


Mnoge tvrtke sve više zamjenjuju klasične automatske višenamjenske strojeve s modernim CNC višespindelnim strojevima, jer dijelovi postaju složeniji i zahtjevi za dimenzijskom točnošću i kvalitetom površine rastu. Koncepti s upravljanjem putem krivulje nailaze na ograničenja, posebno kod modernih legura bez olova: Priprema je složena, jako ovisna o osoblju i nudi malo prostora za prilagodbu ponašanja rezanja i struganja putem programa.
INDEX CNC višespindleni strojevi poput serija MS16, MS22, MS32, MS40 ili MS52 kombiniraju visoku produktivnost s velikom fleksibilnošću. Kompaktna spindelna bubnja s Hirth zupčastim spojem, motori s tekućim hlađenjem do 8.000 min⁻¹ i slobodno programabilne brzine po poziciji spindela omogućuju odabir optimalnih vrijednosti rezanja za svaki rezni alat. To smanjuje vrijeme obrade, povećava vrijeme trajanja alata i poboljšava kvalitetu površine. Istovremeno, lom strugotine može se ciljano utjecati čak i na teško obradive legure mesinga bez olova - ključna prednost u odnosu na strojeve koji se isključivo upravljaju putem krivulje.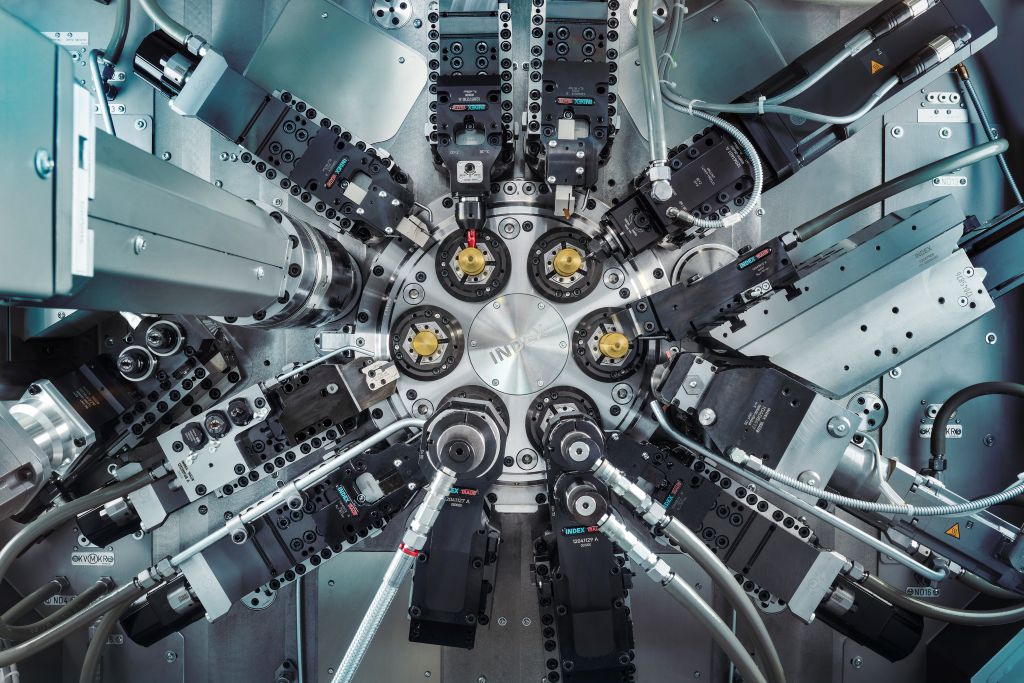
U high-end konfiguraciji, ovi višespindleni automati imaju po poziciji spindela dva V-oblikovana poprečna klizna stola s NC-X i NC-Z osima, dopunjena sinkronim spindelima za obradu stražnje strane. Uz dodatne C i Y osi te pogonjene alate, složene operacije kao što su izvan središnje bušenje, rezanje navoja, konturiranje i valjkasto frezanje ili višekutno okretanje moguće su u jednom postavljanju.
W-zupčasti spoj na kliznim stablima podržava precizno poravnanje držača alata i osigurava uske tolerancije. Zbog povoljnog dizajna za pripremu, višespindleni automati isplati se i za srednje serije od otprilike 10.000 dijelova.
Ključni razlog zašto upotreba materijala bez olova sugerira prelazak na moderne CNC višespindlene strojeve leži u promijenjenom ponašanju strugotine. U dosadašnjem standardnom mesingu s oko dva do tri posto olova (npr. MS58) olovo je djelovalo kao prekidač strugotine; nastajale su kratke, lako upravljive strugotine. Kod legura bakra i cinka bez olova poput CuZn42, strugotine često bez dodatnih mjera imaju dugačke, tanke niti koje se omotavaju oko alata i radnog komada. To dovodi do smetnji, povećanog trošenja, mogućih oštećenja dijelova i neplaniranih zastoja strojeva.
Kako bi se izbjegli ovi efekti, potrebni su strojevi koji izdržavaju visoke pritiske hlađenja i strugotine te imaju adaptivne CNC cikluse za upravljanje strugotinama. INDEX se ovdje oslanja na softverske funkcije poput INDEX ChipMaster, koje programatski podržavaju rano lomljenje strugotine. U kombinaciji s alatima koji imaju specifične geometrije za lomljenje strugotine, stvara se usklađen sustav stroja, alata i procesnih parametara. Tako se mogu obraditi i kritične legure bez olova s kratkim, kontroliranim oblicima strugotine, stabilnim vođenjem procesa i visokom kvalitetom površine.
Još jedan element je automatizacija: Moderni INDEX višespindleni automati obično su opremljeni punjačima šipki i mogu se opremiti automatiziranim ćelijama u kojima roboti uzimaju gotove dijelove i uredno ih odlažu. Osobito kod zahtjevnih radnih komada, kvaliteta izravno iz stroja mora biti tako visoka da su naknadni radovi poput odgrizanja ili sortiranja nepotrebni. Kombinacija CNC-bazirane višespindelne tehnologije, automatizirane periferije i promišljenog upravljanja strugotinama omogućava ekonomičnu i zakonski usklađenu serijsku proizvodnju mesinga bez olova.
Kontakt:


