


Le poinçonnage est le procédé le plus efficace pour la production en masse de composants compacts en tôle. Les outils de découpe à plusieurs étapes avec des inserts de forme en matériau résistant à l'usure constituent la base décisive. Pour la fabrication des inserts de forme, les fabricants d'outils et de moules innovants s'appuient de plus en plus sur des centres d'usinage haut de gamme à cinq axes comme le Kern Micro HD+. Cela permet d'obtenir les meilleurs résultats en termes de précision et de surface en une seule fixation.
Alors que de nombreux secteurs luttent actuellement contre une baisse des ventes, la demande pour de petits et grands moteurs électriques augmente régulièrement de sept à neuf pour cent par an. Selon les prévisions, cela devrait se poursuivre au moins au cours des cinq prochaines années. L'application dans d'innombrables produits de consommation joue un rôle tout aussi important que celle dans les produits médicaux et techniques de l'énergie. L'automatisation dans l'industrie et la mobilité électrique favorisent également cette croissance.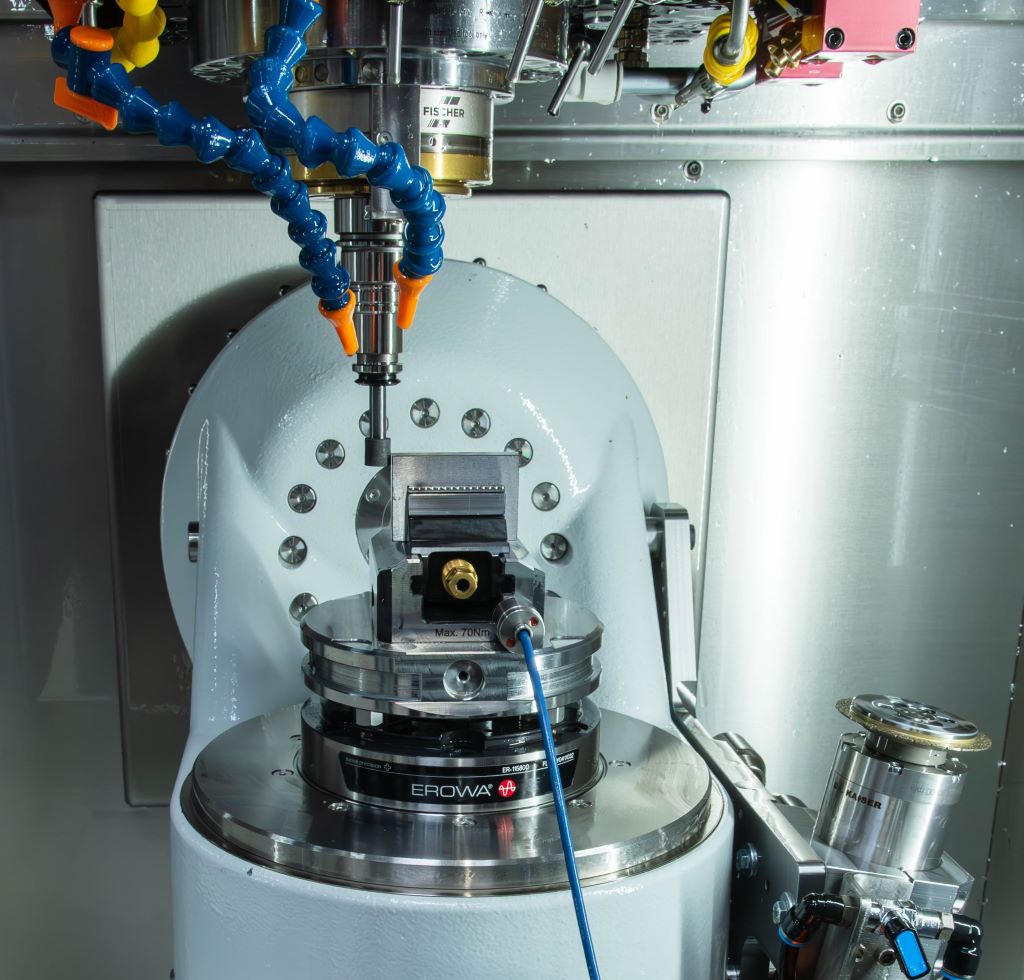
Pour ces produits d'avenir, une quantité massive de petites pièces en tôle comme des connecteurs et similaires est nécessaire. Un domaine d'application parfait pour la technique de poinçonnage. Pour pouvoir représenter économiquement la fabrication des composants dans des pays à coûts élevés, d'une part, des centres de poinçonnage automatisés sont nécessaires. D'autre part, les outils de découpe à plusieurs étapes avec des inserts de forme doivent répondre à des exigences élevées.
Pour la fabrication des inserts de forme en aciers à haute résistance ou en carbure, les entreprises de fabrication empruntent différentes voies. Selon les experts du secteur, les fraiseuses prennent encore souvent en charge « uniquement » la pré-fabrication précise.
Le traitement ultérieur et la finition se font ensuite sur des meuleuses et par un travail manuel minutieux tel que le polissage, etc. Cependant, ce processus en plusieurs étapes comporte certains inconvénients, car chaque repositionnement comporte des risques pour la précision.
Il ne faut pas oublier : la productivité et la rentabilité souffrent également d'un travail manuel long et coûteux. De plus, le résultat dépend fortement de la forme du jour de l'employé et ne peut donc jamais être reproduit avec précision. Sebastian Guggenmos, vice-président de Kern Microtechnik, ajoute : « À la fin de la journée, chaque outil de découpe produit est un peu différent. » Un problème qui prend d'autant plus d'importance lorsque des inserts de forme sont fabriqués à nouveau. Ils doivent alors correspondre exactement à l'original, sinon les produits finis varieront également.
Solution innovante : fabriquer des inserts de forme en une seule fixation
Dans les entreprises avancées du secteur, une autre solution se met progressivement en place. Elles travaillent avec des centres d'usinage hautement précis qui fabriquent des inserts de forme en une seule fixation - sans travail manuel supplémentaire. Le centre d'usinage à cinq axes Kern Micro HD+ offre des conditions idéales pour cela. La machine développée et produite par KERN Microtechnik GmbH, Eschenlohe, est capable d'effectuer toutes les étapes de traitement de manière entièrement automatique avec une qualité constante.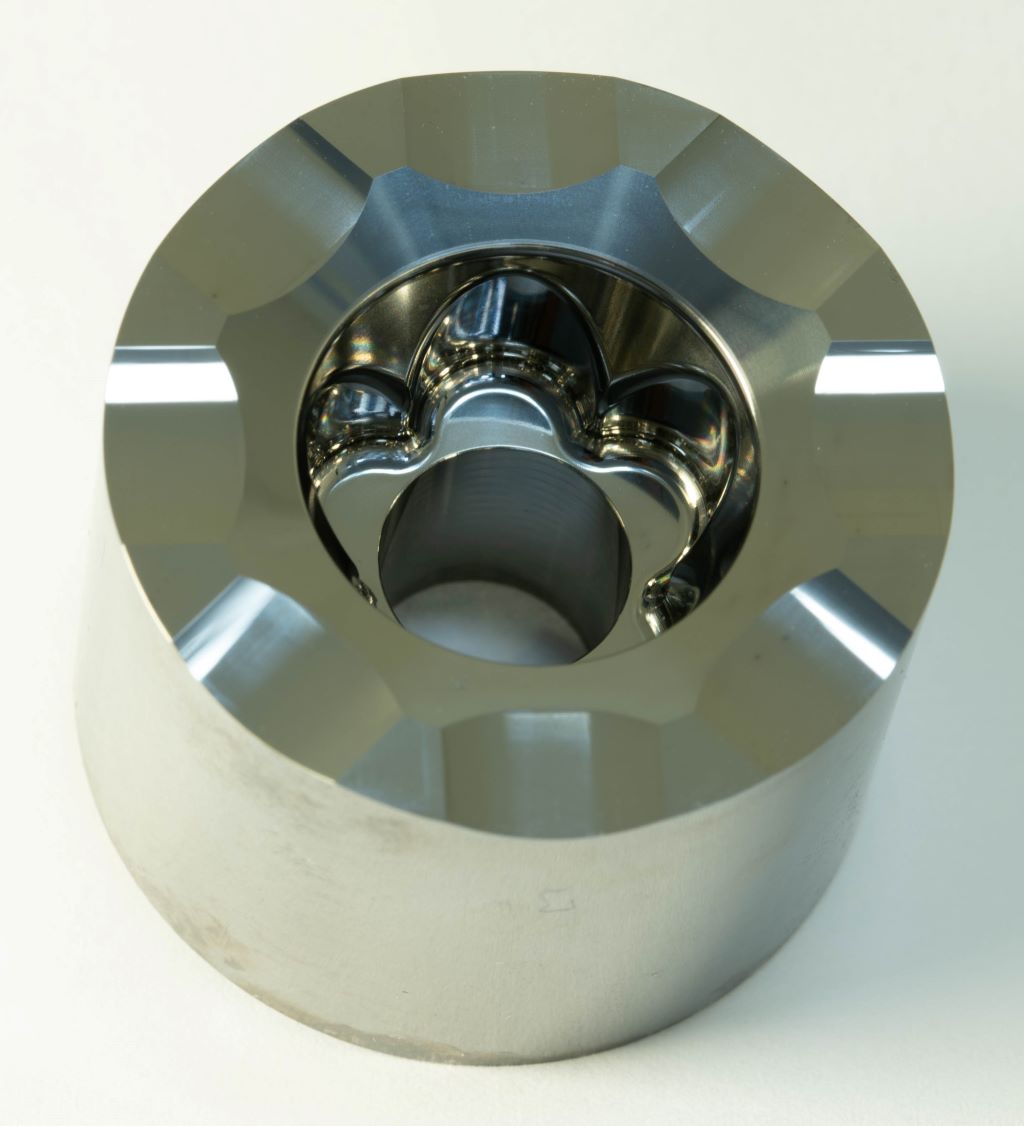
Cela signifie : dans un premier temps, des meules économiques effectuent diverses tâches de dégrossissage par meulage de contours. Dans les deuxième et troisième étapes, il s'agit de finir les profils par fraisage trochoïdal à cinq axes et les surfaces latérales par meulage oscillant. Le polissage final est superflu grâce aux processus de finition hautement précis.
Pour prouver la haute qualité et les temps de traitement courts réalisables avec un Kern Micro HD+, le constructeur de machines d'Eschenlohe a fabriqué plusieurs inserts de forme complexes dans le cadre d'un processus de test - chacun en une seule fixation. Pour donner un exemple : le poinçon en carbure pour une tête de vis Pentalob a été produit en conséquence et mesuré par la suite. Le composant impose des exigences particulièrement élevées en matière de précision de forme et de rugosité de surface des contours et des surfaces coniques.
Poinçon en carbure : qualité record en temps record
Maintenant, dans l'ordre. Tout d'abord, le contour est pré-meulé lors d'un processus de dégrossissage. Temps nécessaire : cinq minutes. Après un changement d'outil de quelques secondes vers un disque de meulage approprié, les processus de finition commencent déjà. Le meulage oscillant des surfaces latérales a été terminé après 17 minutes, de sorte qu'il restait encore des travaux de fraisage simultanés à cinq axes pour le traitement exigeant du matériau fragile. Avec des outils en diamant, cela a été réalisé en une heure et 13 minutes.
« Si un tel poinçon en carbure est fabriqué dans le processus standard avec deux ou trois machines et un travail manuel final, cela prend plusieurs fois le temps nécessaire ici, soit un peu plus d'une heure et demie », est convaincu Guggenmos.
Il ne faut pas oublier que les résultats reproductibles obtenus avec le Kern Micro HD+ sont incomparables. Ainsi, la précision de la forme mesurée avec un Zeiss Prismo (méthode de mesure tactile) est de <4 µm et celle de la surface latérale est de <1,5 µm. Les qualités de surface obtenues sont également intéressantes. Le Confovis Duo Vario, qui fonctionne selon la méthode de mesure SIM-CLSM, a confirmé un profil de rugosité de Ra<0,015 µm et une précision de surface de Sa<0,02 µm.
Condition : centre à cinq axes stable et dynamique

De tels résultats ne peuvent être atteints que si la machine utilisée est extrêmement rigide et en même temps exceptionnellement dynamique. Le Kern Micro HD+ combine ces caractéristiques avec une stabilité thermique, une précision et une résistance à l'usure d'une manière unique. Les moteurs linéaires utilisés ainsi que la technologie de palier basée sur l'hydraulique à micro-écart brevetée, qui est utilisée dans tous les axes linéaires et rotatifs, sont décisifs à cet égard. Grâce à cette technologie, des valeurs de rigidité uniques sont atteintes, permettant finalement une précision et une dynamique maximales.
Enfin, en raison des points techniques mentionnés, Kern Microtechnik est considéré comme le leader technologique du secteur. Sebastian Guggenmos s'en réjouit. Mais il se réjouit encore plus de ce que lui et son équipe développent actuellement, dont il ne peut dire que ceci : « Nous pénétrons constamment dans de nouvelles dimensions de précision et aimons repousser les limites. C'est dans notre ADN. »
Contact :


