


Stancanje je najučinkovitiji postupak za masovnu proizvodnju kompaktnim dijelovima od lima. Alati za slijedno oblikovanje s oblikovnim ulošcima od materijala otpornih na habanje čine ključnu osnovu. Za proizvodnju oblikovnih uloška inovativni proizvođači alata i kalupa sve više se oslanjaju na petosmejna visokokvalitetna obradna središta poput Kern Micro HD+. Time se u jednom stezniku postižu najbolji rezultati u pogledu točnosti i površine.

Dok dok mnoge industrije trenutno imaju problema s opadajućim prodajnim brojkama, potražnja za malim i velikim električnim motorima neprekidno raste od sedam do devet posto godišnje. Prema prognozama, to će se nastaviti najmanje sljedećih pet godina. Pri tome primjena u brojnim potrošačkim proizvodima igra jednako veliku ulogu kao i ona u medicinskim i energetskim proizvodima. Automatizacija u industriji i e-mobilnost dodatno potiču rast.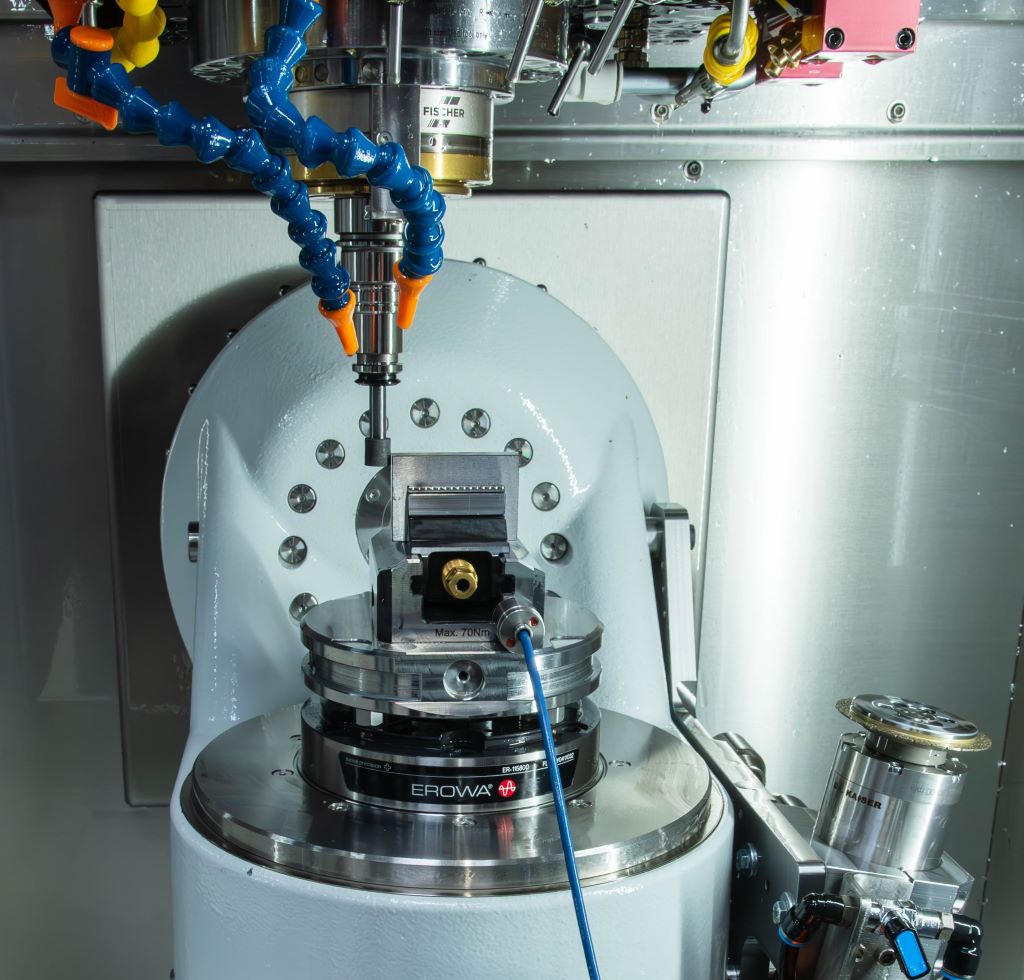
Za ove perspektivne proizvode potrebni su u velikim količinama mali dijelovi od lima poput konektora i sličnog. Savršeno područje primjene za tehnologiju štancanja. Kako bi se proizvodnja dijelova mogla ekonomski realizirati u zemljama s visokim plaćama, s jedne strane potrebna su automatizirana centra za štancanje. S druge strane, alati za daljnje povezivanje, zajedno s oblikovnim ulošcima, moraju ispunjavati najviše zahtjeve.
Za proizvodnju oblikovnih umetaka od visoko čvrstih čelika ili tvrdih metala, proizvodni pogoni koriste različite pristupe. Prema stručnjacima iz industrije, glodalice još uvijek često preuzimaju „samo“ preciznu predobradu.
Daljnja obrada i završna obrada odvijaju se na brusilicama i u složenom ručnom radu poliranjem itd. Međutim, ovaj višestupanjski postupak nosi sa sobom neke nedostatke, jer svako ponovo stezanje nosi rizike za točnost.
Ne treba zaboraviti: Također, produktivnost i isplativost pate zbog dugotrajne i skupe ručne obrade. Osim toga, rezultat uvelike ovisi o dnevnom raspoloženju zaposlenika i nikada se ne može točno reproducirati. Sebastian Guggenmos, potpredsjednik u Kern Microtechnik, dodaje: „Na kraju dana, svaki proizvedeni slijedni alat je malo drugačiji.“ Problem koji postaje još važniji kada se oblikovni ulošci ponovno proizvode. Tada bi trebali točno odgovarati prethodniku, inače će i konačni proizvodi biti različiti.
Inovativno rješenje: Izrada oblikovnih umetaka u jednom stezniku
U naprednim tvrtkama u industriji stoga se postupno nameće drugo rješenje. One rade s visoko preciznim obradnim centrima koji proizvode oblikovne umetke u jednom stezniku - bez ručnog dorade. Idealne uvjete za to pruža petosmjerno obrada središnjeg centra Kern Micro HD+. Stroj koji je razvila i proizvela KERN Microtechnik GmbH iz Eschenlohea sposoban je automatski provesti sve obrade s apsolutno konstantnom kvalitetom.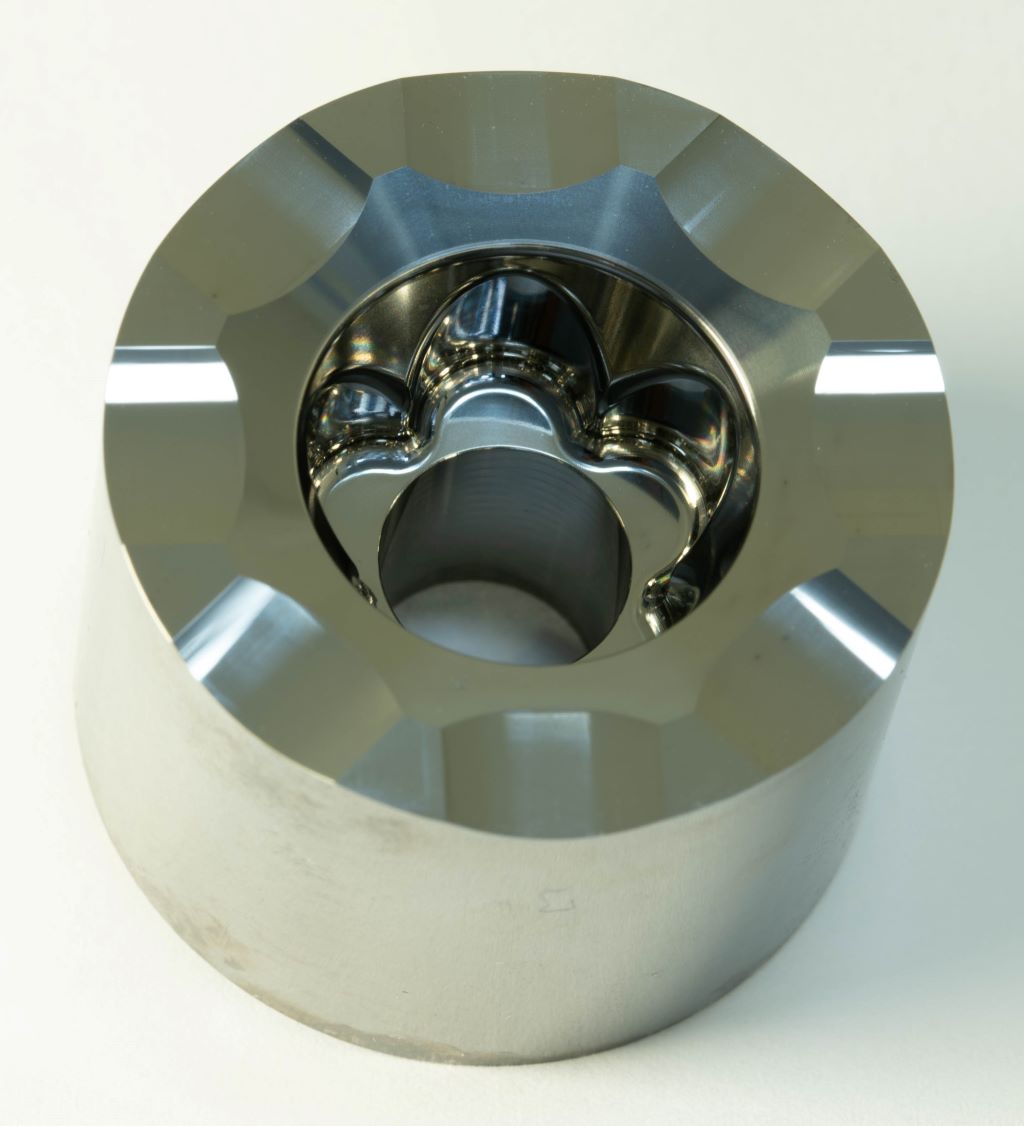
To znači: U prvom koraku, jeftini brusni štiftovi obavljaju razne grubne zadatke kroz konturno brušenje. U drugom i trećem koraku potrebno je, putem petosnog trohoidalnog konturnog frezanja, obraditi profile, a pomoću pendularnog brušenja završiti bočne površine. Finalno poliranje je zahvaljujući visoko preciznim završnim postupcima suvišno.
Kako bi dokazao visoku kvalitetu i kratke vrijeme obrade koje se može postići s Kern Micro HD+, proizvođač strojeva iz Eschenloha izradio je nekoliko složenih oblikovnih umetaka u testnom postupku – svaki put u jednoj steznoj poziciji. Da navedemo samo jedan primjer: Čelični kovani alat za Pentalob vijčanu glavu proizveden je u skladu s tim i potom izmjeren. Ovaj dio postavlja posebno visoke zahtjeve za točnost oblika i hrapavost površine kontura i konusnih površina.
Tvrdi metalni kovinski pečat: Rekordna kvaliteta u rekordnom vremenu
Sada redom. Prvo se kontura obrađuje u grubom procesu brušenja. Vrijeme potrebno: pet minuta. Nakon nekoliko sekundi promjene alata na odgovarajuću brusnu ploču, već počinju fini postupci. Pendularno brušenje na bočnim površinama završeno je nakon 17 minuta, tako da su na kraju preostali još petosmjerni simultani postupci frezanja za zahtjevnu obradu konture krhkog materijala. S dijamantnim alatima to je postignuto unutar sat i 13 minuta.
„Ako se takav tvrdometalni pečat proizvodi u standardnom procesu s dvije ili tri mašine i završnom ručnom obradom, to traje višestruko duže od ovdje ukupno potrebnog dobrih sat i pol“, siguran je Guggenmos.
Ne smijemo zaboraviti da su rezultati postignuti s Kern Micro HD+ reproducibilni i neusporedivi. Tako je točnost oblika dokazana s Zeiss Prismo (taktilna mjera) manja od 4 µm, a točnost površine manja od 1,5 µm. Također su zanimljivi postignuti kvaliteti površine. Confovis Duo Vario, koji radi prema SIM-CLSM mjernom postupku, potvrdio je profil hrapavosti Ra<0,015 µm i točnost površine Sa<0,02 µm.
Preduvjet: stabilan i dinamičan petoslojni centar

Takvi se rezultati mogu postići samo ako je korištena mašina izuzetno kruta i istovremeno iznimno dinamična. Kern Micro HD+ spaja ove osobine s termalnom stabilnošću, točnošću i bez habanja na jedinstven način. Ključni su, između ostalog, korišteni linearni motori, kao i ležajna tehnika koja se temelji na patentiranoj mikrospaltnom hidraulici, koja se koristi u svim linearnih i kružnim osovinama. Zahvaljujući ovoj tehnologiji postižu se jedinstvene vrijednosti krutosti, što na kraju omogućava najvišu preciznost i dinamiku.
Ne manje važno zbog navedenih tehničkih vrhunaca, Kern Microtechnik se smatra tehnološkim liderom u industriji. Sebastian Guggenmos je zbog toga zadovoljan. Međutim, još više se raduje onome što trenutno razvija sa svojim timom, o čemu može reći samo ovo: „Neprestano ulazimo u nove dimenzije preciznosti i volimo pomerati granice. To je u našoj DNK.“
Kontakt:


