


Las regulaciones internacionales limitan el contenido de plomo en las aleaciones de cobre. Esto es bueno para la salud y la naturaleza, pero plantea grandes - o quizás mejor, largos - desafíos para los fabricantes y los procesadores. Porque sin plomo en la aleación, a menudo se forman virutas extremadamente largas. Junto con expertos del grupo Wieland, los especialistas en herramientas de ISCAR han abordado el tema. En el TechCenter de Ettlingen, desarrollaron juntos una amplia gama de brocas, fresas, herramientas de torneado y de corte, con las que se puede procesar bronce sin plomo sin problemas.

Fundada en 1820 a partir de una fundición de campanas en Ulm, el grupo Wieland es hoy un proveedor internacional de aleaciones de cobre, semielaborados de cobre y soluciones de componentes y sistemas. Con una red global de más de 80 plantas de producción, casas de servicio y comercio, y alrededor de 10,000 empleados, la empresa ofrece una amplia cartera de productos, tecnologías y servicios. Desde prototipos hasta producción en serie, Wieland desarrolla soluciones, entre otras, para las industrias automotriz, aeroespacial, electrónica, refrigeración y climatización.
REACH Anexo 17, RoHS, DWD y ELV - numerosas regulaciones internacionales limitan el contenido de plomo en las aleaciones de cobre. Los materiales utilizados y probados hasta ahora solo son utilizables a largo plazo de manera limitada. Por eso, Wieland ha desarrollado una familia de productos sin plomo con la serie ecoline, que deben reemplazarlos. Sin embargo, su procesamiento presenta nuevos requisitos, ya que el plomo otorga a las aleaciones de bronce con plomo propiedades específicas, mejorando, por ejemplo, su maquinabilidad y la vida útil de las herramientas.
Bajo contenido de plomo - grandes desafíos
Las aleaciones de mecanizado importantes industrialmente contienen, por ejemplo, entre 0.5 y 3.5 por ciento de plomo en pequeñas partículas como rompedoras de virutas. El elemento se encuentra en la estructura del material en partículas finamente dispersas. Cuanto más plomo contenga, mejor se puede trabajar el material. El plomo proporciona cierta lubricación durante el mecanizado y produce virutas cortas. 'El desafío es garantizar estas características también en la ausencia de plomo', explica Angelos Tanios, ingeniero de procesos en Wieland.
Para hacer que estas propiedades estén disponibles en el bronce sin plomo, Wieland utiliza en sus aleaciones ecoline, como eco SZ3, silicio y fósforo. Los fosfuros que se forman están distribuidos en la aleación de manera similar a las partículas de plomo y sirven como puntos de ruptura para las virutas. De este modo, los nuevos materiales logran una muy buena maquinabilidad. No obstante, los materiales con bajo contenido de plomo o sin plomo presentan desafíos para el proceso de mecanizado, para alcanzar el rendimiento extraordinario de los materiales con plomo.
'En las pruebas, observamos un desgaste aumentado en los filos, y se formaron rebabas en las piezas', dice Christian Erb, ingeniero de aplicaciones en Wieland. 'También es crítico que puedan formarse virutas largas que se enrollan alrededor de las herramientas, obstruyen el espacio de proceso en la máquina y finalmente dificultan la eliminación de las virutas de la instalación.'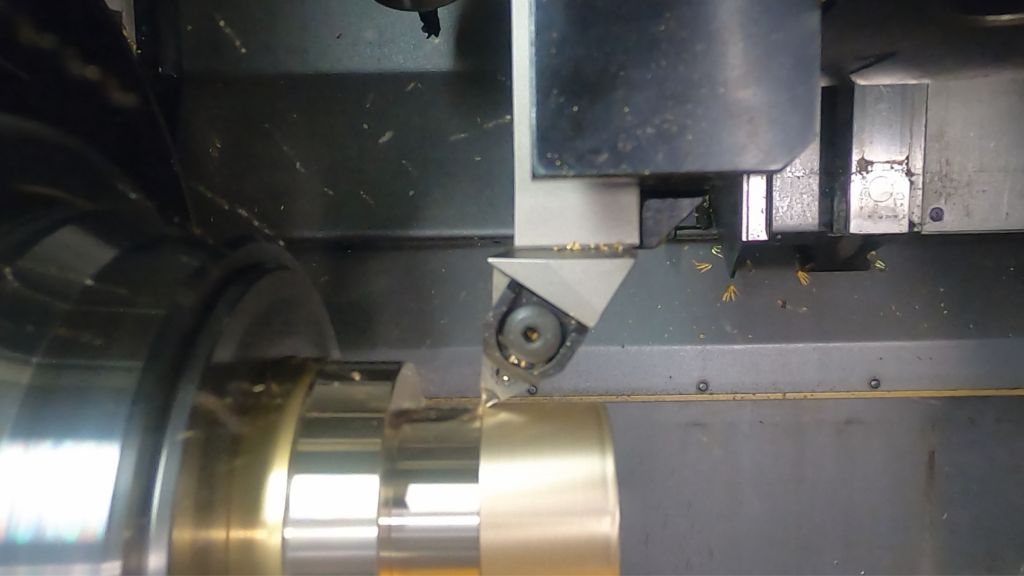
El equipo de Christian Erb y Angelos Tanios tenía claro que el material sin plomo también debía poder ser procesado de manera económica y segura en el proceso - con la herramienta adecuada. Por eso se dirigieron a ISCAR y expusieron a Florian Schöffler, asesoría y ventas, y al técnico de aplicaciones Martin Staudacher el tema. Dado que aún no muchas empresas trabajan con el nuevo bronce sin plomo, los especialistas en herramientas también carecían de experiencias para hacer recomendaciones.
'Pero tenemos un as bajo la manga para tales casos - nuestro TechCenter en Ettlingen', dice Florian Schöffler. En el 'parque de juegos para grandes chicos' perfectamente equipado, ISCAR prueba por un lado sus propios productos, pero por otro lado también resuelve principalmente los problemas técnicos de sus clientes. 'Así que invitamos al equipo de Wieland a Ettlingen para resolver juntos las soluciones', dice Martin Staudacher. 'En el TechCenter pudimos probar lo que funciona mejor. La experiencia muestra que probar es mejor que estudiar.'
El TechCenter ofrece la solución
En la familia ecoline de Wieland se encuentran aleaciones con propiedades muy diferentes para reflejar los diversos requisitos de los usuarios. Para las pruebas en el TechCenter, los expertos en materiales de Ulm proporcionaron material de barra de tres metros de eco SZ3 (CuZn40SiP) en diámetros de 26 y 38 milímetros. 'Elegimos esta aleación porque se acerca más a las propiedades de los bronces ampliamente utilizados CW614 y CW617', dice Christian Erb. 'Así podemos cubrir un amplio rango de aplicaciones.'
En material con plomo, generalmente funcionan mejor las herramientas extremadamente afiladas, como las geometrías de aluminio. 'Sin embargo, en SZ3, precisamente estas herramientas dieron lugar a virutas extremadamente largas en nuestras pruebas', dice Werner Lederbogen, preparación de trabajo en Wieland. 'Por eso cambiamos a geometrías de acero menos afiladas con fase de protección. Eso funcionó muy bien.' Marco Huck, ingeniero de aplicaciones en el TechCenter de ISCAR, añade: 'Particularmente, los materiales de corte con el formador de virutas C adecuado y un recubrimiento muy liso y pulido permiten un buen flujo de virutas.'
Cuál recubrimiento se demostrará finalmente como el mejor para materiales sin plomo solo se podrá decir cuando se trate de la vida útil de las herramientas en un caso de aplicación concreto.
Pruebas en tornos largos y cortos

El material de 26 mm debería ser mecanizado en el torno de longitud. Para representar los procesos típicos en la industria, se creó una pieza que imita un accesorio, en un solo paso y casi exclusivamente con herramientas estándar. Para el desbaste y el corte, el equipo del TechCenter utilizó el DOGRIP, que ahorra recursos, con un inserto de corte de solo un milímetro de ancho. Para los taladros, utilizaron una broca de metal duro sólido (VHM) SOLIDDRILL y brocas intercambiables SUMOCHAM de 32 y cuatro milímetros de diámetro.
Durante el torneado y el pretorneado, las herramientas ISOTURN con F1M formador de virutas ofrecieron un buen rendimiento. Con el nuevo PICCO3CUT de tres filos, realizaron chaflanes y ajustaron las correcciones internas, fresando las superficies clave con un fresador MULTIMASTER-VHM de cuatro filos en la variante de grano fino recubierta de TiAlN PVD más resistente al desgaste, IC908. Los mecanizadores cortaron la rosca con un fresador de roscas ISCARTHREAD con ISO-WSP. Solo para el corte de forma se utilizó una herramienta especial: se configuró con un inserto de corte PENTA 27 de cinco filos, ajustado con precisión y con formador de virutas grabado. 'Todo el proceso desde la barra hasta la pieza terminada dura solo alrededor de dos minutos y produce muy buenos resultados', dice Thomas Eiberle, ajustador en Wieland.
Los mecánicos trabajaron el material de 38 mm de diámetro en un torno corto. Como objeto de prueba, se creó un casquillo de cojinete de deslizamiento, para el cual existían componentes modelo reales. El material de barra se procesó con el nuevo QUICKTLOCK de tres filos con un agarre extremadamente estable y se terminó con el LOGIQ6TURN, que tiene una placa de corte positiva con seis filos de 55 grados. Un fresador MULTIMASTER-VHM de cuatro filos realizó las superficies clave. Con una broca DR-TWIST de 32 mm de diámetro, el equipo realizó un taladro frontal y lo giró con una barra de taladrar WHISPERLINE. Para el corte, los mecanizadores también utilizaron aquí el DOGRIP con un ancho de corte de solo un milímetro. 'Además, el sistema de cambio rápido Varia-VX de nuestro socio EWS apoyó el procesamiento exitoso en esta máquina, reduciendo el tiempo de configuración y transmitiendo el par de manera segura.
A esto se suma el adaptador de herramienta optimizado para colisiones SPANNTOP mini 65 de nuestro socio Hainbuch, con el que podemos acercarnos mucho al mandril', explica Jörg Huber, ingeniero de aplicaciones en el TechCenter de ISCAR.
La herramienta lo hace
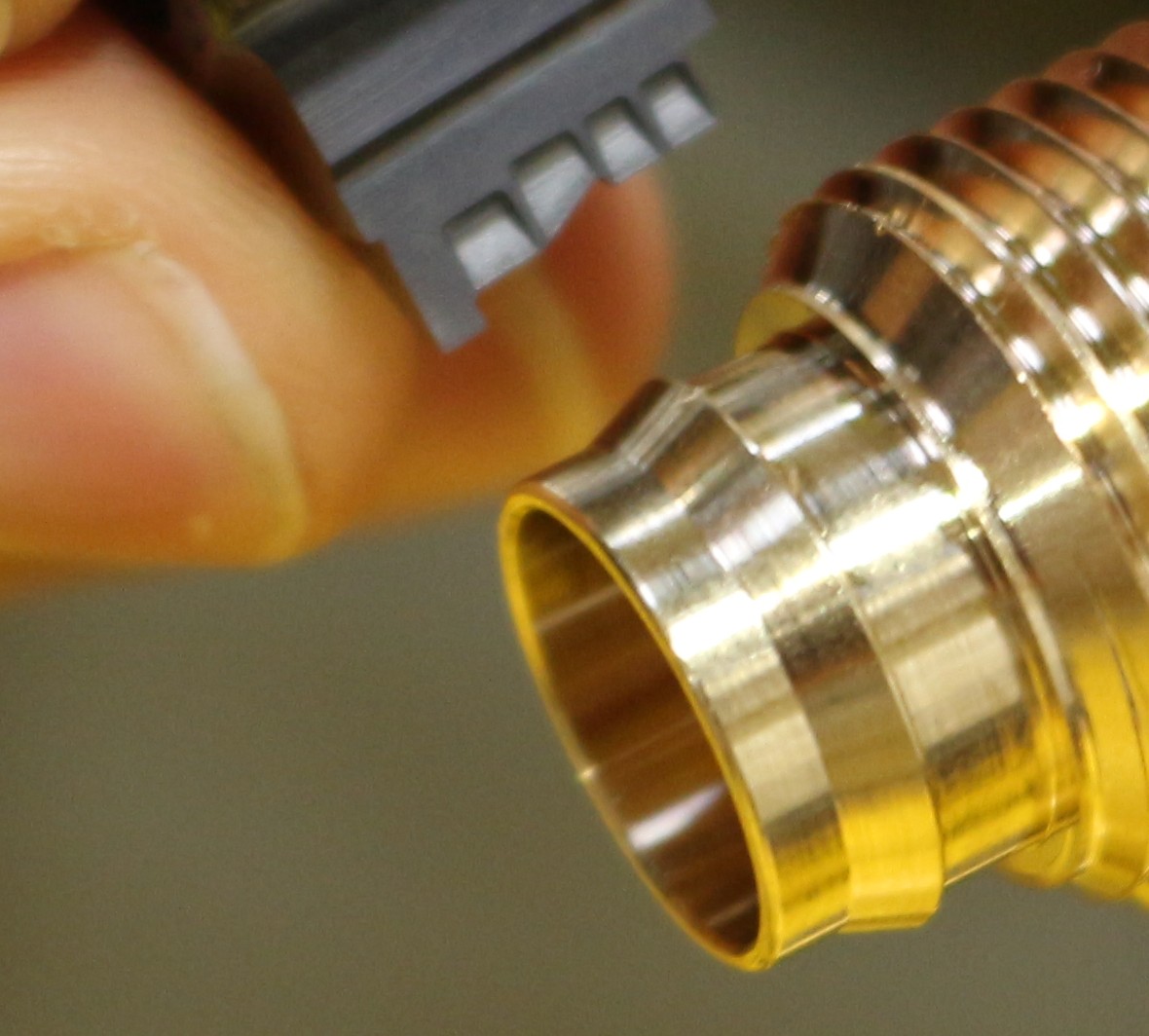
Los resultados de las pruebas en ambas instalaciones fueron convincentes. Con las herramientas utilizadas, el equipo de expertos puede fabricar las piezas de manera segura tanto en el torno de longitud como en el corto en un solo paso. 'Hemos tenido continuamente virutas cortas y la calidad de la superficie también es correcta', dice Christian Erb satisfecho. Angelos Tanios resume los hallazgos: 'Con la herramienta adecuada, también se puede mecanizar material sin plomo sin problemas.'
Contacto:


