


Stamping is the most efficient method for mass production of compact components made of sheet metal. Progressive dies with mold inserts made of wear-resistant material form the crucial basis. For the production of the mold inserts, innovative tool and mold makers are increasingly relying on five-axis high-end machining centers like the Kern Micro HD+. This allows for the best results in terms of accuracy and surface finish in a single setup.
While many industries are currently struggling with declining sales figures, the demand for small and large electric motors is steadily growing by seven to nine percent per year. According to forecasts, this trend is expected to continue for at least the next five years. The application in countless consumer products plays as significant a role as that in medical and energy technology products. Automation in industry and e-mobility further accelerates this growth.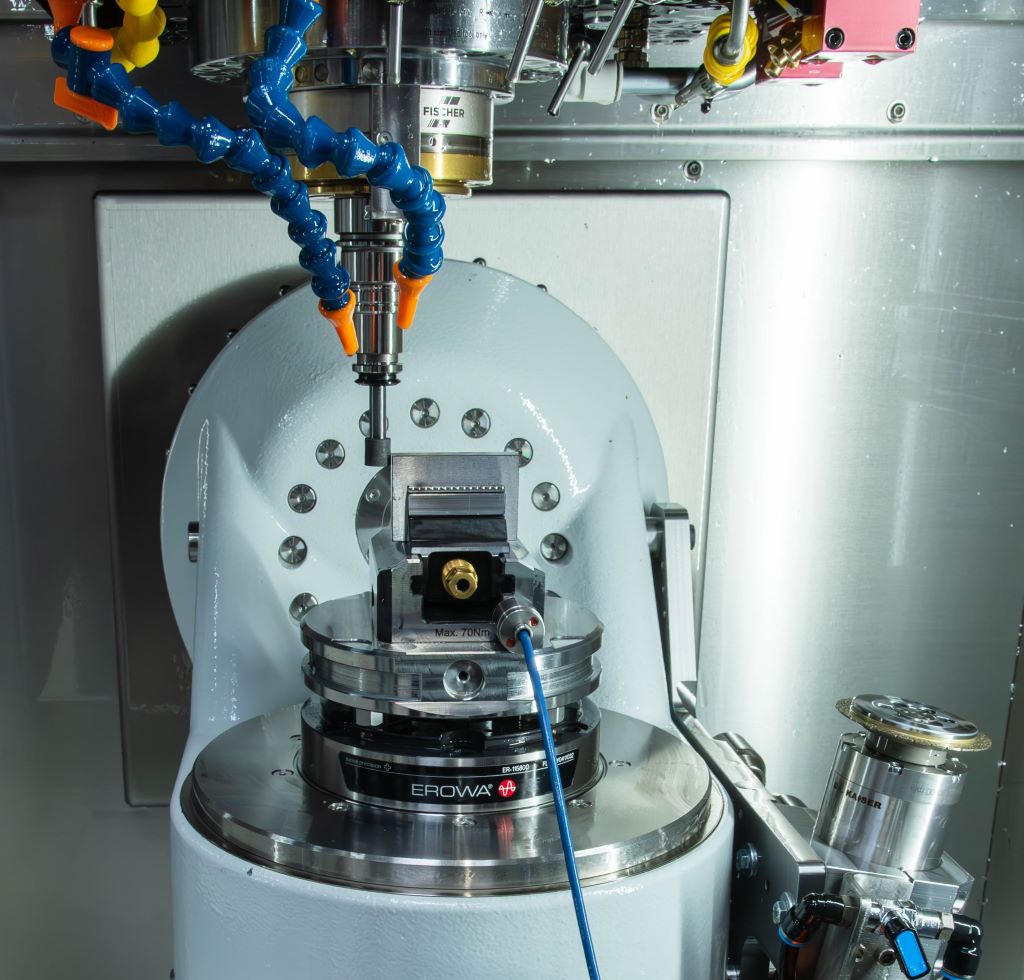
Massive quantities of small sheet metal parts such as connectors and similar items are required for these future-oriented products. A perfect application area for stamping technology. To economically represent the production of components in high-wage countries, automated stamping centers are in demand on one hand. On the other hand, the progressive dies along with mold inserts must meet the highest standards.
Manufacturing companies take different approaches to produce mold inserts from high-strength steels or hard metals. According to industry experts, milling machines still often 'only' handle the precise pre-manufacturing.
Further processing and finishing then take place on grinding machines and through elaborate manual work such as polishing, etc. However, this multi-stage process comes with some disadvantages, as each re-clamping poses risks to accuracy.
Not to be forgotten: Productivity and cost-effectiveness also suffer from prolonged and expensive manual labor. Moreover, the result heavily depends on the worker's condition on the day and can never be exactly reproduced. Sebastian Guggenmos, Vice President at Kern Microtechnik, adds: 'At the end of the day, every produced progressive die is a little different.' This is a problem that becomes even more significant when mold inserts are re-manufactured. They should match the predecessor exactly; otherwise, the end products will also vary.
Innovative solution: Manufacturing mold inserts in a single setup
Therefore, a different solution is gradually being adopted by advanced companies in the industry. They work with high-precision machining centers that manufacture mold inserts in a single setup – without manual rework. The five-axis machining center Kern Micro HD+ offers ideal conditions for this. The machine developed and produced by KERN Microtechnik GmbH, Eschenlohe, is capable of fully automatically carrying out all machining steps with absolutely consistent quality.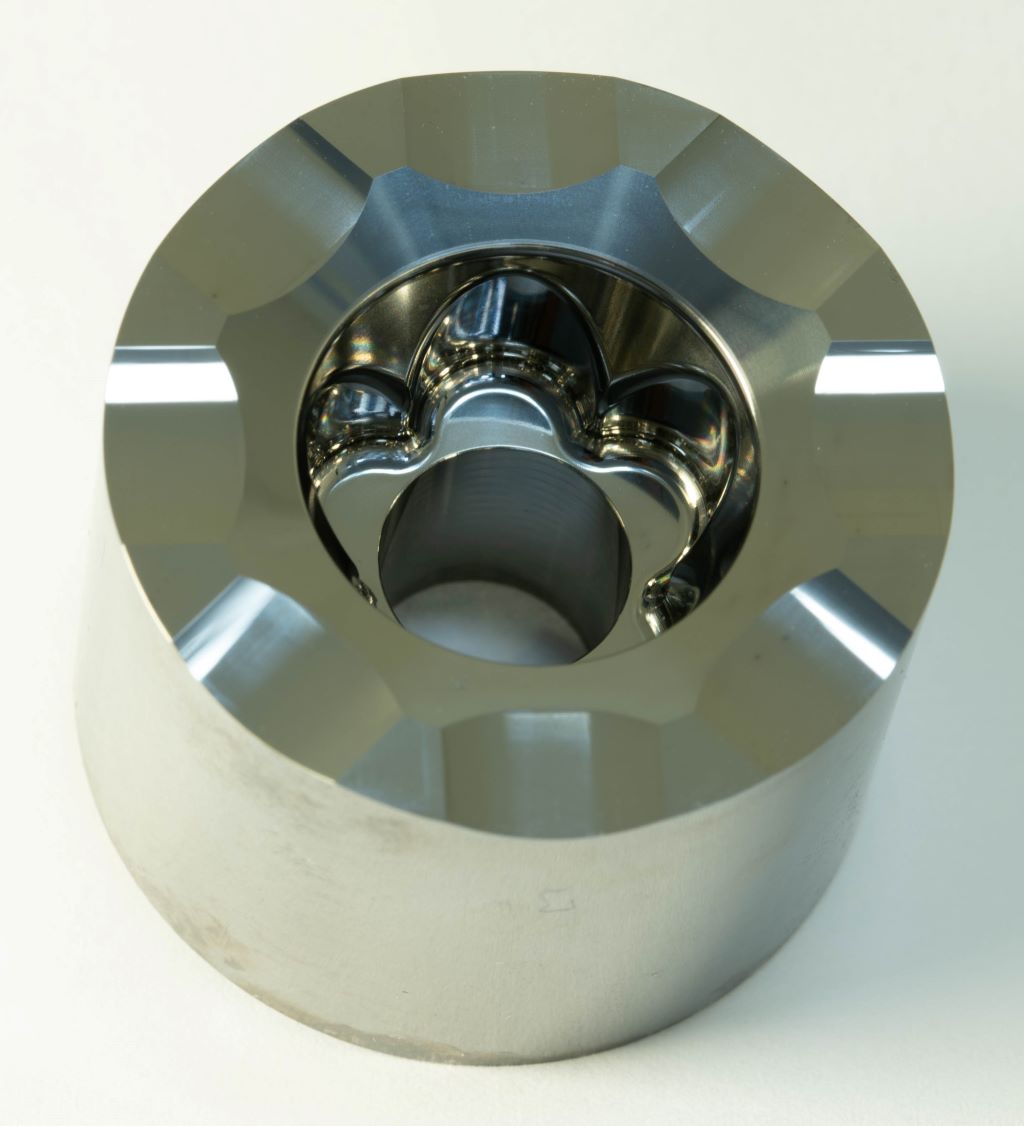
This means: In the first step, inexpensive grinding pins perform various roughing tasks through contour grinding. In the second and third steps, the profiles are finished through five-axis trochoidal contour milling and the side surfaces via pendulum grinding. Final polishing is unnecessary thanks to the highly precise finishing processes.
To demonstrate the high quality achievable with a Kern Micro HD+ and the short processing times, the Eschenlohe machine builder produced several complex mold inserts in a test procedure – each in a single setup. To name just one example: The hard metal forging die for a Pentalob screw head was produced accordingly and subsequently measured. The component places particularly high demands on geometric accuracy and surface roughness of the contours and cone surfaces.
Hard metal forging die: Record quality in record time
Now, in order. First, the contour is pre-ground in a roughing process. Time required: five minutes. After a tool change lasting a few seconds to a suitable grinding wheel, the finishing processes begin. The pendulum grinding on the side surfaces was completed after 17 minutes, so that finally, five-axis simultaneous milling operations for the demanding contour machining of the brittle material were pending. With diamond tools, this was achieved within one hour and 13 minutes.
'If such a hard metal die is produced in the standard process with two or three machines and final manual labor, it takes several times the good one and a half hours required here,' Guggenmos is sure.
Not to be forgotten, the reproducible results achieved with the Kern Micro HD+ are incomparable. The accuracy of the mold contour measured with a Zeiss Prismo (tactile measurement method) is <4 µm and that of the side surface is <1.5 µm. Equally interesting are the achieved surface qualities. The Confovis Duo Vario, which works according to the SIM-CLSM measurement method, confirmed a roughness profile of Ra<0.015 µm and a surface accuracy of Sa<0.02 µm.
Prerequisite: Stable and dynamic five-axis center

Such results can only be achieved if the machine used is extremely rigid and simultaneously exceptionally dynamic. The Kern Micro HD+ combines these properties with thermal stability, accuracy, and wear resistance in a unique way. Key factors include the linear motors used and the bearing technology based on patented micro-gap hydrostatics, which is employed in all linear and rotary axes. Thanks to this technology, unique stiffness values are achieved, ultimately enabling the highest precision and dynamics.
Not least because of the aforementioned technical highlights, Kern Microtechnik is considered a technology leader in the industry. Sebastian Guggenmos is pleased about this. However, he is even more excited about what he and his team are currently developing, about which he can only say this much: 'We are constantly pushing into new dimensions of precision and love to push boundaries. It's in our DNA.'
Contact:


