


Станкування є найефективнішим методом масового виробництва компактних компонентів з листового металу. Наступні комбіновані інструменти з формовими вставками з зносостійкого матеріалу становлять при цьому вирішальну основу. Для виготовлення формових вставок інноваційні виробники інструментів і форм все більше покладаються на п'ятиосьові висококласні обробні центри, такі як Kern Micro HD+. Це дозволяє досягати найкращих результатів у плані точності та поверхні в одній установці.
Поки що багато галузей стикаються зі зниженням обсягів продажів, попит на малі та великі електромотори стабільно зростає на сім-вісім відсотків на рік. За прогнозами, це триватиме щонайменше наступні п'ять років. При цьому застосування в численних споживчих товарах відіграє таку ж важливу роль, як і в медичних та енергетичних продуктах. Автоматизація в промисловості та електромобільність додатково сприяють зростанню.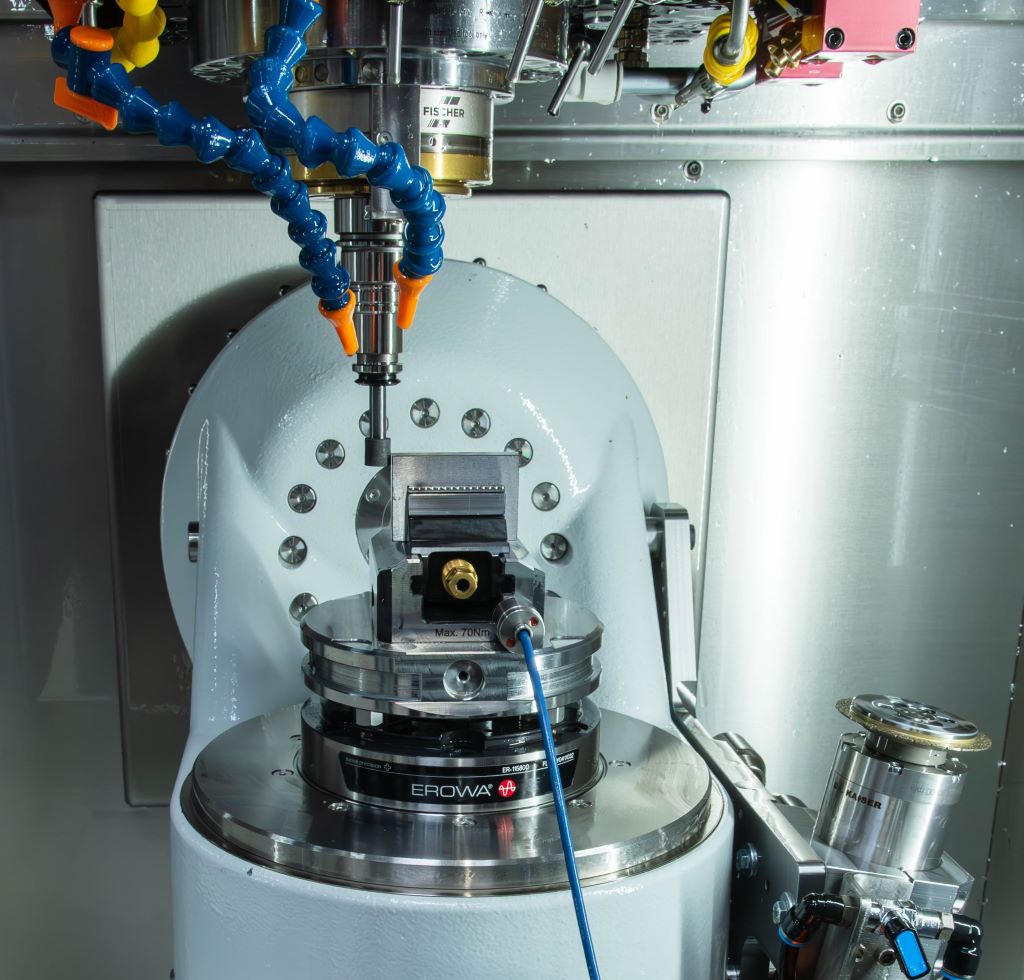
Для цих перспективних продуктів масово потрібні металеві дрібні деталі, такі як з'єднувачі та подібні. Це ідеальна сфера застосування для штампувальної техніки. Щоб економічно реалізувати виробництво компонентів у країнах з високими зарплатами, з одного боку, потрібні автоматизовані штампувальні центри. З іншого боку, наступні з'єднувальні інструменти разом з формами повинні відповідати найвищим вимогам.
Для виготовлення формових вставок з високоміцних сталей або твердих сплавів виробничі підприємства використовують різні підходи. Згідно з експертами галузі, фрезерні верстати все ще часто виконують «лише» точну попередню обробку.
Подальша обробка та фінішування відбуваються на шліфувальних машинах та в складній ручній роботі шляхом полірування тощо. Однак цей багатоступеневий процес має деякі недоліки, оскільки кожне переналаштування несе ризики для точності.
Не слід забувати: також продуктивність і економічність страждають від тривалої та дорогої ручної праці. Крім того, результат сильно залежить від настрою працівника і тому ніколи не може бути точно відтворений. Себастіан Гуггенмос, віце-президент компанії Kern Microtechnik, додає: «В кінці дня кожен виготовлений наступний комплектний інструмент трохи відрізняється». Проблема, яка має ще більше значення, коли виготовляються формові вставки. Тоді вони повинні точно відповідати попереднику, інакше кінцеві продукти також будуть різними.
Інноваційне рішення: виготовлення формових вставок в одній установці
У прогресивних компаніях галузі поступово впроваджується інше рішення. Вони працюють з високоточними обробними центрами, які виготовляють формові вставки в одній установці – без ручної доопрацювання. Ідеальні умови для цього забезпечує п’ятиосьовий обробний центр Kern Micro HD+. Машина, розроблена та виготовлена компанією KERN Microtechnik GmbH, Ешенлої, здатна виконувати всі етапи обробки з абсолютно стабільною якістю в повністю автоматичному режимі.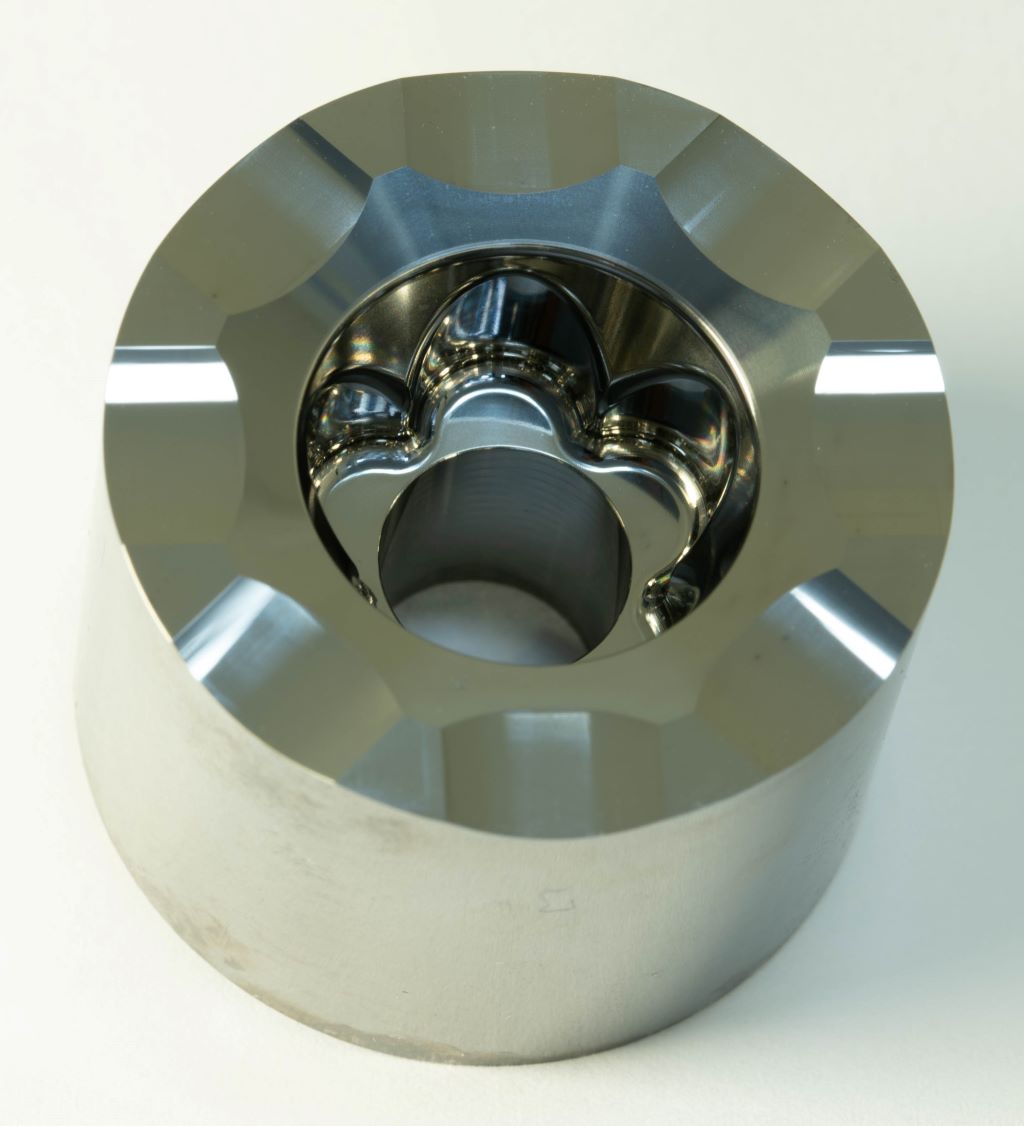
Це означає: На першому етапі недорогі шліфувальні стержні виконують різні грубі завдання шляхом контурного шліфування. На другому і третьому етапах необхідно шляхом п'ятиосьового трокоїдального контурного фрезерування обробити профілі, а за допомогою маятникового шліфування - обробити бічні поверхні. Остаточне полірування завдяки високоточним шліфувальним процесам стає зайвим.
Щоб продемонструвати високу якість, яку можна досягти за допомогою Kern Micro HD+, а також короткі часи обробки, машинобудівник з Ешенлохера виготовив кілька складних формових вставок у тестовому процесі – кожну в одній установці. Щоб навести лише один приклад: твердосплавний штамп для пенталобової головки гвинта був відповідно виготовлений і потім виміряний. Ця деталь ставить особливо високі вимоги до точності форми та шорсткості поверхні контурів і конічних поверхонь.
Твердосплавні кувальні штампи: рекордна якість за рекордний час
Тепер по порядку. Спочатку контур обробляється в процесі грубого шліфування. Час витрати: п’ять хвилин. Після кілька секундного зміни інструменту на відповідний шліфувальний диск, вже починаються фінішні процеси. Пендульне шліфування на бічних поверхнях було завершено за 17 хвилин, тож наостанок залишилися ще п’ятиконтурні фрезерні роботи для вимогливої обробки контурів крихкого матеріалу. З діамантовими інструментами це вдалося виконати за годину і 13 хвилин.
„Якщо такий твердосплавний штамп виготовляється в стандартному процесі за допомогою двох або трьох машин та фінальної ручної роботи, це займає в кілька разів більше часу, ніж ті півтори години, які тут в сумі потрібні“, впевнений Гуггенмос.
Не можна забувати, що результати, отримані за допомогою Kern Micro HD+, є безпрецедентними. Так, точність контурів форми, підтверджена за допомогою Zeiss Prismo (тактильний метод вимірювання), становить <4 мкм, а точність поверхні – <1,5 мкм. Також цікаві досягнуті значення якості поверхні. Прилад Confovis Duo Vario, що працює за методом SIM-CLSM, підтвердив профіль шорсткості Ra<0,015 мкм і площинну точність Sa<0,02 мкм.
Умова: стабільний та динамічний п'ятиосьовий центр

Такі результати можна досягти лише за умови, що використана машина є надзвичайно жорсткою та водночас винятково динамічною. Kern Micro HD+ поєднує ці властивості з термічною стабільністю, точністю та відсутністю зносу у неперевершений спосіб. Важливими чинниками є, зокрема, використані лінійні двигуни, а також технологія підшипників, що базується на запатентованій мікроспальтовій гідростатиці, яка використовується у всіх лінійних та кругових осях. Завдяки цій технології досягаються унікальні значення жорсткості, які в кінцевому підсумку забезпечують найвищу точність і динаміку.
Не в останню чергу завдяки вказаним технічним перевагам компанія Kern Microtechnik вважається технологічним лідером галузі. Себастіан Гуггенмос цьому радий. Але ще більше він радий тому, що його команда наразі розробляє, про що може сказати лише стільки: «Ми постійно проникаємо в нові виміри точності і любимо зрушувати межі. Це в нашій ДНК».
Контакт:


