


A stancolás a lemezből készült kompakt alkatrészek tömeggyártásának leghatékonyabb eljárása. A kopásálló anyagból készült formabetétekkel rendelkező következő szerszámok képezik a döntő alapot. A formabetétek előállításához az innovatív szerszám- és formagyártók egyre inkább öt tengelyes, csúcsminőségű megmunkáló központokra, például a Kern Micro HD+-ra támaszkodnak. Ezzel egy befogás alatt a legjobb eredmények érhetők el a pontosság és a felület tekintetében.
Míg jelenleg sok iparág a csökkenő értékesítési számokkal küzd, a kis és nagy elektromotorok iránti kereslet folyamatosan évi hét-tíz százalékkal növekszik. A prognózisok szerint ez legalább a következő öt évben is így fog folytatódni. Ebben a számos fogyasztói termékben való alkalmazás éppolyan nagy szerepet játszik, mint az orvosi és energiatechnikai termékekben. Az ipari automatizálás és az e-mobilitás további növekedést ösztönöz.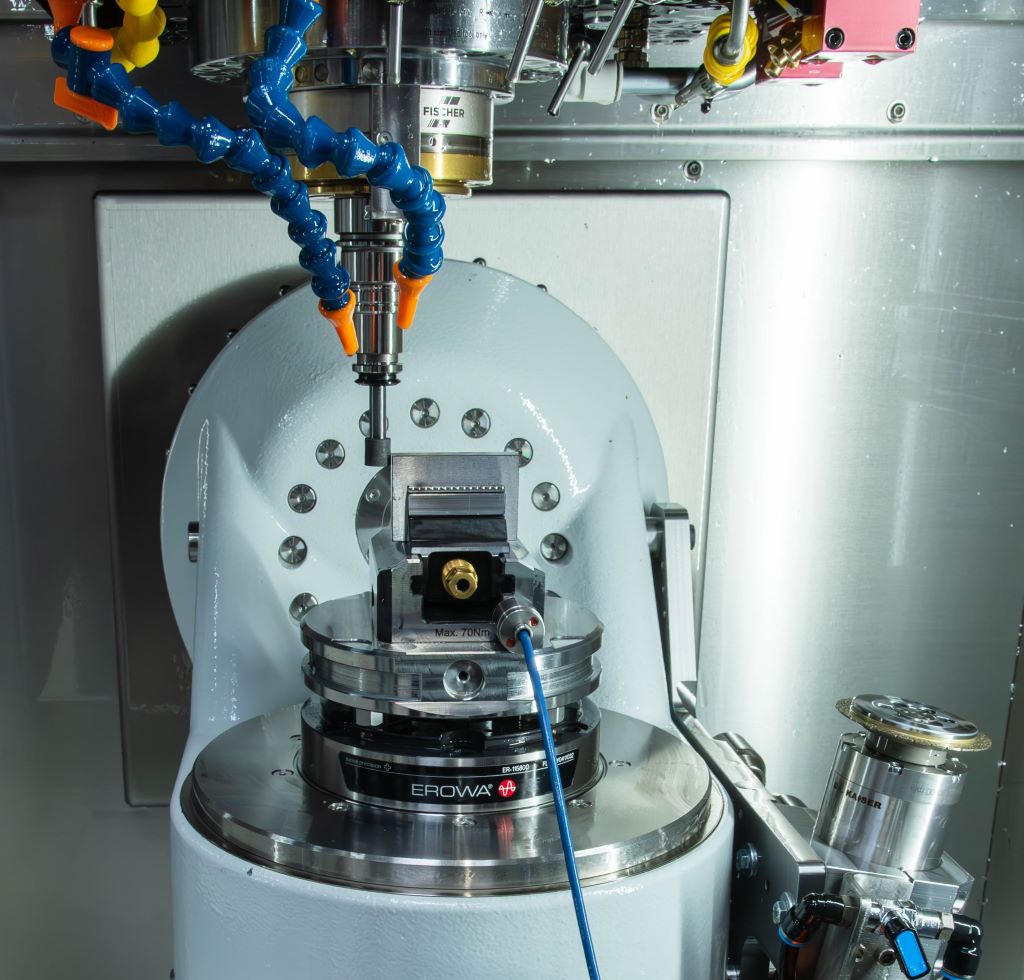
Ezekhez a jövőorientált termékekhez tömegesen szükség van fémlemez kisalkatrészekre, mint például csatlakozók és hasonlók. Ez egy tökéletes alkalmazási terület a préselési technikához. Annak érdekében, hogy a magas bérköltségű országokban gazdaságosan lehessen előállítani a komponenseket, egyrészt automatizált présközpontokra van szükség. Másrészt a következő szerszámoknak és formabeállításoknak a legmagasabb követelményeknek kell megfelelniük.
A magas szilárdságú acélok vagy keményfémek formabeillesztéseinek előállításához a gyártóüzemek különböző utakat választanak. Iparági szakértők szerint a marógépek még mindig gyakran „csak” a precíz előgyártást végzik.
A további feldolgozás és a felületkezelés ezután csiszológépeken és bonyolult kézi munkával, például polírozással történik. Ezzel a többlépcsős folyamattal azonban néhány hátrány is jár, mivel minden átkonfigurálás kockázatot jelent a pontosságra nézve.
Nem szabad elfelejteni: A termelékenység és a gazdaságosság is szenved a hosszú ideig tartó és költséges kézi munkától. Ezen kívül az eredmény erősen függ a munkavállaló napi formájától, és így soha nem reprodukálható pontosan. Sebastian Guggenmos, a Kern Microtechnik alelnöke kiegészíti: „A nap végén minden legyártott következő szerszám egy kicsit más.” Ez egy olyan probléma, amely még nagyobb jelentőséggel bír, ha formabetéteket készítenek újra. Akkor pontosan meg kell felelniük az előzőnek, különben a végtermékek is eltérőek lesznek.
Innovatív megoldás: Formbetétek gyártása egy befogásban
A fejlett iparági vállalatoknál ezért fokozatosan egy másik megoldás terjed el. Magas precizitású megmunkáló központokkal dolgoznak, amelyek formabetéteket egyetlen befogásban készítenek – kézi utómunkálatok nélkül. Ideális feltételeket biztosít ehhez az öt tengelyes megmunkáló központ, a Kern Micro HD+. A KERN Microtechnik GmbH, Eschenlohe által kifejlesztett és gyártott gép képes minden megmunkálási lépést teljesen automatikusan, abszolút egyenletes minőségben végrehajtani.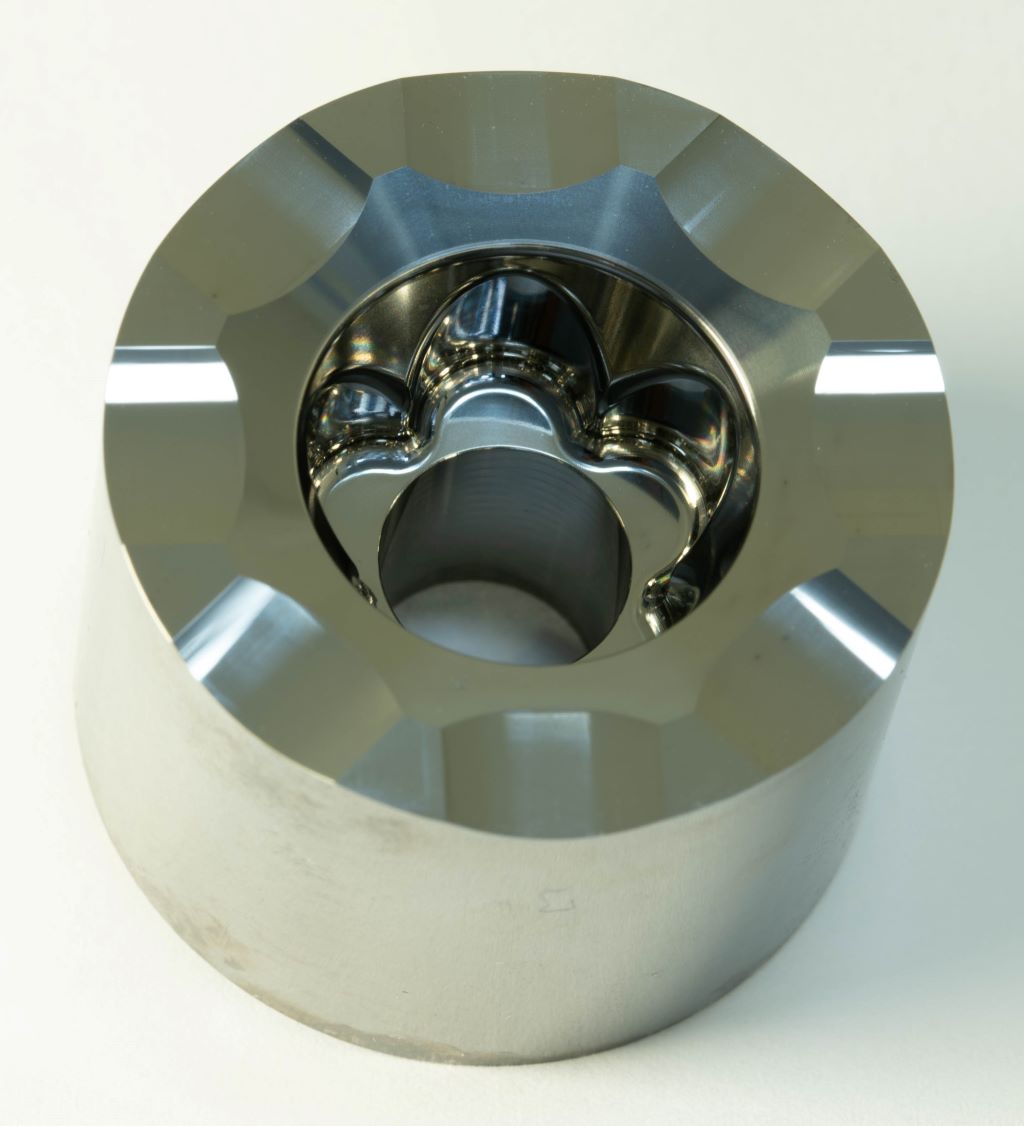
Ez azt jelenti: Az első lépésben olcsó csiszolófejek különböző durva megmunkálási feladatokat végeznek kontúrcsiszolással. A második és harmadik lépésben öt tengelyes trochoidális kontúrfúrással kell a profilokat, míg lengőmozgású csiszolással a felületeket simítani. A végső polírozás a rendkívül precíz simító folyamatoknak köszönhetően feleslegessé válik.
A Kern Micro HD+ által elérhető magas minőség és a rövid feldolgozási idők igazolása érdekében az Eschenlohi gépgyártó több összetett formabeillesztést készített tesztelési eljárás keretében – mindegyiket egyetlen rögzítéssel. Csak egy példát említve: A keményfém kovácsütőfejet egy Pentalob csavarfejhez megfelelően állították elő, majd lemérték. A komponens különösen magas követelményeket támaszt a forma pontosságával és a kontúrok, valamint a kúpfelületek felületi érdességével szemben.
Keményfém kovácsütők: Rekordminőség rekordidő alatt
Most először a kontúrt egy durva csiszolási folyamat során előcsiszolják. Időigény: öt perc. A megfelelő csiszolókorongra történő néhány másodperces szerszámcsere után már kezdődnek is a finomítási folyamatok. A pendulumos csiszolás a felületeken 17 perc alatt befejeződött, így végül még öt tengelyes egyidejű marási munkákra került sor a rideg anyag igényes kontúrbearakásához. Gyémántszerszámokkal ez egy óra és 13 perc alatt megvalósult.
„Ha egy ilyen keményfém stempel a standard folyamatban két vagy három géppel és végső kézi munkával készül, az többszörösére nő a szükséges másfél órának, amely itt összesen szükséges“ – biztos benne Guggenmos.
Nem szabad elfelejteni, hogy a Kern Micro HD+ segítségével elért reprodukálható eredmények páratlanok. A Zeiss Prismo (taktális mérési eljárás) által igazolt formakontúr pontossága <4 µm, míg a felületi pontosság <1,5 µm. Ugyancsak érdekesek az elért felületi minőségek. A SIM-CLSM mérési eljárás alapján működő Confovis Duo Vario egy Ra<0,015 µm érdességi profilt és Sa<0,02 µm felületi pontosságot igazolt.
Előfeltétel: stabil és dinamikus öt-tengelyes központ

Ilyen eredmények csak akkor érhetők el, ha a használt gép rendkívül merev és egyben kivételesen dinamikus. A Kern Micro HD+ ezeket a tulajdonságokat egyedülálló módon ötvözi a hőstabilitással, pontossággal és kopásmentességgel. Ehhez hozzájárulnak többek között a használt lineáris motorok, valamint a szabadalmaztatott Microspalthidrostatikán alapuló csapágytechnika, amely minden lineáris és forgó tengelyen alkalmazásra kerül. Ennek a technológiának köszönhetően egyedülálló merevségi értékek érhetők el, amelyek végső soron a legmagasabb precizitást és dinamikát teszik lehetővé.
Nem utolsósorban a fent említett technikai újdonságok miatt a Kern Microtechnik a szektor technológiai vezetőjeként van számon tartva. Sebastian Guggenmos örül ennek. De még inkább örül annak, amit a csapatával jelenleg fejlesztenek, amiről csak annyit mondhat: „Folyamatosan új dimenziókba hatolunk be a precizitás terén, és szeretjük átlépni a határokat. Ez a DNS-ünkben van.”
Kapcsolat:


