


Stiskanje je najučinkovitejši postopek za masovno proizvodnjo kompaktnih delov iz pločevine. Sledilna kombinirana orodja s oblikovnimi vložki iz obrabno odpornega materiala predstavljajo odločilno osnovo. Pri izdelavi oblikovnih vložkov inovativni proizvajalci orodij in oblik vedno bolj uporabljajo petosna visokokakovostna obdelovalna središča, kot je Kern Micro HD+. S tem je mogoče v eni nastavitvi doseči najboljše rezultate glede natančnosti in površine.
Medtem ko se trenutno številne panoge spopadajo z upadom prodaje, povpraševanje po majhnih in velikih elektromotorjih nenehno raste za sedem do devet odstotkov na leto. Po napovedih naj bi to trajalo vsaj naslednjih pet let. Pri tem igrajo vlogo aplikacije v številnih potrošniških izdelkih prav tako pomembno vlogo kot tiste v medicinskih in energetskih izdelkih. Avtomatizacija v industriji in e-mobilnost dodatno spodbujata rast.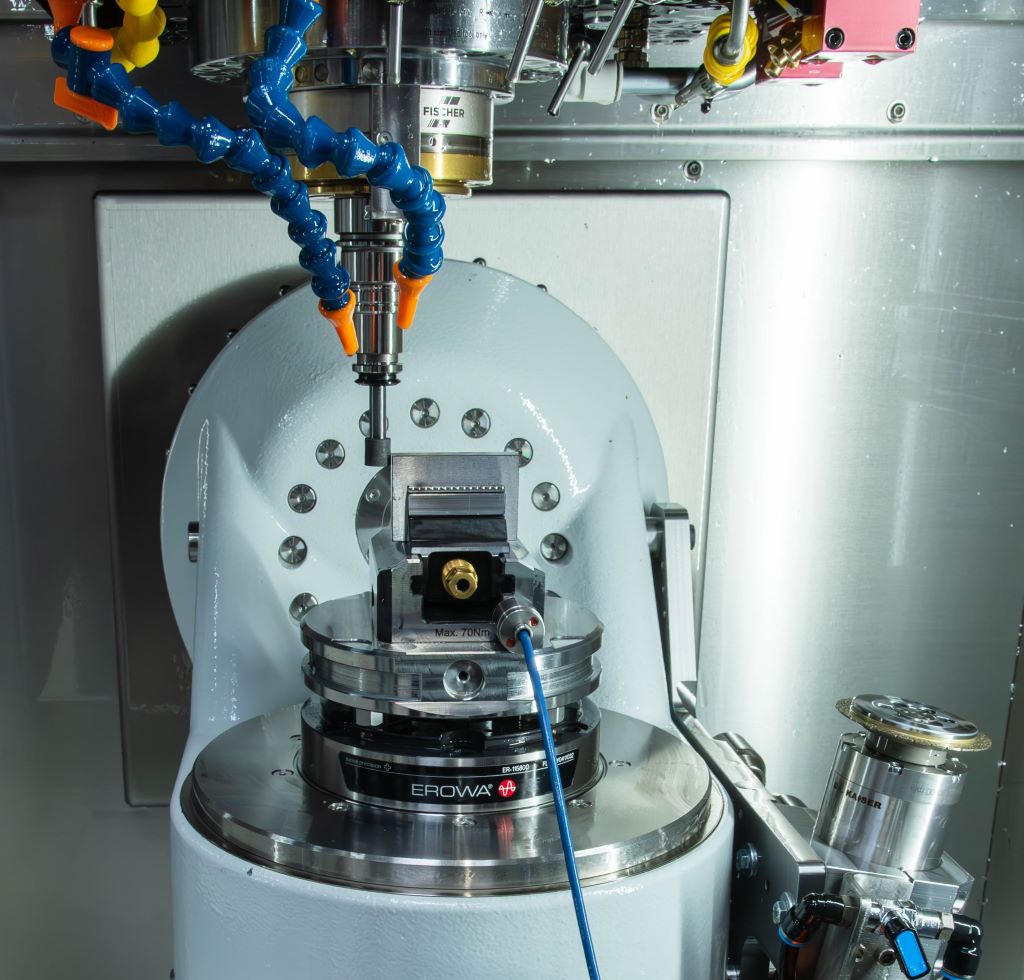
Za ta obetavna izdelka so potrebni množični kovinski drobni deli, kot so priključki in podobno. To je popolno področje uporabe za tehnologijo stiskanja. Da bi lahko proizvodnjo komponent v državah z visokimi stroški dela ekonomsko uresničili, so z ene strani potrebna avtomatizirana stiskalna središča. Po drugi strani pa morajo orodja za nadaljnje obdelave skupaj s formami izpolnjevati najvišje zahteve.
Za izdelavo oblikovnih vložkov iz visoko trdnih jekel ali trdnih zlitin podjetja za proizvodnjo uporabljajo različne pristope. Po mnenju strokovnjakov iz industrije frezalni stroji še vedno pogosto prevzemajo "samo" natančno predobdelavo.
Dodatna obdelava in končna obdelava poteka na brusilnih strojih in v zahtevnem ročnem delu s poliranjem itd. Ta večstopenjski postopek pa prinaša tudi nekatere pomanjkljivosti, saj vsako ponovno zategovanje prinaša tveganja za natančnost.
Ne smemo pozabiti: Tudi produktivnost in ekonomičnost trpita zaradi dolgotrajnega in dragega ročnega dela. Poleg tega rezultat močno vpliva na dnevno formo zaposlenega in ga zato nikoli ni mogoče natančno reproducirati. Sebastian Guggenmos, podpredsednik pri Kern Microtechnik, dodaja: „Na koncu dneva je vsako proizvedeno zaporedno orodje nekoliko drugačno.“ To je težava, ki ima še večji pomen, kadar se oblikovni vložki ponovno izdelujejo. Takrat morajo natančno ustrezati predhodniku, sicer bodo končni izdelki prav tako različni.
Inovativna rešitev: Proizvodnja oblikovnih vložkov v eni obdelavi
Pri naprednih podjetjih v panogi se zato postopoma uveljavlja drugačna rešitev. Delujejo z visoko natančnimi obdelovalnimi centri, ki izdelujejo oblikovne vložke v eni nastavitvi – brez ročnega dopolnjevanja. Idealne pogoje za to ponuja petosni obdelovalni center Kern Micro HD+. Stroj, ki ga je razvilo in izdelalo podjetje KERN Microtechnik GmbH, Eschenlohe, je sposoben izvajati vse obdelovalne korake s popolnoma enako kakovostjo popolnoma avtomatsko.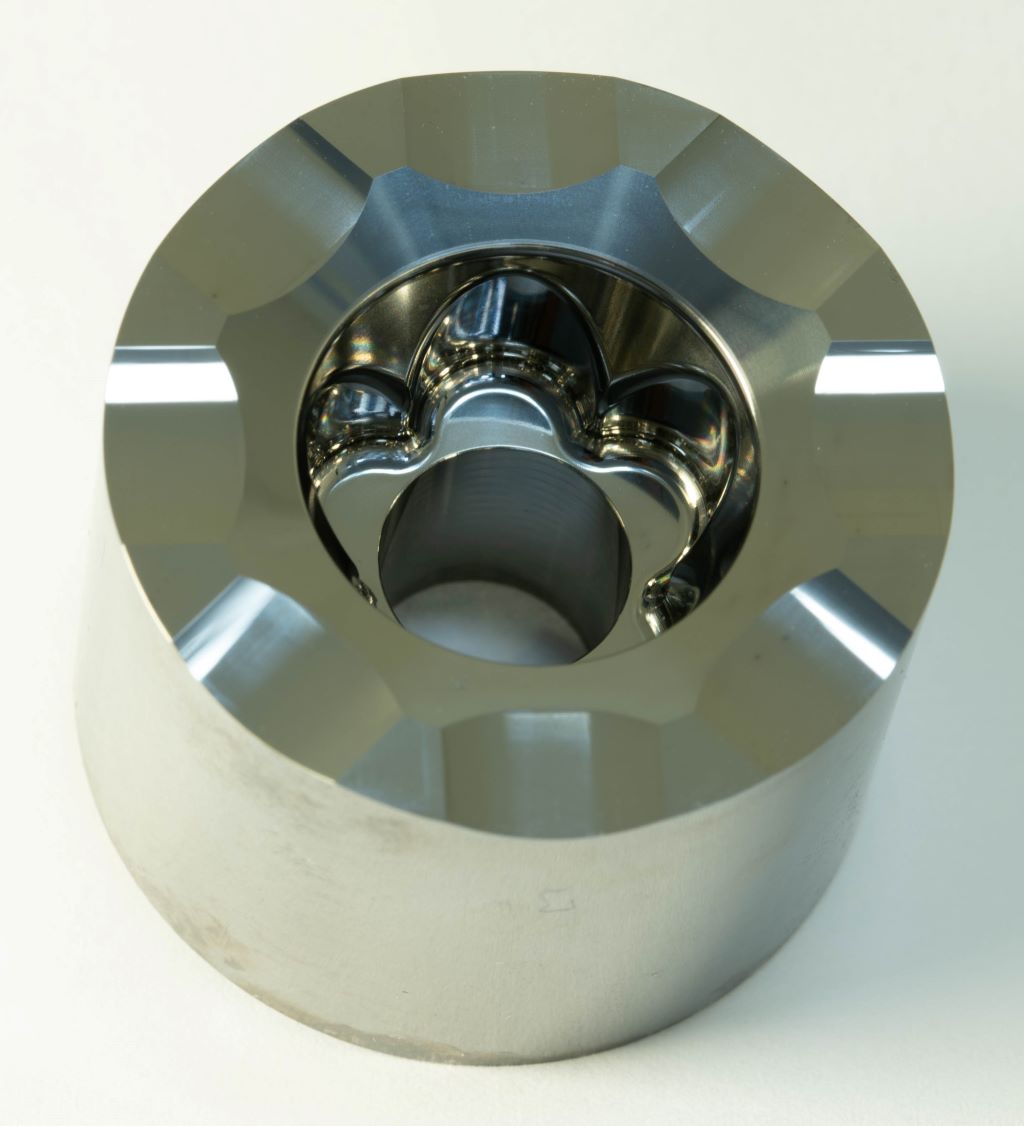
To pomeni: V prvem koraku poceni brusni nastavki z obdelavo kontur opravljajo različne grobe naloge. V drugem in tretjem koraku je treba s petosnim trohoidnim rezkanjem oblikovati profile in s pendularnim brušenjem obdelati površine. Končno poliranje je zaradi izjemno natančnih zaključnih postopkov odveč.
Da bi dokazali visoko kakovost, ki jo omogoča Kern Micro HD+, ter kratke obdelovalne čase, je proizvajalec strojev iz Eschenloha v testnem postopku izdelal več kompleksnih oblikovnih vložkov – vsak v eni nastavitvi. Da navedemo le en primer: trdni kovinski kovaški vložek za Pentalob vijak je bil ustrezno izdelan in nato izmerjen. Ta komponenta postavlja posebej visoke zahteve glede natančnosti oblik in hrapavosti površin kontur ter stožčastih površin.
Trdni karbidni kovaški vložki: Rekordna kakovost v rekordnem času
Sedaj po vrsti. Najprej se kontura obdeluje v postopku grobega brušenja. Čas potreben: pet minut. Po menjavi orodja, ki traja le nekaj sekund, na ustrezno brusno ploščo, se že začnejo postopki končnega brušenja. Pendularno brušenje na stranskih površinah je bilo končano po 17 minutah, tako da so na koncu sledila še petosna simultana frezarska dela za zahtevno obdelavo konture krhkega materiala. S diamantnimi orodji je to uspelo v eni uri in 13 minutah.
„Če se takšen trdni karbidni pečat v standardnem procesu proizvaja z dvema ali tremi stroji in končnim ročnim delom, traja to večkrat dlje kot skupno dobro eno in pol ure, je prepričan Guggenmos.“
Ne smemo pozabiti, da so rezultati, doseženi s Kern Micro HD+, neprimerljivi in ponovljivi. Natančnost oblikovne konture, dokazana z Zeiss Prismo (taktilna merilna metoda), je manjša od 4 µm, natančnost površine pa manjša od 1,5 µm. Prav tako so zanimivi doseženi površinski razredi. Confovis Duo Vario, ki deluje po metodi SIM-CLSM, je potrdil profil hrapavosti Ra<0,015 µm in površinsko natančnost Sa<0,02 µm.
Pogoji: stabilen in dinamičen petosni center

Takšni rezultati so dosegljivi le, če je uporabljena naprava izjemno toga in hkrati izjemno dinamična. Kern Micro HD+ združuje te lastnosti s termično stabilnostjo, natančnostjo in brez obrabe na edinstven način. Ključni so med drugim uporabljeni linearni motorji ter na patentirani mikrospalni hidrostatiki temelječa ležajna tehnologija, ki se uporablja v vseh linearnih in krožnih oseh. Zahvaljujoč tej tehnologiji so dosežene edinstvene vrednosti togosti, ki na koncu omogočajo najvišjo natančnost in dinamiko.
Zaradi omenjenih tehničnih vrhuncev velja Kern Microtechnik za tehnološkega voditelja v panogi. Sebastian Guggenmos se tega veseli. Še bolj pa se veseli tistega, kar trenutno razvija s svojim timom, o čemer pa sme povedati le to: „Stalno prodremo v nove dimenzije natančnosti in obožujemo premikanje meja. To je v naši DNK.“
Kontakt:


