele finale vor fi, de asemenea, diferite.
Soluție inovatoare: Fabricarea inserturilor de formă într-un montaj.
La companiile avansate din industrie, o altă soluție se impune treptat. Acestea lucrează cu centre de prelucrare de înaltă precizie, care fabrică inserții de formă într-o singură montare - fără muncă manuală de finisare. Centrul de prelucrare cu cinci axe Kern Micro HD+ oferă condiții ideale pentru aceasta. Mașina dezvoltată și produsă de KERN Microtechnik GmbH, Eschenlohe, este capabilă să efectueze toate etapele de prelucrare complet automat, cu o calitate absolut constantă.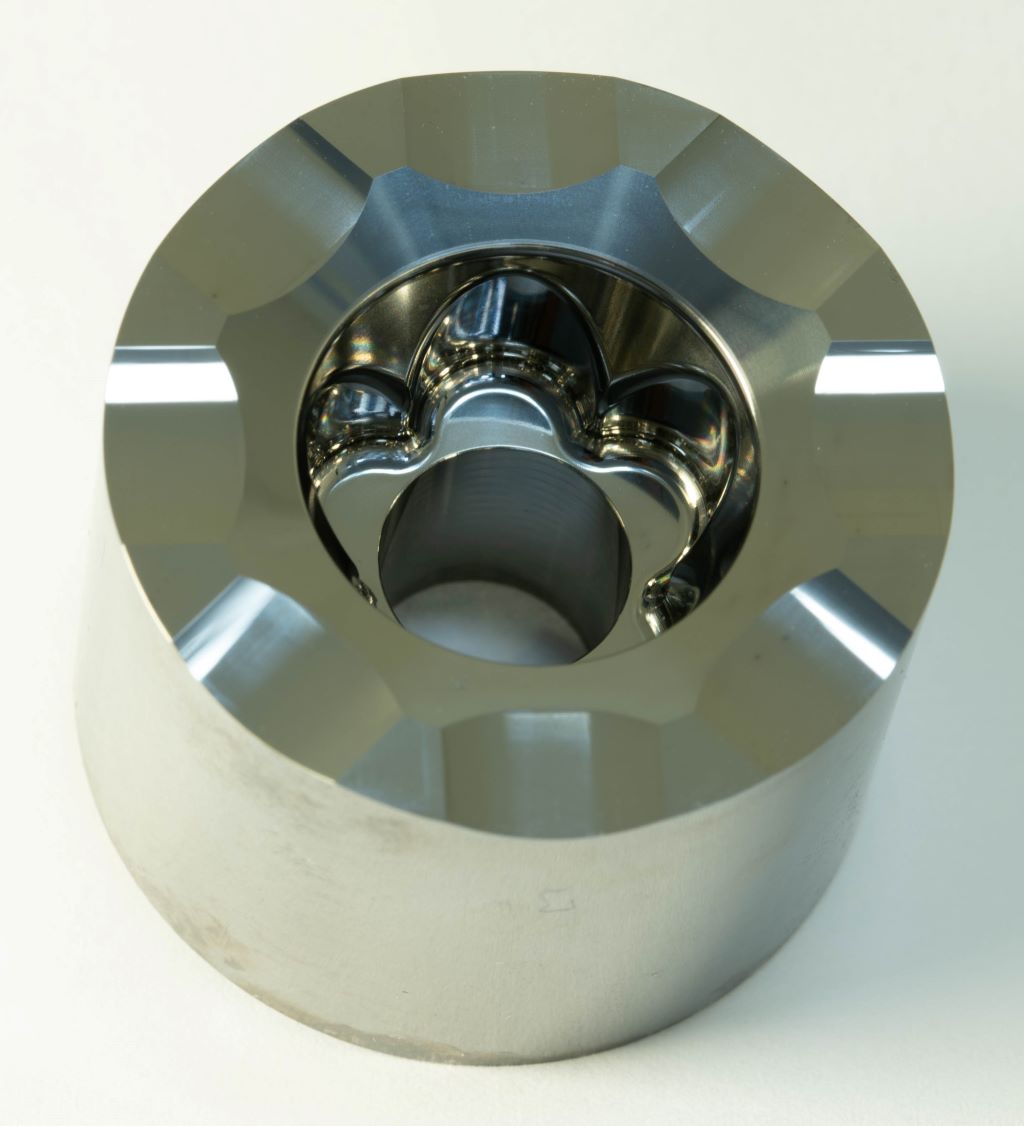
Aceasta înseamnă: În prima etapă, acele de șlefuit ieftine îndeplinesc diverse sarcini de debavurare prin șlefuirea conturului. În a doua și a treia etapă, este necesar să se finalizeze profilele prin frezarea trochoidală pe cinci axe și să se șlefuiască suprafețele laterale prin șlefuirea cu mișcare pendulară. Polizarea finală devine inutilă datorită proceselor de finisare extrem de precise.
Pentru a demonstra calitatea ridicată obținută cu un Kern Micro HD+ și timpii scurți de prelucrare, constructorul de mașini din Eschenlohe a realizat mai multe inserții complexe de formă în cadrul unui proces de testare – fiecare într-o singură fixare. Ca un exemplu, matrița din carbură pentru un cap de șurub Pentalob a fost produsă corespunzător și ulterior măsurată. Componenta impune cerințe deosebit de ridicate în ceea ce privește precizia formei și rugozitatea suprafețelor contururilor și ale fețelor conice.
Stampe din carbide: Calitate record într-un timp record
Acum, pe rând. În primul rând, conturul este prelucrat într-un proces de șlefuire grosier. Timp necesar: cinci minute. După o schimbare de unelte care durează câteva secunde pentru a monta o roată de șlefuit adecvată, încep deja procesele de finisare. Șlefuirea cu mișcare pendulară pe suprafețele laterale a fost finalizată după 17 minute, astfel încât, în cele din urmă, au urmat lucrări de frezare simultană pe cinci axe pentru prelucrarea exigentă a conturului materialului fragil. Cu unelte din diamant, acest lucru a fost realizat în decurs de o oră și 13 minute.
„Dacă un astfel de ștanț din carbură de tungsten este fabricat în procesul standard cu două sau trei mașini și muncă manuală finală, durează de mai multe ori mai mult decât cele aproximativ o oră și jumătate necesare aici“, este sigur Guggenmos.
Nu trebuie uitate rezultatele reproducibile obținute cu Kern Micro HD+, care sunt incomparabile. Astfel, precizia conturului de formă demonstrată cu un Zeiss Prismo (metodă de măsurare tactilă) este de <4 µm, iar cea a suprafeței cilindrice este de <1,5 µm. De asemenea, sunt interesante calitățile suprafeței obținute. Confovis Duo Vario, care funcționează după metoda de măsurare SIM-CLSM, a confirmat un profil de rugozitate de Ra<0,015 µm și o precizie a suprafeței de Sa<0,02 µm.
Cerință: centru de cinci axe stabil și dinamic

Astfel de rezultate pot fi obținute doar dacă mașina utilizată este extrem de rigidă și în același timp excepțional de dinamică. Kern Micro HD+ combină aceste proprietăți cu stabilitate termică, precizie și lipsă de uzură într-un mod unic. Decisive pentru aceasta sunt, printre altele, motoarele liniare utilizate, precum și tehnologia de rulare bazată pe hidrostatică cu microspațiu brevetată, care este utilizată în toate axele liniare și rotative. Datorită acestei tehnologii, se obțin valori unice de rigiditate, care, în cele din urmă, permit cea mai înaltă precizie și dinamică.
Nu în ultimul rând, datorită acestor aspecte tehnice menționate, Kern Microtechnik este considerată lider de tehnologie în industrie. Sebastian Guggenmos se bucură de acest lucru. Dar se bucură și mai mult de ceea ce dezvoltă în prezent împreună cu echipa sa, despre care poate spune doar atât: „Înaintăm constant în noi dimensiuni ale preciziei și ne place să mutăm limitele. Acest lucru face parte din ADN-ul nostru.”
Contact:


