


Uluslararası düzenlemeler, bakır alaşımlarındaki kurşun oranlarını sınırlıyor. Bu sağlık ve doğa için iyi, ancak üreticiler ve talaşlı imalatçılar için büyük - ya da belki de daha iyi bir şekilde uzun - zorluklar oluşturuyor. Çünkü alaşımda kurşun olmadan, genellikle uzun uzun talaşlar oluşuyor. Wieland Grubu'ndan uzmanlarla birlikte ISCAR'ın alet uzmanları bu konuyu ele aldı. Ettlingen'deki TechCenter'da, kurşunsuz pirinçlerin sorunsuz bir şekilde işlenebilmesi için geniş bir matkap, freze, tornalama ve kesme aletleri yelpazesi geliştirdiler.

1820 yılında Ulm'deki bir çan dökümhanesinden doğan Wieland Grubu, bugün uluslararası bir bakır alaşım, yarı mamul bakır ve bileşen ile sistem çözümleri sunan bir sağlayıcıdır. 80'den fazla üretim tesisi, hizmet ve ticaret ofisi ile yaklaşık 10.000 çalışanıyla şirket, geniş bir ürün, teknoloji ve hizmet portföyü sunmaktadır. Prototipten seri üretime kadar, Wieland otomotiv, havacılık ve uzay, elektronik, soğutma ve iklimlendirme sektörleri için çözümler geliştirmektedir.
REACH Ek 17, RoHS, DWD ve ELV - sayısız uluslararası düzenleme, bakır alaşımlarındaki kurşun içeriğini sınırlıyor. Şu ana kadar kullanılan ve kanıtlanmış malzemeler, uzun vadede yalnızca sınırlı bir şekilde kullanılabilir. Bu nedenle Wieland, kurşunsuz ürünlerden oluşan bir ecoline serisi geliştirdi. Ancak bunların işlenmesi yeni gereksinimler getiriyor, çünkü kurşun, kurşun içeren pirinç alaşımlarında belirli özellikler kazandırıyor, örneğin işlenebilirliğini ve alet ömrünü artırıyor.
Düşük kurşun içeriği - büyük zorluklar
Endüstriyel olarak önemli talaşlı işleme malzemeleri, örneğin küçük parçacıklar halinde %0,5 ile %3,5 arasında kurşun içermektedir. Element, malzeme yapısında ince dağılmış parçacıklar halinde bulunur. İçerdiği kurşun miktarı arttıkça, malzeme işlenebilirliği artar. Kurşun, işleme sırasında belirli bir yağlama sağlar ve kısa talaşlar oluşturur. 'Zorluk, bu özellikleri kurşunsuzlukta da sağlamak' diyor Angelos Tanios, Wieland'da süreç mühendisi.
Bu özellikleri kurşunsuz pirinçte sağlamak için, Wieland ecoline alaşımlarında, örneğin eco SZ3'te, silikon ve fosfor kullanıyor. Oluşan fosfitler, alaşımda kurşun parçacıkları gibi dağılmıştır ve talaşlar için zayıf noktalar olarak görev yapar. Böylece yeni malzemeler çok iyi işlenebilirlik elde eder. Yine de, kurşun içermeyen veya az kurşun içeren malzemeler, kurşun içeren malzemelerin olağanüstü performansını elde etmek için işleme sürecinde zorluklar yaratır.
'Testlerde, kesici uçlarda kısmen artan aşınma gözlemledik ve parçalarda yer yer burr oluştu' diyor Christian Erb, Wieland'da Uygulama Mühendisi. 'Ayrıca uzun talaşların oluşabileceği kritik bir durum var, bu da aletlerin etrafında dolanarak makinedeki işlem alanını tıkayabilir ve nihayetinde talaşların tesisten çıkarılmasını zorlaştırabilir.'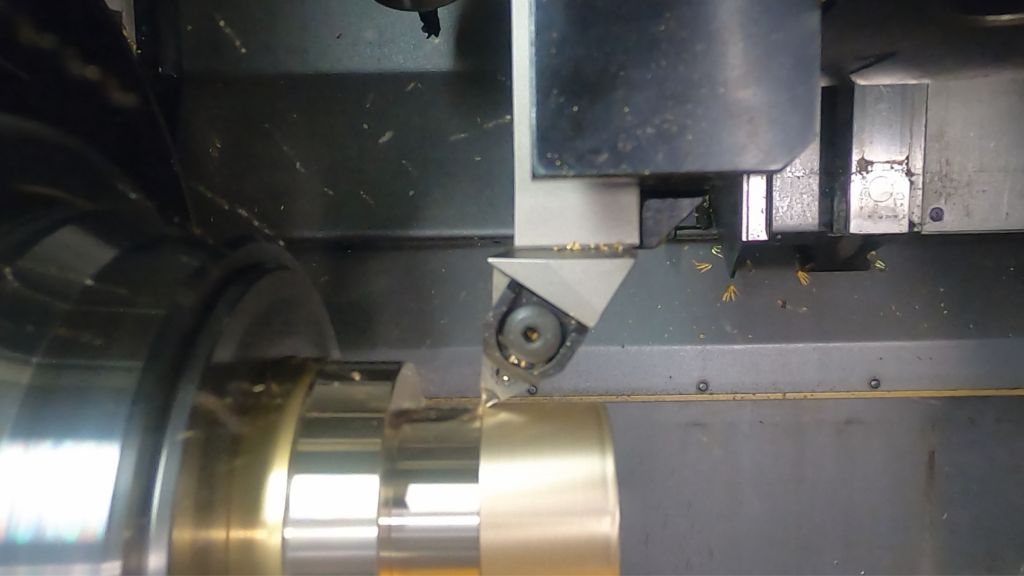
Christian Erb ve Angelos Tanios'ın ekibi, kurşunsuz malzemenin ekonomik ve süreç güvenilirliği ile işlenebilmesi gerektiğini biliyordu - uygun aletle. Bu nedenle ISCAR'a başvurdular ve Florian Schöffler, danışmanlık ve satış, ve uygulama mühendisi Martin Staudacher'a konuyu anlattılar. Henüz çok az şirket yeni kurşunsuz pirinçle çalıştığı için, alet uzmanlarının öneriler için deneyim eksikliği vardı.
'Ama böyle durumlar için bir kartımız var - Ettlingen'deki TechCenter'imiz' diyor Florian Schöffler. İyi donanımlı 'büyük çocuklar için oyun alanında' ISCAR, bir yandan kendi ürünlerini test ederken, diğer yandan müşterilerinin teknik sorunlarını çözmektedir. 'Bu nedenle Wieland ekibini Ettlingen'e davet ettik, birlikte çözümler bulmak için' diyor Martin Staudacher. 'TechCenter'da en iyi neyin çalıştığını deneyimleyebildik. Denemek, genellikle öğrenmekten daha iyidir.'
TechCenter çözümü barındırıyor
Wieland'ın ecoline ailesinde, kullanıcıların çeşitli gereksinimlerini karşılamak için tamamen farklı özelliklere sahip alaşımlar bulunmaktadır. TechCenter'deki deneyler için Ulm'daki malzeme uzmanları, 26 ve 38 milimetre çapında eco SZ3 (CuZn40SiP) ile üç metrelik çubuk malzeme sağladılar. 'Bu alaşıma, özellikleriyle yaygın olarak kullanılan CW614 ve CW617'ye en yakın olduğu için karar verdik' diyor Christian Erb. 'Böylece geniş bir uygulama alanını kapsayabiliyoruz.'
Kurşun içeren malzemelerde genellikle son derece keskin aletler, örneğin alüminyum geometrileri en iyi şekilde çalışır. 'Ancak SZ3'te bu aletler testlerimizde son derece uzun talaşlara neden oldu' diyor Werner Lederbogen, Wieland'da iş hazırlığı. 'Bu nedenle, koruma kenarı olan daha az keskin çelik geometrilerine geçtik. Bu da harika çalıştı.' Marco Huck, ISCAR'daki TechCenter'de Uygulama Mühendisi, 'Özellikle uygun C-talaş şekillendirici ve çok pürüzsüz ve parlatılmış bir kaplama, iyi bir talaş akışını sağlar.' diyor.
Kurşunsuz malzemeler için en iyi kaplamanın hangisi olacağı, ancak aletlerin ömrü ile ilgili belirli bir uygulama durumunda ortaya çıkacaktır.
Uzun ve kısa tornalarda deneyler

26'lık malzeme uzun tornada işlenmelidir. Endüstrideki tipik işlemleri yansıtmak için, bir bağlantı parçasına benzer bir parça oluşturulmuştur - tek seferde ve neredeyse tamamen standart aletlerle. TechCenter ekibi, kaynakları koruyan DOGRIP'i sadece bir milimetre genişliğinde bir kesici uç ile kullanmıştır. Delikleri, SOLIDDRILL tam sert metal (VHM) matkap ve 32 ile dört milimetre çapındaki SUMOCHAM değiştirilebilir başlıklı matkaplarla açmışlardır.
Torna ve ön tornalama sırasında ISOTURN aletleri F1M talaş şekillendirme ile iyi hizmet vermiştir. Yeni üç kesici PICCO3CUT ile fazlar eklemişler ve iç düzeltmeleri düzeltmişlerdir, ana yüzeyleri ise aşınmaya dayanıklı, TiAlN PVD kaplamalı ince tanecikli IC908 ile dört kesici MULTIMASTER-VHM frezesi ile frezelemişlerdir. 1.5'lik dişleri, Zerspanerler ISO-WSP ile bir ISCARTHREAD diş frezesi ile kesmişlerdir. Sadece şekil kesim için özel bir alet kullanılmıştır: Bu, tam olarak uyarlanmış beş kesici PENTA 27 kesici ucu ile yerleştirilmiştir. 'Çubuktan bitmiş parçaya kadar tüm süreç sadece yaklaşık iki dakika sürüyor ve çok iyi sonuçlar getiriyor' diyor Thomas Eiberle, Wieland'da ayarlayıcı.
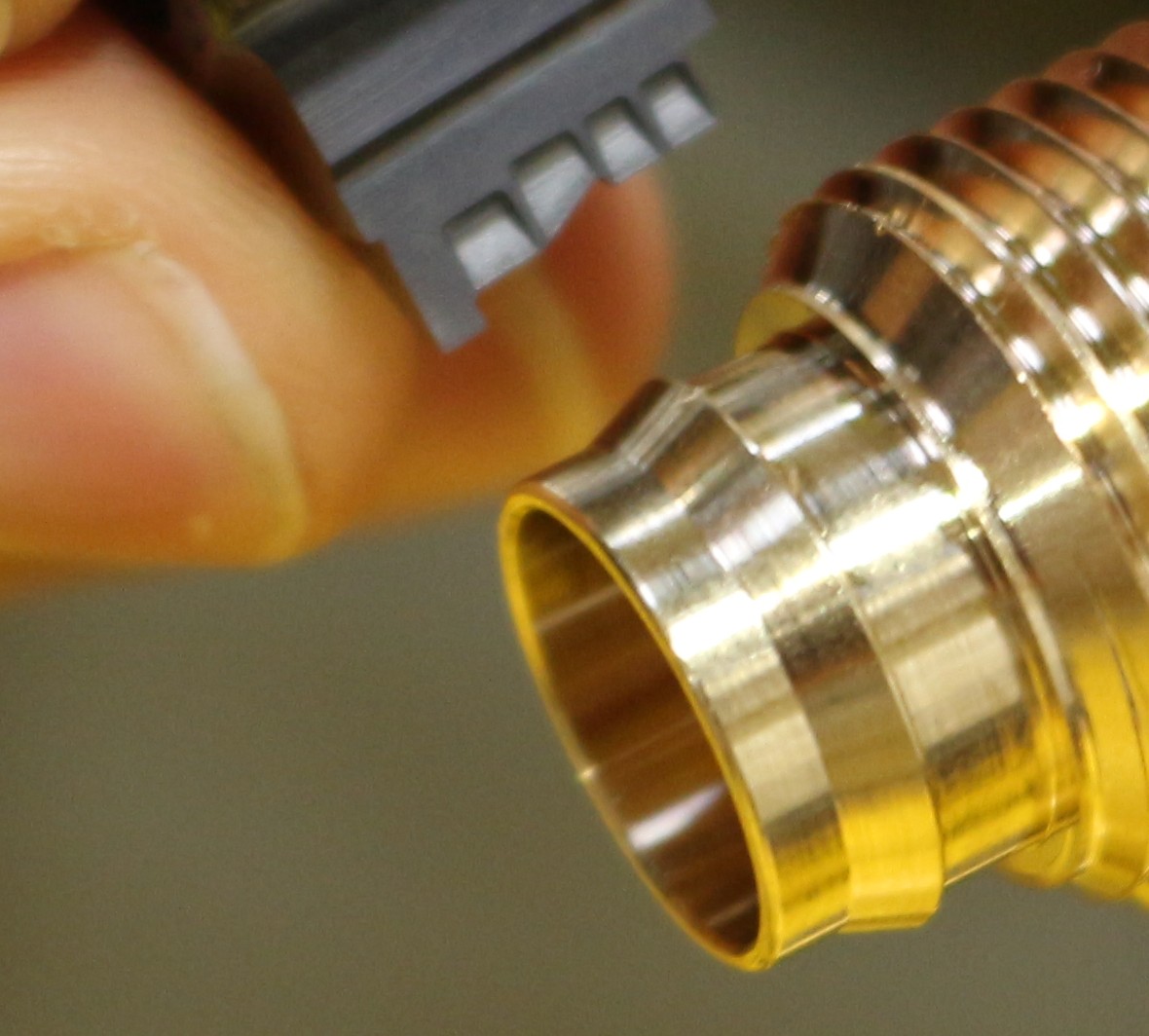
38 milimetre çapındaki malzemeyi, Tüftücüleri kısa tornada işledi. Test nesnesi olarak, gerçekten var olan bileşenlerin modeli için bir kaydırma yatak halkası oluşturulmuştur. Çubuk malzeme, son derece stabil bir sıkıştırma ile yeni üç kesici QUICKTLOCK ile işlenmiş ve altı 55 derecelik kesme kenarına sahip pozitif değiştirme kesici plaka ile LOGIQ6TURN ile yüzeylenmiştir. Dört kesici MULTIMASTER-VHM frezesi ana yüzeyleri oluşturmuştur. 32 milimetre çapındaki DR-TWIST matkap ile ekip, bir yüzey deliği açmış ve WHISPERLINE matkap çubuğu ile döndürmüştür. Zerspanerler burada da kesim genişliği sadece bir milimetre olan DOGRIP'i kullanmışlardır. 'Bu makinedeki başarılı işleme ayrıca, kurulum süresini azaltan ve torku güvenli bir şekilde ileten EWS ortağımızın Varia-VX hızlı değiştirme sistemi ile desteklenmiştir.
Buna ek olarak, Hainbuch ortağımızın çarpışma optimizasyonlu alet adaptörü SPANNTOP mini 65 ile, mandrelin çok yakınında çalışabiliyoruz' diyor Jörg Huber, ISCAR'daki TechCenter'da Uygulama Mühendisi.
Alet yapar
Her iki tesisteki test sonuçları ikna ediciydi. Kullanılan aletlerle uzman ekibi, parçaları hem uzun hem de kısa tornada güvenli bir şekilde ve tek seferde üretebilmektedir. 'Sürekli güzel kısa talaşlar elde ediyoruz ve yüzey kalitesi de doğru' diyor Christian Erb memnun. Angelos Tanios, bulguları özetliyor: 'Uygun alet ile kurşunsuz malzeme de sorunsuz bir şekilde işlenebilir.'
İletişim:


