


Stemplowanie to najefektywniejsza metoda masowej produkcji kompaktowych elementów z blachy. Narzędzia kaskadowe z wkładkami formującymi z materiałów odpornych na zużycie stanowią w tym przypadku kluczową podstawę. Do produkcji wkładek formujących innowacyjni producenci narzędzi i form coraz częściej korzystają z pięcioosiowych centrów obróbczych klasy high-end, takich jak Kern Micro HD+. Dzięki temu można osiągnąć najlepsze wyniki pod względem precyzji i powierzchni w jednym mocowaniu.
Podczas gdy obecnie wiele branż zmaga się z malejącymi wynikami sprzedaży, zapotrzebowanie na małe i duże silniki elektryczne rośnie nieprzerwanie o siedem do dziewięciu procent rocznie. Prognozy wskazują, że trend ten ma się utrzymać przez co najmniej następne pięć lat. W tym kontekście zastosowanie w niezliczonych produktach konsumpcyjnych odgrywa równie dużą rolę, jak w produktach medycznych i technologii energetycznej. Automatyzacja w przemyśle i e-mobilność dodatkowo napędzają wzrost.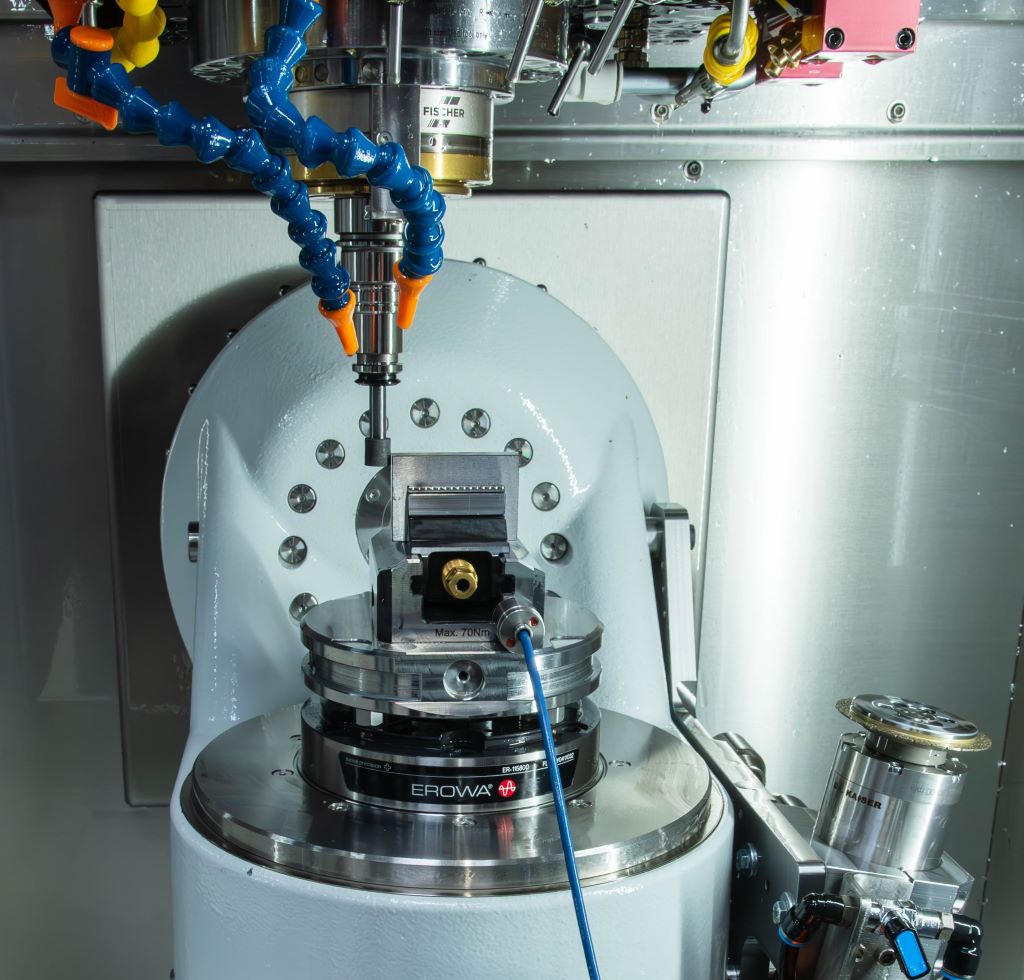
Dla tych przyszłościowych produktów potrzebne są masowo małe blaszane części, takie jak złącza i podobne. To idealne pole zastosowania dla technologii tłoczenia. Aby móc ekonomicznie zrealizować produkcję komponentów w krajach o wysokich kosztach pracy, z jednej strony potrzebne są zautomatyzowane centra tłoczenia. Z drugiej strony, narzędzia do tłoczenia wielostopniowego wraz z wkładami formującymi muszą spełniać najwyższe wymagania.
Aby wyprodukować wkłady form z wysokotwardych stali lub węglików spiekanych, zakłady produkcyjne stosują różne metody. Według ekspertów branżowych, maszyny frezarskie wciąż często pełnią „tylko” rolę precyzyjnego wstępnego przetwarzania.
Dalsza obróbka i wykończenie odbywa się na szlifierkach oraz w skomplikowanej ręcznej pracy poprzez polerowanie itp. Jednak ten wieloetapowy proces wiąże się z pewnymi wadami, ponieważ każde ponowne mocowanie niesie ze sobą ryzyko dla dokładności.
Nie można zapominać: Również produktywność i opłacalność cierpią z powodu długotrwałej i kosztownej pracy ręcznej. Ponadto wynik w dużej mierze zależy od formy pracownika w danym dniu, co sprawia, że nigdy nie można go dokładnie powtórzyć. Sebastian Guggenmos, wiceprezydent w Kern Microtechnik, dodaje: „Na koniec dnia każde wyprodukowane narzędzie wielokrotnego użytku jest trochę inne.” Problem ten ma tym większe znaczenie, gdy formy są produkowane ponownie. Wtedy powinny one dokładnie odpowiadać poprzednikowi, w przeciwnym razie końcowe produkty również będą różne.
Innowacyjne rozwiązanie: Wytwarzanie wkładek formujących w jednej mocowaniu
W zaawansowanych przedsiębiorstwach branży stopniowo wprowadza się zatem inne rozwiązanie. Pracują z wysokoprecyzyjnymi centrami obróbczych, które wytwarzają wkłady form w jednym mocowaniu – bez ręcznej obróbki. Idealne warunki zapewnia pięcioosiowe centrum obróbcze Kern Micro HD+. Maszyna opracowana i wyprodukowana przez KERN Microtechnik GmbH, Eschenlohe, jest w stanie przeprowadzać wszystkie etapy obróbcze w pełni automatycznie z absolutnie stałą jakością.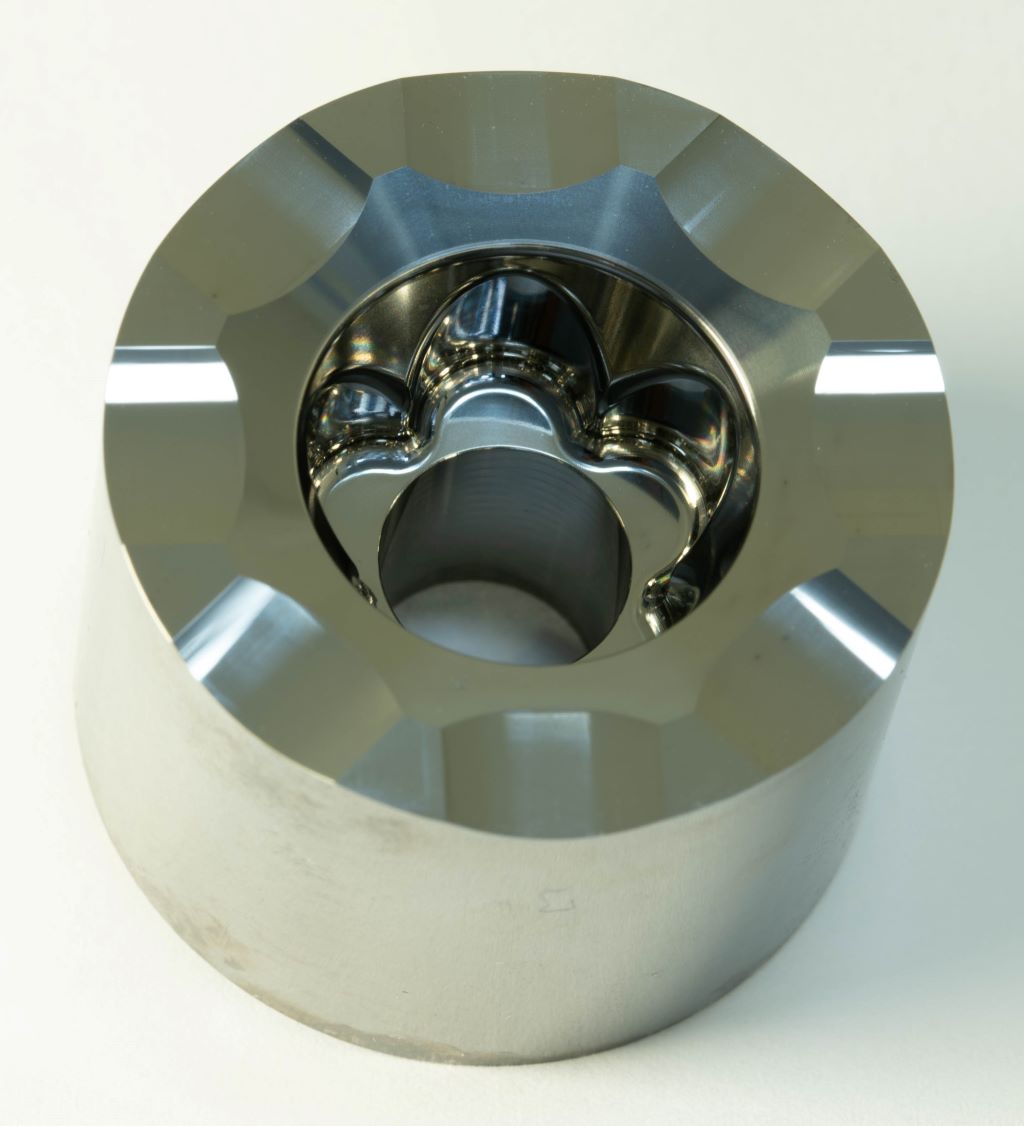
Oznacza to: W pierwszym kroku tanie narzędzia szlifierskie wykonują różne zadania wstępne poprzez szlifowanie konturowe. W drugim i trzecim kroku należy przeprowadzić pięcioosiowe frezowanie trochoidalne w celu uformowania profili oraz szlifowanie oscylacyjne w celu wygładzenia powierzchni bocznych. Ostateczne polerowanie jest zbędne dzięki najwyższej precyzji procesów szlifowania.
Aby udowodnić wysoką jakość osiągalną dzięki Kern Micro HD+ oraz krótkie czasy obróbcze, producent maszyn z Eschenlohu wykonał kilka złożonych wkładów formujących w procesie testowym – każdy w jednej oprawie. Jako przykład można podać: wytłaczany stempel z węglika spiekanego do śruby Pentalob, który został odpowiednio wyprodukowany i następnie zmierzony. Element ten stawia szczególnie wysokie wymagania dotyczące dokładności kształtu oraz chropowatości powierzchni konturów i stożków.
Wkładki węglikowe do kucia: Rekordowa jakość w rekordowym czasie
Teraz po kolei. Na początku kontur jest wstępnie szlifowany w procesie szlifowania wstępnego. Czas potrzebny: pięć minut. Po trwającej kilka sekund wymianie narzędzia na odpowiednią tarczę szlifierską, rozpoczynają się już procesy szlifowania wykańczającego. Szlifowanie wahadłowe na powierzchniach bocznych zakończyło się po 17 minutach, więc na koniec pozostały jeszcze pięcioosiowe prace frezerskie do wymagającej obróbki konturu kruchego materiału. Udało się to zrealizować za pomocą narzędzi diamentowych w ciągu jednej godziny i 13 minut.
„Jeśli taki wiertło węglikowe jest produkowane w standardowym procesie z wykorzystaniem dwóch lub trzech maszyn oraz końcowej pracy ręcznej, trwa to wielokrotnie dłużej niż tutaj łącznie potrzebne półtorej godziny“, jest pewny Guggenmos.
Nie można zapominać, że uzyskane z pomocą Kern Micro HD+ wyniki są nieporównywalne. Dokładność konturu formy, potwierdzona za pomocą Zeiss Prismo (metoda pomiaru dotykowego), wynosi <4 µm, a dokładność powierzchni bocznej <1,5 µm. Równie interesujące są osiągnięte jakości powierzchni. Confovis Duo Vario, pracujący zgodnie z metodą pomiaru SIM-CLSM, potwierdził profil chropowatości Ra<0,015 µm oraz dokładność powierzchni Sa<0,02 µm.
Wymaganie: stabilne i dynamiczne pięcioosiowe centrum obróbcze

Takie wyniki można osiągnąć tylko wtedy, gdy używana maszyna jest ekstremalnie sztywna i jednocześnie wyjątkowo dynamiczna. Kern Micro HD+ łączy te cechy z stabilnością termiczną, dokładnością i brakiem zużycia w wyjątkowy sposób. Kluczowe są między innymi zastosowane silniki liniowe oraz oparta na opatentowanej hydrostatyce Microspalth technologia łożyskowa, która jest stosowana we wszystkich osiach liniowych i obrotowych. Dzięki tej technologii osiągane są wyjątkowe wartości sztywności, które ostatecznie umożliwiają najwyższą precyzję i dynamikę.
Nie bez powodu, z uwagi na wymienione techniczne osiągnięcia, Kern Microtechnik uznawana jest za lidera technologicznego w branży. Sebastian Guggenmos cieszy się z tego. Jeszcze bardziej cieszy się z tego, co obecnie rozwija ze swoim zespołem, o czym jednak może powiedzieć tylko tyle: „Nieustannie wkraczamy w nowe wymiary precyzji i uwielbiamy przesuwać granice. To leży w naszej DNA.”
Kontakt:


